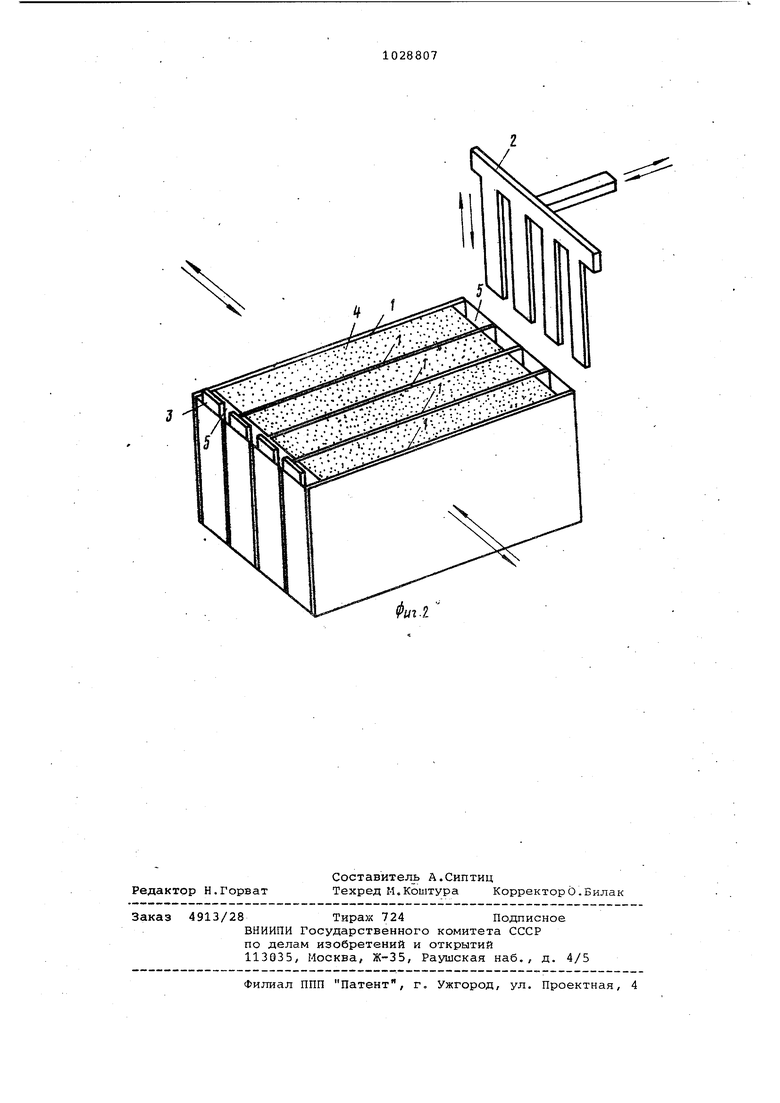
Изобретение относится к строитель ству а именно к изготовлению отдель ных частей зданий. Известен способ изготовления оди ночных ограждающих элементов из. пред варительно напряженной металлической ленты изгибным способом, при котором каждая обшивка прикрепляется к предварительно выгнутому каркасу щита с вогнутой стороны, и таким об разом, получают предварительное напряжение в результате последующего разгибания щитов . Недостааком известного способа я ляется большая трудоемкость осуществления предварительного напряже ния, а также сложность оборудования с дополнительными.крепежными элемен тами - соединительной решеткой. Наиболее близким к предлагаемому является способ изготовления трехслойных панелей с гибкой обшивкой из лент путем натяжения последних с помощью подвижных и неподвижных траверс . и заполнения образованной лентами полости теплоизоляционным материалом 2 . Недостатки данного способа - труд ность скрепления лент с контурными рамами, сложность резки между рамами, затруднения при монтаже стен на объекте, а также и то, что формование изделия происходит в горизонтальном положении, а транспортировка и работа изделия в условиях эксплуатации происходит в вертикальном положении, в связи с чем необходима дополнительная арматура. Цель изобретения -.обеспечение возможности вертикального формования и упрощения изготовления. Поставленная цель достигается тем что согласно способу изготовления трехслойных панелей с гибкой обшивкой из лент путем натяжения последни с помощью подвижных и неподвижных тр вере и заполнения образованной лентами полости теплоизоляционным материалом, обшивку каждой панели выпо няют в виде бесконечной ленты, перед натяжением лент в торцах панелей устанавливают пустотелые короба, на которые одевают ленты, причем травер сы помещают в короба. Кроме этого, заполнение полостей панелей теплоизоляционным материалом может быть произведено одновременно. а крайние ленты фиксированы посредством опорных плит. На фиг.1 показано изделие; на фиг.2 - изготовление огралэдаюнщх элементов из гибких натягиваемых материалов с последующим заполнением образованной полости между лентами теплоизоляционным материалом. Способ изготовления трехслойных панелей с гибкой обшивкой из лент 1 заключается в натяжении последних с помощью подвижнЕлх траверс 2 и неПОДВИ5ХНЫХ траверс 3 и заполнения полостей, образованных лентами, теплоизоляционный материален 4. Обшивку каждой панели выполняют в виде бесконечной ленты 1. Перед натяжением лент 1 в торцах панелей устанавливают пустотелые короба 5, н которые одевают ленты 1, а траверсы 2 помещают в короба 5. Кроме этого, заполнение погпстей теплоизоляционным материалом 4 производят одновременно, а крайние ленты 1 фиксируют посредством опорных плит. Строительный элемент изготавливают «а поддоне. Для одновременного изготовления нескольких ограгдцающих элементов во временно закрепленные короба 5 вставляют подвижную траверсу 2, выполненную в виде грабель, с помощью которой натягивают ленты 1. Образованной лентой 1: и поддоном объем заполняют теплоизоляционным материалом 4 , например, пенопластом или ячеистым бетоном. Для предотвращения возможных прогибов стенок строительного элемента заполняют теплоизоляционным материалом одновременно все рядом стоящие элементы. Для yi-леньшения изгибов ленты наружные элементы устанавливают на прижимные опорные плиты - фиксаторы б. Пустотелые короба 5 оставляют в конструкции и в дальнейшем используют их для транспортировки и монтажа элемента. При реализации предлагаемого способа все технологические операции формование, транспортировка и монтаж элемента выполняют в вертикальном положении панели, которые надевают с помощью пустотелых коробов на заранее забетонированные стержни, а затем заполняют короба теплоизоляционным материалом.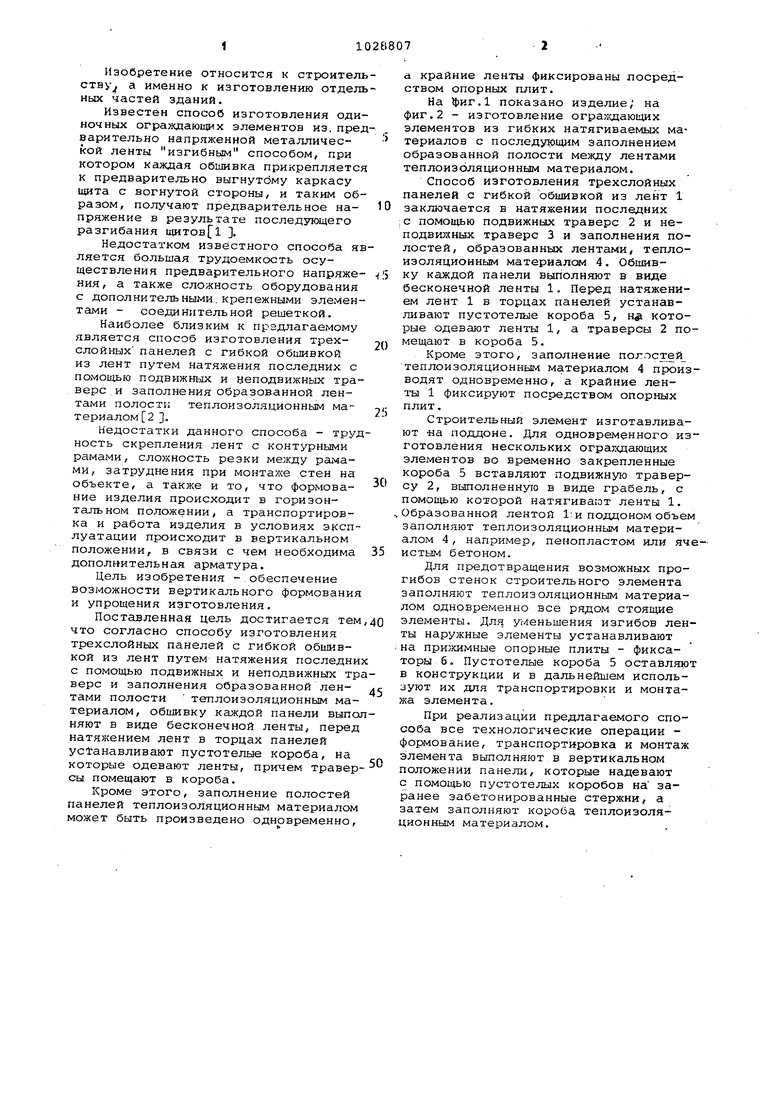
1. СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ с гибкой обшивкой из лент путем натяжения последних с помощью подвижных и неподвижных траверс и заполнения образованной лентами полости теплоизоляционным материалом, отличающийся тем, что, с целью обеспечения возможности вертикального формования и упрощения изготовления, обшивку каждой панели выполняют в виде бесконечной ленты, перед натяжением лент в торцах панелей устанавливают пустотелые короба, на которые одевают ленты, причем траверсы помещают в короба. 2. Способ по п.1, о т ли ч a ющ и и с я тем, что с целью предотвращения возможных прогибов лент, заполнение полостей панелей теплоизоляционным материалом производят одновременно, a крайние ленты фиксируют посредством опорных плит. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дехтяр A.m | |||
| Облегченные конструкции металлических стен проккышленных зданий | |||
| М., Стройиздат, 1979, с.27 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления ограждающих элементов строительных сооружений | 1973 |
|
SU496355A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| ,. | |||
