Существующие стуиенчатые лиизы имеют стунени, раоположенные по концентрическим окружностям. Пуансоны, служащие для нолучения таких лдиз, изготовляются из цельных кусков металла методами ооычной токарной работы и шлифовки. Трудность изготовлеоия нраjiiLUbHbix и чистых новерхноетей канавок пуансона пз-за невозаюжяости произвести надлежащую обработку острых краев впадин иуансоноВ шлифовальным и нолировальным инструментом заставляет делать каяавки отиоснтельно большими.
Предметом настоящего изобретения является спиральная нлоская линза и сиособ изготовления пуансона для ее прессования. В отличие от ступенчатых лииз гииа Френеля со ступенями, расноложеипыми в впде концептричеоких колец, предлагаемая линза имеет стуневи, идущие по спирали, центр которой совпадает с центром линзы.
Пуаисоп, служащий для прессования спирально-ступенчатой линзы, изготовляется не из целого куска металла, а из стальной ленты в следующей носледоватсльности: стальную ленту свертывают к спираль и торец ее выжимают так, что все участки торцев ленты, образующие спираль, располагаются соответствеппо профилю обжимки (грпба ;;лп чашки), изготовлеиной по расчетной кривой; затем производятся шлифовка, полировка и хромнровапие торцев в соответствии с расчетно кривой и обратиое обжттапие спирали так, чтооы выступающие точки торцев ленты расположились в одной плоскостп. Заключенная в кольцевую оправу спиральная лента служит яуансонои для прессования линз, на торце которого имеется спиральная канавка с элементарными новерхностями, соответствующими расчетной.
Изготовленная при помощи такого пуансона слирально-ступенчатая линза имеет Иреимущество нере-д ступенчатокольцевой, так как об еспеч1шает более нлавное преломление лучей, идущих в различные зоны лилзы.
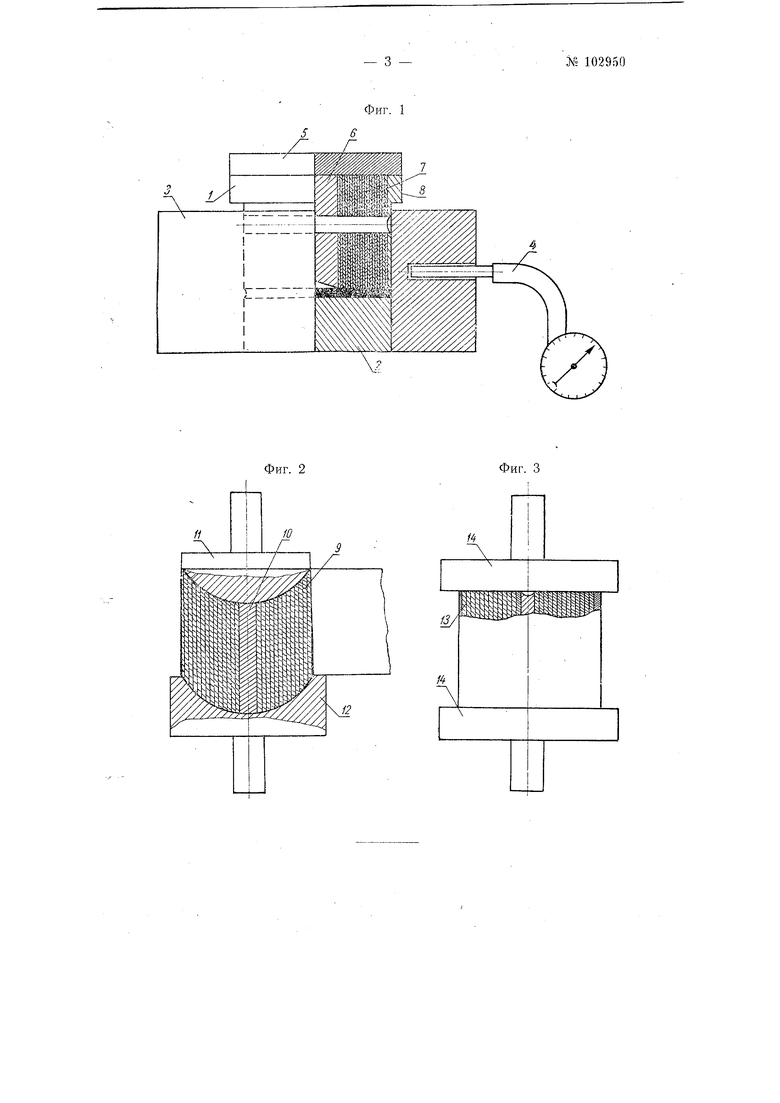
Па фпг. 1 схематично показана установка для нрессоваяия лияз: здесь (1)- пуансон, 2 - поддон, (3) - матрица, (4) - термопара, (5) - упорный диск иуансона, (6) - центральный стержень иуансона, (7)-снираль из стальной ленты, (8) - кольцо; на фиг. 2 ноказана заготовка нуансона из стальной ленты (9), намотанной на центральный стержень (10) ио профилю заданной криво ; соответствие полученного профиля профплю расчетной кривой достигается при помощи обжимок - грибка (11) и чашки (12). Па фиг. 3 ноказана ленточная спираль (13) пуансона, которая плоскопараллельпымп поверхностями (14) из вогнутого положения приводится в плоско-параллельное.
Указанный способ позволяет получать правильные и чистые новерхностп кана3DK пуансонов, причем канавки могут Jvl 102950- быть сделаны любой ширины, зависящей только от толщины стальной ленты, взятой для пзготовления пуансона. II р е 5( I.M с т и 3 о б р е т е н и я 1. Ступенчатая линза тииа линзы Френеля, о т л и ч а ю щ а я с я тем, что стунени расположены по спирали, центр которой совпадает с центром линзы. - 2. Способ изготовления пуансона дли иреесова-ния ступенчатой линзы по п. 1, о т Л(И ч а ю щ и и с я тем., что стальную ле){ту свертывают в снираль и заключают в оправляющее кольцо, торец ее выжимают, шлифуют, полируют и хромлруют в соответствии с поверхностью задайной кривизны .и снова вжимают внутрь так, чтобы он образовал плоскую поверхность со спиральной ка.навкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНТРАОКУЛЯРНАЯ ЛИНЗА | 2021 |
|
RU2834758C2 |
| УПРУГОГИБКАЯ ЛЕНТОЧНАЯ СПИРАЛЬ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1999 |
|
RU2162562C1 |
| Установка для наклейки линз | 1958 |
|
SU118601A1 |
| СТАТОР ДВИГАТЕЛЯ С НАРУЖНЫМ РОТОРОМ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2005 |
|
RU2327269C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНЕНИЯ ИЗ РАСШИРЕННОГО ГРАФИТА | 2000 |
|
RU2177092C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ С НЕУПОРЯДОЧЕННОЙ СТРУКТУРОЙ (ВАРИАНТЫ) И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2262407C2 |
| МУЛЬТИФОКАЛЬНАЯ ИНТРАОКУЛЯРНАЯ ЛИНЗА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2303961C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА (ВАРИАНТЫ) | 1999 |
|
RU2156397C1 |
| ЭЛЕКТРОМАГНИТ ПРИВОДА ЭЛЕКТРОУПРАВЛЯЕМОГО КЛАПАНА | 1995 |
|
RU2101597C1 |