Изобретение относится к уплотнительной технике и преимущественно может быть использовано для изготовления уплотнений высокого давления, в частности для изготовления замыкающих колец для штоков запорно-регулирующей арматуры и поршней клапанов сервоприводов.
Одной из проблем в данной области техники является создание такого способа изготовления уплотнения из расширенного графита, при котором было бы возможным исключение или сведение к минимуму отходов расширенного графита в процессе изготовления уплотнений. Поэтому очень перспективным является использование в качестве исходного материала ленты из расширенного графита. Однако при применении такой ленты возникает сложная проблема, обусловленная тем, что расширенный графит не является эластичным и не обладает достаточной гибкостью.
Известен способ изготовления уплотнения из расширенного графита [1], согласно которому из порошка расширенного графита изготовляют плиту толщиной 1-5 см, затем, пропуская плиту через вальцы с зеркальной поверхностью, получают плоскую ленту, которую разрезают на узкие полосы. Из таких полос можно изготовить только плоскую прокладку с большим внутренним диаметром, формируя в процессе навивки полос многослойный цилиндр, с последующим его прессованием.
Известен другой способ изготовления уплотнения из расширенного графита (2), согласно которому из порошка расширенного графита с помощью прессующего устройства изготовляют листы плотностью 0,1 г/см3. При этом поверхность прессующего устройства покрывают грубой тканью, чтобы получить на поверхности графитового листа углубления, соответствующие текстуре ткани. На эту поверхность наносят фенолоальдегидный полимер, опрыскивают его изопропиловым спиртом, осуществляют вулканизацию полимера, прокатку графитового листа, его науглероживание в атмосфере азота и вновь прокатку. Полученный лист разрезают на ленты в виде тесьмы, из которых изготавливают уплотнительные кольца для уплотнения штоков запорно-регулирующей арматуры.
Такая уплотнительная лента обладает более высокой гибкостью, что позволяет изготовить из нее уплотнительные кольца, имеющие малый внутренний диаметр. Но из такой лента нельзя изготовить замыкающие уплотнительные кольца для уплотнения штоков запорно-регулирующей арматуры и поршней сервомеханизмов.
Известен способ изготовления ленты из расширенного графита [3], согласно которому прокатывают графитовую фольгу, разрезают ее на ленты и формируют на ленте поперечные гофры, пропуская ленту между двумя движущимися и контактирующими с вершинами зубьев зубчатых валков лентами. На полученной таким способом ленте имеются выполненные с определенным шагом углубления полукруглого сечения, направленные перпендикулярно кромке ленты, в силу чего лента приобретает гибкость в направлении ее ширины, а поэтому может быть изогнута на "ребро" с образованием плоской кольцевой прокладки.
Таким способом может быть использована плоская прокладка диаметром от 600 мм и выше для фланцевых соединений, имеющих кольцевую канавку.
Известен также способ изготовления уплотнения с использованием расширенного графита (4). На тонкой металлической ленте толщиной от 0,1 до 1 мм, покрытой с обеих сторон графитом, штампуют с определенным шагом по длине ленты углубления полукруглого сечения, направленные перпендикулярно кромке ленты. Благодаря этим углублениям, придающим кромке упругость в продольном направлении, из ленты может быть образована кольцевая уплотнительная прокладка, укладываемая и затягиваемая между круглыми фланцами.
При таком способе изготовления уплотнительной прокладки всегда имеет место вытяжка. Такая вытяжка не опасна для основы, но она может вызвать разрушение графита в местах вытяжки основы.
Наиболее близким по своей технической сущности по отношению к заявляемому изобретению является способ изготовления уплотнения из расширенного графита, заключающийся в формировании на ленте расширенного графита чередующихся профильных углублений, уменьшающихся от одной кромки ленты к другой, путем пропускания ленты между двумя прямозубыми коническими колесами, в навивке пространственной спирали до необходимого числа витков и в последующей штамповке спирали (5).
В известном способе формирование углублений происходит за счет изгиба ленты расширенного графита между зубьями обкатывающихся друг по другу прямозубых конических колес. Чтобы в процессе формирования углублений не произошло заклинивание или повреждение ленты (по причине увеличивающейся высоты зубьев от внутреннего дополнительного конуса к наружному), одно из зубчатых колес необходимо развернуть относительно вершины дополнительных конусов, увеличив межосевой угол зубчатых колес. В этом случае изменяется характер сопряжения зубьев в зацеплении. Со стороны внутреннего дополнительного конуса это смещение практически не отразится на характере сопряжения зубьев, со стороны же наружного дополнительного конуса характер сопряжения изменится существенно. Внутренняя кромка ленты практически изгибается в замкнутом пространстве, образованном сопряженными поверхностями зубьев со стороны внутренних дополнительных конусов колес. Со стороны же наружных дополнительных конусов, поскольку зубья колес частично выведены из зацепления, между сопряженными поверхностями зубьев образуется зазор, в силу которого изгиб ленты происходит не в замкнутом пространстве. Поэтому в процессе формирования углублений также будет иметь место вытяжка, хотя она присутствует в меньшей степени по сравнению со способом (4). Форма кромок ленты на выходе из прямозубых конических колес существенно отличается. Если на внутренней кромке ленты формируются симметричные волнообразные перегибы, то на наружной кромке ленты - асимметричные перегибы, что сказывается на гибкости ленты в направлении ее ширины. Пространственная спираль имеет значительный внутренний диаметр, что не позволит известным способом изготовить замыкающие кольца для уплотнения штока запорно-регулирующей арматуры и поршня сервомеханизма. Кроме того, при приложении к уплотнительному кольцу, изготовленному известным способом, осевой нагрузки радиальная деформация будет наблюдаться по всему периметру кольца.
В основу настоящего изобретения была поставлена задача разработать способ изготовления замыкающих колец для уплотнения штока запорно-регулирующей арматуры и поршня сервопривода.
Технический результат при использовании заявляемого изобретения заключается в обеспечении радиальной деформации расширенного графита только в требуемом направлении.
Технический результат достигается тем, что в способе изготовления уплотнения из расширенного графита, заключающемся в формировании на ленте расширенного графита чередующихся профильных углублений, уменьшающихся от одной кромки ленты к другой, путем пропускания ленты между двумя прямозубыми коническими колесами, в навивке пространственной спирали до необходимого числа витков и в последующей штамповке спирали, согласно изобретению перед формированием углублений на ленту расширенного графита накладывают металлическую фольгу, толщина и ширина которой меньше толщины и ширины ленты расширенного графита, и осуществляют скрепление ленты и фольги между собой, а формирование чередующихся профильных углублений осуществляют в конических колесах, у которых высота зубьев понижается от внутреннего дополнительного конуса к наружному и составляет от 2 до 4 модулей со стороны внутреннего дополнительного конуса и от 0,5 до 1 модуля со стороны наружного дополнительного конуса.
Предпочтительно, чтобы ширина металлической фольги составляла от 30 до 50% ширины ленты расширенного графита.
Металлическая фольга может быть расположена либо со стороны внутреннего радиуса спирали, либо со стороны наружного радиуса спирали.
В некоторых случаях целесообразно навить две пространственные спирали, наложить одну спираль на другую так, чтобы после совместного прессования спиралей на внешних торцах уплотнения была расположена металлическая фольга.
Желательно соединение ленты расширенного графита с металлической фольгой осуществить путем создания заусенцев на металлической фольге и их внедрения в ленту расширенного графита.
Металлическая фольга может быть выполнена либо из нержавеющей стали, либо из никеля и его сплавов, либо из мягкой бронзы, либо из латуни.
Желательно ширину ленты расширенного графита иметь меньше ширины венца прямозубых конических колес.
Отличительная особенность заявляемого способа изготовления уплотнения из расширенного графита заключается в том, что в отличие от прототипа формирование углублений осуществляют в прямозубых конических колесах, у которых высота зубьев понижается от внутреннего дополнительного конуса к наружному (в стандартных конических колесах высота зуба повышается от внутреннего дополнительного конуса к наружному), что позволяет формировать углубления на ленте в замкнутом пространстве по всей ширине венца конических колес, получить по кромкам ленты симметричные относительно друг друга волнообразные перегибы с плавно изменяющейся амплитудой в направлении ширины ленты от одной кромки к другой и превратить плоскую ленту в пространственную спираль с малым внутренним диаметром. А благодаря наложению на ленту расширенного графита металлической фольги с возможностью ее размещения либо со стороны внутренней кромки ленты, либо со стороны наружной кромки позволяет обеспечить радиальную деформацию уплотнительного кольца при приложении к нему осевой нагрузки только в требуемом направлении. Металлическая фольга работает на растяжение, она исключает удлинение расширенного графита в радиальном направлении и предохраняет его от разрушения. Так как толщина металлической фольги значительно меньше толщины ленты расширенного графита, упругие свойства уплотнения определяются свойствами ленты расширенного графита. В результате этого достигается тот технический эффект, на достижение которого направлено патентуемое изобретение, при одновременном уменьшении внутреннего диаметра замыкающего кольца.
Эти и другие особенности и преимущества патентуемого изобретения будут выявлены ниже при рассмотрении конкретного примера его выполнения со ссылками на прилагаемые чертежи, на которых изображены:
фиг. 1 - принципиальная схема армирования ленты расширенного графита;
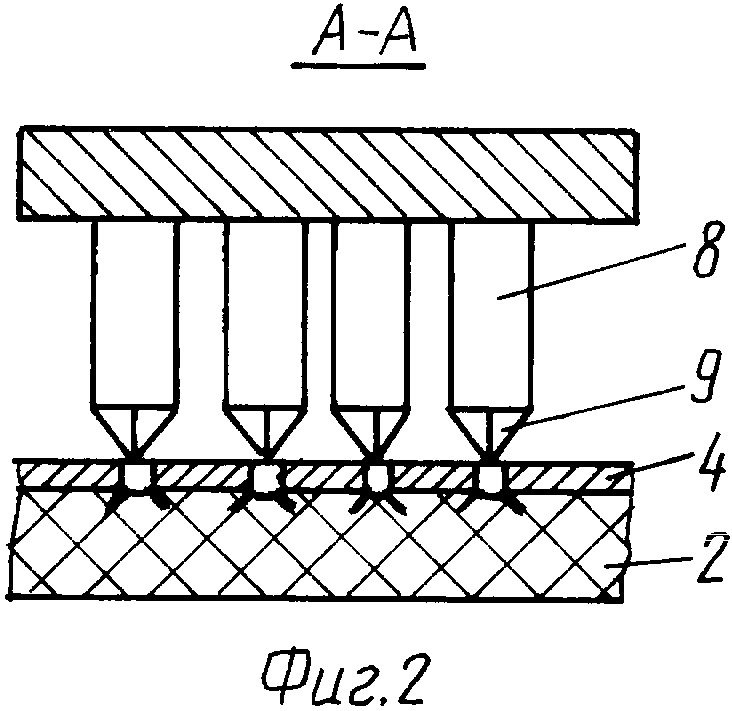
фиг. 2 - разрез по А-А (фиг. 1);
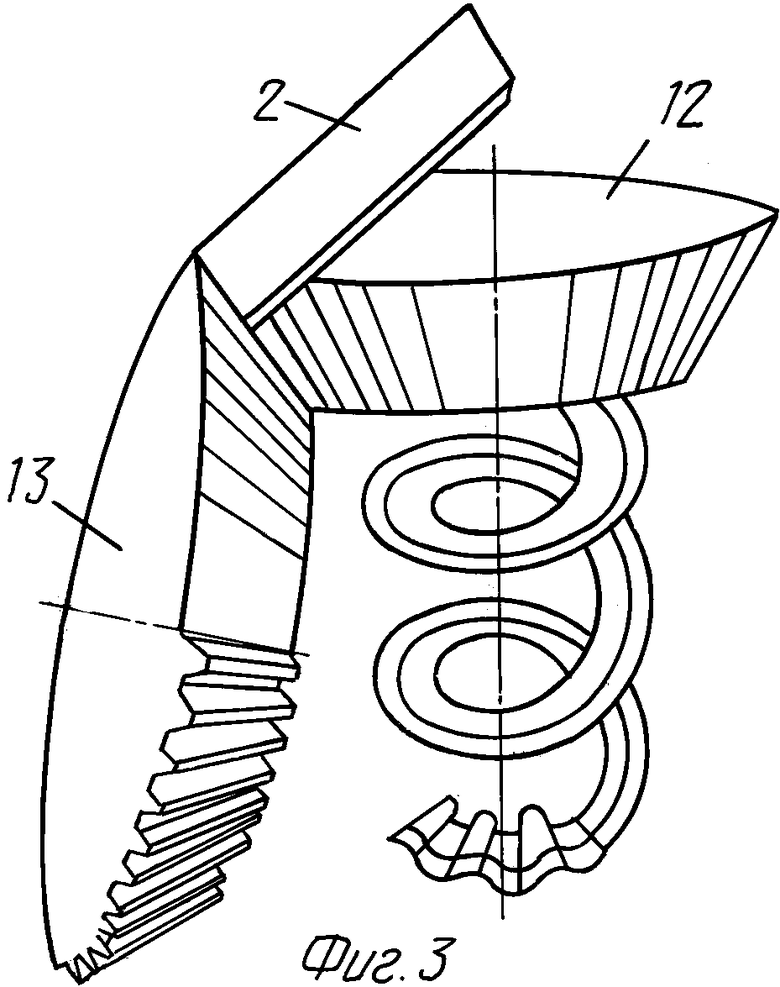
фиг. 3 - принципиальная схема формирования на ленте профильных углублений;
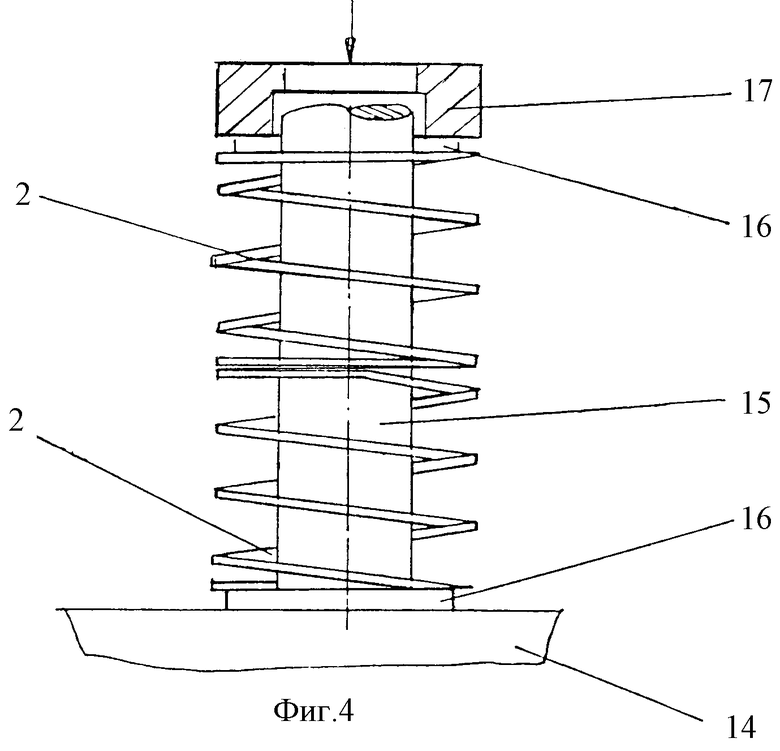
фиг. 4 - принципиальная схема сборки и прессования спирали;
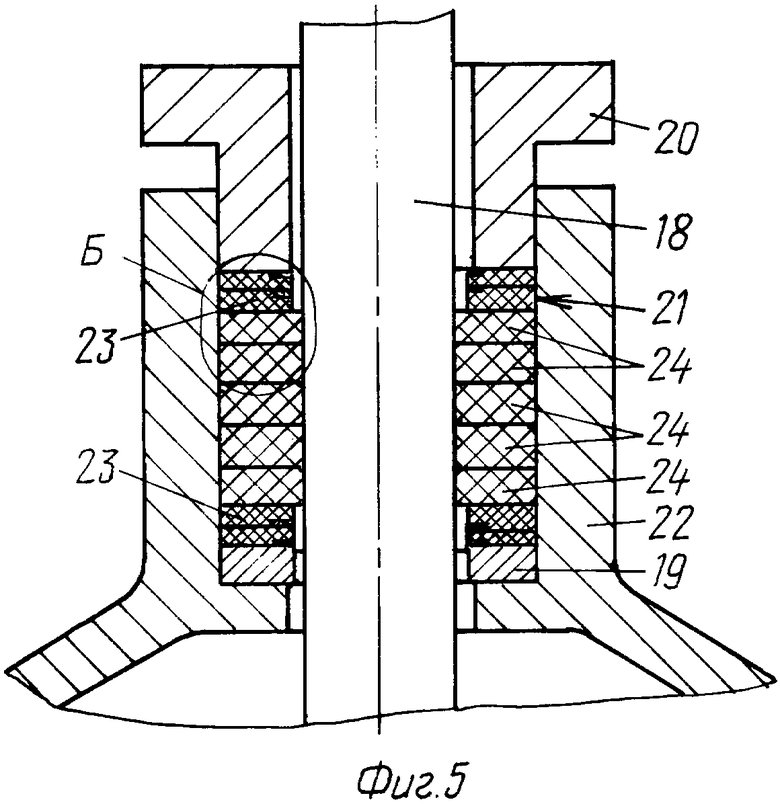
фиг. 5 - узел уплотнения штока;
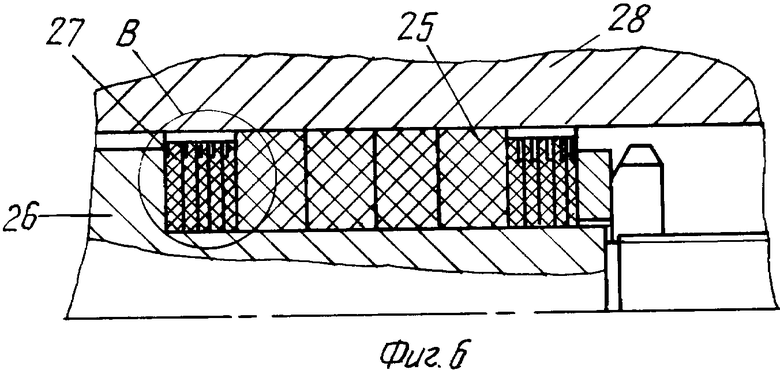
фиг. 6 - узел уплотнения поршня сервопривода;
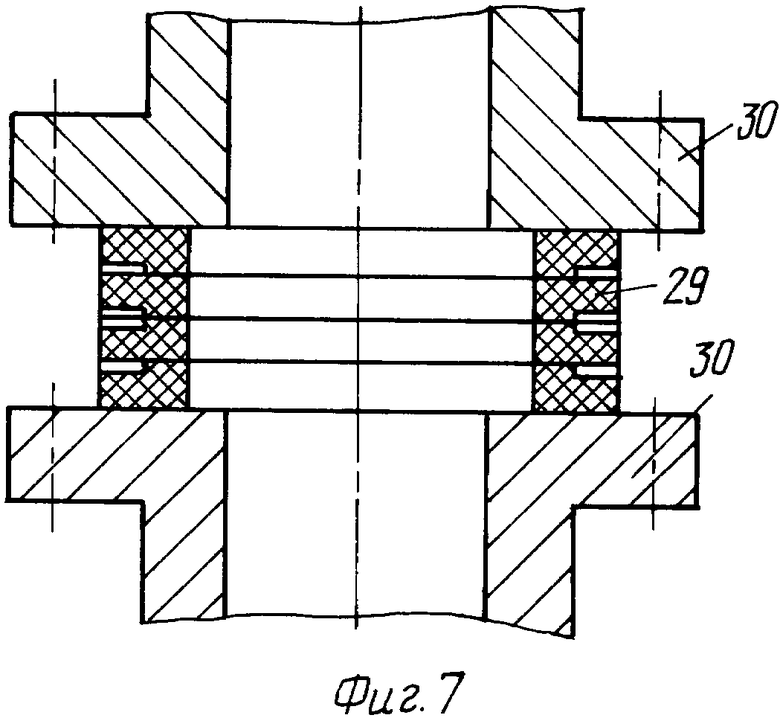
фиг. 7 - узел уплотнения гладкого фланцевого разъема;
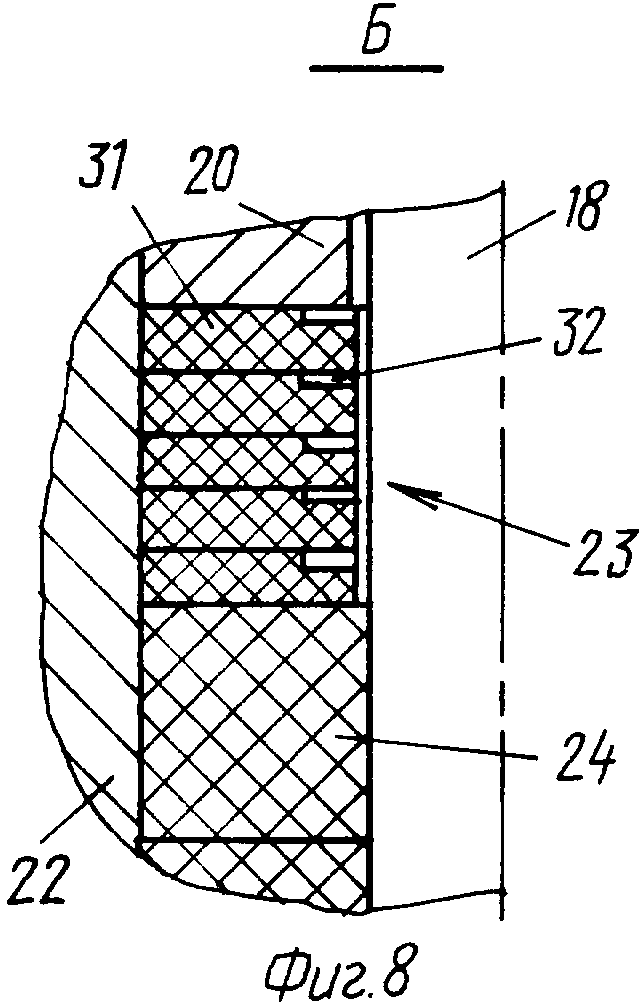
фиг. 8 - место Б (фиг. 5);
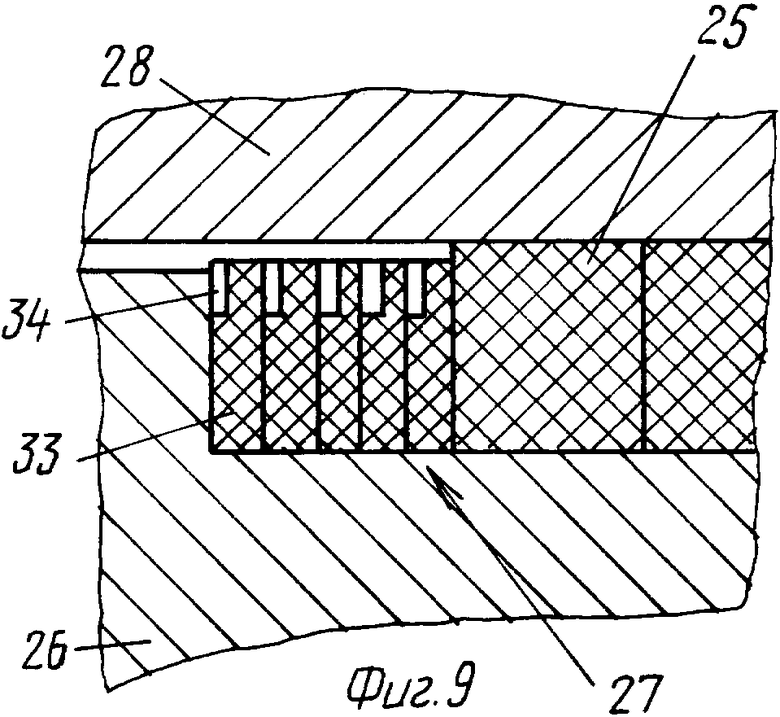
фиг. 9 - место В (фиг. 6)
Устройство для изготовления уплотнения из расширенного графита состоит из средства для армирования ленты расширенного графита, средства формирования на ленте чередующихся профильных углублений и навивки пространственной спирали и средства для сборки и прессования спирали. Средство для армирования ленты расширенного графита содержит (фиг. 1) катушку 1 с исходной лентой 2 расширенного графита, катушку 3 с металлической фольгой 4, валки 5 и 6 принудительной размотки ленты расширенного графита и металлической фольги с соответствующих катушек, приспособление 7 для соединения металлической фольги и ленты расширенного графита, включающее ряд стержней 8 с вершинами 9 в форме пирамид (фиг. 2), приспособления 10 выставления ленты расширенного графита относительно венца прямозубых конических колес 12 и 13 и приспособление 11 выставления металлической фольги относительно кромок ленты расширенного графита.
Средство для формирования на ленте чередующихся профильных углублений (фиг. 3) условно показано в виде прямозубых конических колес 12 и 13. Глубина зацепления зубьев прямозубых конических колес 12 и 13 со стороны внутреннего дополнительного конуса больше глубины зацепления этих же зубьев со стороны наружного дополнительного конуса. Это достигается за счет особой конструкции конических колес. У обоих конических колес высота зубьев плавно уменьшается по ширине зубчатого венца от внутреннего дополнительного конуса к наружному дополнительному конусу, а поверхность зуба как бы образована семейством симметричных относительно друг друга волнообразных кривых с плавно изменяющимися амплитудами вдоль венца конических колес. Такая поверхность не имеет растяжений и разрывов. Поэтому при пропускании ленты между перекатывающимися друг по другу прямозубыми коническими колесами лента изгибается в замкнутом пространстве и приобретает волнообразную поверхность без растяжения и разрывов с плавно изменяющейся амплитудой в направлении ширины ленты от одной кромки к другой. Высота зубьев составляет от 2 до 4 модулей со стороны внутреннего дополнительного конуса и от 0,5 до 1 модуля со стороны наружного дополнительного конуса. Указанный диапазон высот обусловлен тем, что при большей высоте зубьев наблюдается разрушение расширенного графита при изгибе ленты, а при меньшей высоте диаметр пространственной спирали превышает необходимые размеры уплотнения. Выставляя ленту из расширенного графита относительно венца конических колес, осуществляют настройку на получение пространствеенной спирали заданного точного размера.
Средство для сборки и прессования спирали (фиг. 4) содержит основание 14 с закрепленным на нем цилиндрическим стержнем 15. На стержень устанавливают сменные центрирующие диски 16 под соответствующую спираль. На верхний центрирующий диск устанавливают пуансон 17 механизма прессования.
Узел уплотнения штока 18 (фиг. 5) запорно-регулирующей арматуры состоит из опорного 19 и нажимного 20 элементов, расположенных в расточке 21 корпуса 22 арматуры. Опорный и нажимной элементы контактируют с соответствующими замыкающими кольцами 23. Между замыкающими кольцами 23 размещен комплект уплотнительных колец 24 из расширенного графита, герметично охватывающих уплотняемые поверхности штока 18 и расточки 21 корпуса 22 арматуры. Уплотнительные кольца 24 могут быть изготовлены путем спиральной навивки ленты из чистого расширенного графита, либо из дробленой графитовой фольги с последующим холодным прессованием их в пресс-форме.
Узел уплотнения поршня сервопривода (фиг. 6) содержит комплект уплотнительных колец 25 из расширенного графита, размещенных на поршне 26 между замыкающими кольцами 27. Уплотнительные кольца 25 герметично контактируют с расточкой корпуса 28 и конструктивно аналогичны кольцам 24.
Узел уплотнения гладкого фланцевого разъема (фиг. 7) содержит кольцевое уплотнение 29, расположенное между гладкими фланцами 30.
Замыкающее кольцо 23 (фиг. 8) узла уплотнения штока запорно-регулирующей арматуры в поперечном разрезе представляет собой чередующиеся слои расширенного графита 31 и металлической фольги 32, при этом металлическая фольга расположена в зоне внутреннего диаметра замыкающего кольца. Замыкающее кольцо 27 (фиг. 9) узла уплотнения поршня сервопривода в поперечном разрезе также представляет собой чередующиеся слои расширенного графита 33 и металлической фольги 34, при этом металлическая фольга расположена в зоне наружного диаметра замыкающего кольца. В кольцевом уплотнении 29 узла уплотнения гладкого фланцевого соединения металлическая фольга также расположена в зоне наружного диаметра кольца и отличается от кольца 27 только своим большим размером. Замыкающие кольца штока и поршня контактируют с опорным и нажимным элементами своими торцевыми поверхностями, на которых расположена металлическая фольга.
Изготовление уплотнения из расширенного графита осуществляют в следующей последовательности. Ленту 2 расширенного графита из графитового материала ″ГраФлекс″® толщиной 0,1-1 мм и исходной плотностью 0,3-1,1 г/см3 частично сматывают с катушки 1, заправляют в средство 5 ее принудительной размотки и выставляют вращением винта приспособления 10 вдоль венца прямозубых конических колес 12 и 13. Затем с катушки 3 частично сматывают металлическую фольгу 4, заправляют в средства 6 принудительной размотки и с помощью приспособления 11 выравнивают кромку металлической фольги с кромкой ленты расширенного графита. Поскольку ширина фольги меньше ширины ленты расширенного графита, то в зависимости от расположения металлической фольги по отношению к внутренней или наружной кромкам ленты расширенного графита изготавливают замыкающие кольца либо для узла уплотнения штока 18, либо для узла уплотнения поршня расточки корпуса 28 клапана сервопривода. После выравнивания ленту расширенного графита и металлическую фольгу подают к приспособлению 7 их совместного скрепления. Стержни 8 опускают вниз, их вершины, разрезая фольгу, образуют заусенцы, которые внедряются в расширенный графит и таким образом осуществляют скрепление между собой ленты расширенного графита и металлической фольги. В результате этой операции получают армированную ленту расширенного графита. Металлическая фольга может быть выполнена либо из нержавеющей стали, либо из никеля и его сплавов, либо из мягкой бронзы, либо из латуни. Выбор материала фольги определяется рабочей средой и ее параметрами.
Армированную ленту заправляют в прямозубые конические колеса 12 и 13, включают приводы вращения (не показаны) средств 5 и 6 принудительной размотки ленты и фольги и формируют на армированной ленте расширенного графита чередующиеся профильные углубления. Профиль конических колес исключает повреждение армированной ленты расширенного графита в процессе ее прокатки (деформация ленты происходит в замкнутом пространстве). Величина этих углублений определяется местом расположения армированной ленты на венце прямозубых конических колес. Если лента расположена со стороны внутреннего дополнительного конуса конических колес, на ленте формируют углубления максимальной величины, если лента расположена со стороны наружного дополнительного конуса конических колес, на ленте формируют углубления минимальной величины. Величина этих углублений плавно уменьшается от внутренней кромки ленты к наружной. В силу этого кромка ленты со стороны наибольшей величины углублений укорачивается в большей степени, чем противоположная кромка. Непрерывность ленты сохраняется только потому, что кромки ленты приобретают форму дуги, а сами углубления обретают радиальное направление. На выходе из конических колес армированная лента закручивается в пространственную спираль, диаметр которой определяется местом расположения армированной ленты на венце конических колес.
Навив необходимое количество витков, спираль отрезают и устанавливают на центрирующий диск 16 средства для сборки и прессования спирали. На стержень 15 устанавливают второй центрирующий диск 16, осуществляя таким образом центровку спирали. После этого опускают пуансон и осуществляют прессование спирали, в результате чего получают соответственно замыкающие кольца 23 или 27.
Принцип работы замыкающего кольца 23 узла уплотнения штока 18 заключается в следующем. В процессе герметизации сальника нажимной элемент 20 через верхнее замыкающее кольцо 23 воздействует на комплект уплотнительных колец 24 и прижимает их через нижнее замыкающее кольцо 23 к опорному элементу 19. Уплотнительные кольца 24 при этом герметично охватывают уплотняемые поверхности штока 18 и расточки 21 корпуса 22 арматуры. Замыкающие кольца обеспечивают, с одной стороны, более равномерную передачу давления от нажимного элемента 20 на комплект уплотнительных колец 24, а с другой стороны, в силу своей радиальной жесткости (обусловлено наличием фольги в их конструкции) обеспечивают опережающий контакт с уплотняемыми поверхностями штока и расточки корпуса уплотнительных колец 24. В то же время контакта элементов замыкающего кольца с поверхностью штока не будет, слои 32 металлической фольги и слои 31 расширенного графита не будут касаться поверхности штока. По наружному диаметру замыкающие кольца 23, в силу отсутствия в этой зоне фольги, войдут в плотный контакт с расточкой 21 корпуса 22 арматуры, что обеспечит усиленный отвод тепла.
Принцип работы замыкающего кольца 27 аналогичен работе замыкающего кольца 23. Замыкающее кольцо 27 своим наружным диаметром (там находятся слои металлической фольги) не входит в контакт с расточкой корпуса 28 клапана сервопривода. Внутренний диаметр этого кольца плотно охватывает поверхность поршня, что обеспечивает усиленной отвод тепла.
Применение кольцевой прокладки 29, армированной по наружному диаметру, позволяет использовать это уплотнительное кольцо в гладких фланцевых соединениях и не требует применения опорного кольца.
При давлении свыше 100 кг/см2 уплотнительные кольца для штоков должны быть обязательно армированы по внутреннему диаметру. По характеру работы уплотнительного узла может возникнуть ситуация, когда необходимо иметь слои металлической фольги по обоим торцам уплотнительного кольца. В этом случае при изготовлении уплотнительного кольца навивают две спирали и устанавливают их на стержень 15 таким образом, чтобы на торцевых поверхностях были расположены слои металлической фольги, а затем осуществляют их совместную штамповку.
Необходимо отметить, что данный способ позволяет осуществить изготовление уплотнительных колец не только из армированной ленты расширенного графита. Пропуская ленту из одного расширенного графита через прямозубые конические колеса 12 и 13, у которых высота зуба уменьшается от внутреннего дополнительного конуса к наружному дополнительному конусу, можно изготовить точного размера уплотнительные кольца для валов насосов или для фланцевых соединений с канавками под уплотнительную прокладку или для фланцевых соединений с опорными кольцами.
Источники информации
1. А.С. СССР N 1525384, кл. F 16 J 15/12.
2. Патент US N 5228701, кл. F 16 J 15/30.
3. Патент РФ N 2126107, кл. F 16 J 15/30.
4. Выл. заявка DE N 4105367, кл. F 16 J 15/12.
5. Выл. заявка DE N 3831050, кл. F 16 J 15/30.
| название | год | авторы | номер документа |
|---|---|---|---|
| Уплотнительная лента | 2002 |
|
RU2224937C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ЛЕНТЫ ИЗ РАСШИРЕННОГО ГРАФИТА | 1996 |
|
RU2126107C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО УПЛОТНЕНИЯ ИЗ РАСШИРЕННОГО ГРАФИТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2165045C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ ИЗ РАСШИРЕННОГО ГРАФИТА И ПЛОСКАЯ УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА | 2006 |
|
RU2309313C1 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ ШТОКА ЗАПОРНО-РЕГУЛИРУЮЩЕЙ АРМАТУРЫ | 1997 |
|
RU2138715C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ ИЗ РАСШИРЕННОГО ГРАФИТА | 1996 |
|
RU2125674C1 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ ШТОКА ЗАПОРНО-РЕГУЛИРУЮЩЕЙ АРМАТУРЫ | 1997 |
|
RU2119111C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ЛЕНТЫ ИЗ РАСШИРЕННОГО ГРАФИТА И УПЛОТНИТЕЛЬНАЯ ЛЕНТА ИЗ РАСШИРЕННОГО ГРАФИТА | 2001 |
|
RU2200889C2 |
| УПЛОТНИТЕЛЬНАЯ ЛЕНТА И СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ЛЕНТЫ | 2003 |
|
RU2262021C2 |
| МЕТАЛЛИЧЕСКОЕ УПЛОТНИТЕЛЬНОЕ КОЛЬЦО | 2002 |
|
RU2218495C1 |
Изобретение предназначено для изготовления уплотнений высокого давления, в частности для изготовления замыкающих колец для штоков запорно-регулирующей арматуры. Способ включает формирование на ленте углублений. Перед формированием на ленту расширенного графита накладывают металлическую фольгу определенной толщины и ширины. Формирование углублений осуществляют в конических колесах. Имеется размерность высоты зуба колес. Изобретение позволяет обеспечить радиальную деформацию расширенного графита в заданном направлении. 6 з.п. ф-лы, 9 ил.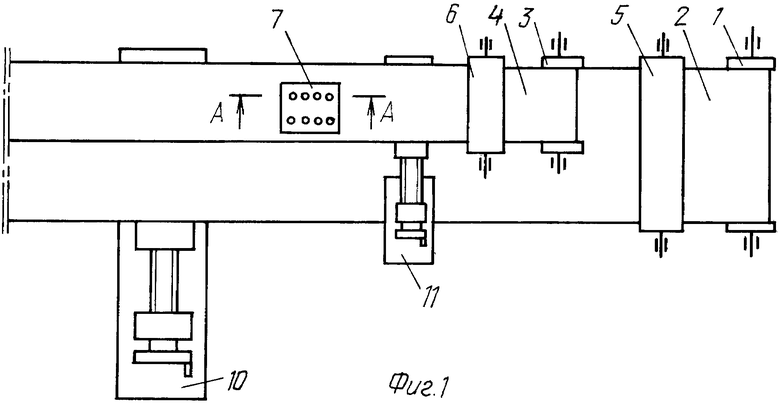
| DE 3831050 А1, 22.03.1990 | |||
| DE 4105367 А1, 03.09.1992 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ЛЕНТЫ ИЗ РАСШИРЕННОГО ГРАФИТА | 1996 |
|
RU2126107C1 |
| US 5228701 А, 20.07.1993 | |||
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ ШТОКА ЗАПОРНО-РЕГУЛИРУЮЩЕЙ АРМАТУРЫ | 1994 |
|
RU2065109C1 |
| EP 0388481 A1, 26.09.1990. | |||

