Изобретение относится к способу ремонта трубопроводов различного класса и назначения и может быть использовано в различных областях техники, например, в строительстве, сельском хозяйстве, нефтегазовой промышленности, паропроводах отопительных систем, кораблестроении, самолетостроении и других областях техники.
В частности, оно может быть использовано для локального снижения кольцевых и аксиальных напряжений, возникающих от действия внутреннего давления в местах дефектов трубопроводов - коррозии, трещины и т.д. При определенных условиях трубопроводы имеют повреждения и трещины, развивающиеся в осевом и кольцевом направлениях с высокой скоростью и с огромной силой. Трубы, содержащие газы или летучие жидкости при относительно высоком давлении, очень восприимчивы к воздействию внешних сил, например, таких, как удар от машины, механизма, падающих предметов, сотрясений, колебаний земной коры и т.д. Такие трубы, получив первоначальные повреждения от удара в виде микротрещин, очень восприимчивы к ее развитию. Обычно такие текучие трещины развиваются при скоростях порядка 100-500 м/сек. Известно множество технических решений, направленных на ограничение или даже предотвращение распространения текучих трещин в трубах и, особенно, в трубопроводах, включая и такие громоздкие, как тяжелоутолщенные трубы, канаты, кабели, бетонные перемычки, клапаны, металлические рукава, бандажи или муфты (патент Российской Федерации N 2097646, кл. F 16 L 57/00, 58/16 от 27.11.97, Бюл. N 33).
Снижение кольцевых напряжений осуществляется здесь за счет монтажа и сварки на трубопроводе стальной полноохватывающей муфты с заданной толщиной стенки при заданном снижении давления в трубопроводе или при определенных условиях обжатия муфты на трубопроводе наружными цепными гидравлическими зажимами.
Муфты, разгружающие несущую трубу, могут изготавливаться и в виде многослойных тонколистовых металлических конструкций или слоев многослойно наматываемого стеклопластика, склеиваемых между собой полимерными материалами. Главный недостаток всех вышеперечисленных аналогов состоит в том, что они могут предотвращать развитие дефектов (трещин) только вдоль оси трубопровода и не воспринимают осевые нагрузки.
Известны также способы ремонта трубопровода посредством упругогибкого фиксатора, выполняемого в виде спиральной ленты, образуемой из длинного, с высоким пределом прочности на разрыв, некоррозирующего и легковесного волокна, заполимеризованного в связующую матрицу (патент США N 4559974 от 1985 г. и N 4700752 от 20.10.87 г., кл. 138/172, 138/178, IntCl4 F 16 L 9/14).
Такие способы ремонта трубопроводов имеют множество преимуществ перед вышеприведенными аналогами по таким направлениям, как легкость, коррозионная стойкость, невступление в контакт с защитой трубы при катодной коррозии.
Использование таких ленточных спиралей из композиционных материалов для ремонта труб также имеет ряд существенных недостатков. Основные трудности здесь связаны со сложностью установки таких фиксаторов в полевых, особенно траншейных условиях. Особые сложности здесь возникают, когда воспроизводится восстановление действующих, закопанных в землю трубопроводов, и особенно тех их участков, которые уже были скреплены известными способами. Там, где уже использовался предварительно отформованный круговой пояс как фиксатор трещины, вышедший из строя в результате длительной эксплуатации, он должен быть удален и заменен на новый. Для осуществления такой замены труба должна быть разрезана и отторцована с обеих сторон под следующую стыковку, чтобы затем заново разместить новый бандаж на трубопроводе. Если учесть тот фактор, что все эти ремонтные операции должны вестись в полевых условиях (а таких операций очень много - и разрезка, и торцовка, и новая стыковка с последующей замоткой ленты с образованием бандажного кольца, и нанесения новой защиты от коррозии, и опрессовка ремонтного участка трубопровода и т.д.), то можно сделать заключение, насколько трудоемок, длителен во времени и дорогостоящ весь цикл проведения ремонтных работ.
Подобные ремонтные процедуры будут еще более трудоемки и дорогостоящи, если они проводятся в сложных климатических условиях, где существующие трубопроводы закопаны, находятся под водой и т.д. Например, для закопанных трубопроводов разрезка и разъединение участков трубопровода требуют применения значительных землеройных работ по обе стороны от разреза с той целью, чтобы трубу можно было бы передвигать и чтобы имелась технологическая возможность (пространство) для осуществления установки вставки для фиксатора трещины.
Здесь следует заметить, что некоторые фиксаторы трещин в виде ленточных спиралей из композиционных материалов (включая и те, которые находятся на незакрытых участках трубопровода) могут наматываться вокруг трубы без необходимости ее разрезки. Имеются и машины, обеспечивающие выполнение таких операций. Однако такие машины дороги, а сами ремонтные процедуры дорогостоящи. Да и не всегда имеются необходимые возможности для осуществления таких операций. Трудно маневрировать такими машинами, например, в горных, болотистых местностях, требуется проведение значительных землеройных работ вдоль трубопровода, где требуется установка ленточной спирали и необходимо обеспечение доступа намоточных машин к трубопроводу.
Возможно проведение ремонтных работ посредством ленточных спиралей и вручную без использования намоточного оборудования. Однако и здесь имеется ряд существенных проблем. Эти проблемы включают в себя и сложности осуществления пропитки материала ленточной спирали связующим (в основном, сложности с обеспечением необходимых соотношений связующего и волокна), и сложности управления длинной лентой или прядью (или бобиной с лентой) во время ее обмотки вокруг трубы, и сложности, связанные с обеспечением беззазорного контакта витков ленты с трубой и между собой, без образования морщин, вздутий, расслоений, спутанностей и т.д., и сложности, связанные с обеспечением техники безопасности проводимых ремонтных работ.
Дело в том, что неотвержденное связующее (или связующие) содержат в своих композициях быстроиспаряющиеся компоненты, которые, как правило, бывают тяжелее воздуха, они могут осесть в траншеях, цилиндрических выемках, конусных ямах и т.д. и вызывать удушья.
И последнее по существу затронутых здесь вопросов - применяемые для ремонта труб операции по изготовлению фиксатора трещины и операции по его установке должны быть так осуществлены, чтобы предотвратить развертывание фиксатора трещины с ремонтируемого участка и, самое главное, чтобы такой фиксатор мог быть установлен неквалифицированным рабочим (или рабочими) без разрезки и подвижки трубопровода и даже на участке трубопровода с ограниченным пространством. Поэтому для решения этих задач фиксаторы трещины выполняют в виде ленточных спиралей из композиционных материалов, обладающих "эффектом памяти формы". Для достижения этого эффекта для ленты подбираются и соответствующие армирующие системы волокон, проходящих в направлении спирали ленты, и соответствующие режимы их пропитки, составы композиций, а также режимы их формования и нанесения на поверхности дефектных зон трубопроводов.
Однако и способы изготовления таких спиралей, и способы их применения (использования) для восстановления дефектных зон до сих пор остаются сложными и трудоемкими. Тенденция получения ленточных спиралей из композиционных материалов для ремонтных бандажных поясов как можно большей прочности в окружном направлении бандажного пояса привела к тому, что в ленточных спиралях активно проявляются усадочные напряжения, которые приводят к растрескиванию ленточной спирали еще на стадии ее нанесения на ремонтируемый участок. Все это ослабляет прочность трубопровода в аксиальном направлении и снижает его эксплуатационную надежность.
Введение перекрещивающихся волокон по отношению к волокнам спирального направления не решило задачу обеспечения повышенной прочности самой ленты и ремонтируемого участка трубопровода из-за низкой сдвиговой прочности между ними, определяемой только прочностью клеевой композиции. Наиболее близким аналогом, выбранным в качестве прототипа заявляемого способа, является способ ремонта трубы по заявке РФ 95108322/06 с приоритетом от 07.03.95 г., кл. F 16 L 55/18.
Этот способ также применяется для упрочнения дефектных участков трубопровода. По этому способу дефектные участки выявляют обычными методами, удаляют почву вокруг трубопровода, раскрывают испорченные участки, снимают антикоррозионное покрытие любого типа и очищают поверхность трубопровода. Выемки, углубления и коррозионные изъявления заполняют неотвержденным заполняющим материалом, и, пока заполняющий материал находится в неотвержденном деформируемом состоянии, на дефектную часть трубы наматывают несколько слоев стойкого к разрыву материала, нанося слой отверждаемого адгезива между соседними слоями обмотки. Затем адгезив отверждают, приводя его в прочно сцепленное состояние, и заполняющий материал также отверждают, переводя его в жесткое состояние, способное в области нахождения упрочняющего бандажа почти сразу же противостоять воздействию давления жидкости, находящейся в трубопроводе.
В способе ремонта трубы по заявке РФ N 95108322/06, кл. F 16 l 55/18, предусмотрено большое число последовательно выполняемых этапов, базовыми из которых являются: этапы получения методами намотки заготовки упругогибкой ленточной спирали из композиционного материала с "упругой памятью формы" и этапы формования из этой заготовки бандажного ремонтного пояса многослойной защиты трубопровода, образуемой непосредственно на его дефектных поверхностях также методами намотки. Упругогибкую ленточную спираль из композиционных материалов выполняют с большим числом упругогибких витков. Каждый виток ленточной спирали содержит внутреннюю и внешнюю поверхности, находящиеся в контакте с соответствующими поверхностями соседних витков, причем композиционный материал ленточной спирали содержит совокупность непрерывных нитей с высокой прочностью на разрыв, находящихся в полимерном связующем в отвержденном состоянии и проходящих по спирали параллельно ходу спирали.
Для бандажного пояса используется композит, в котором сила упругости материала витков ленты скручивает этот пояс в спираль, причем эта сила упругости превышает вес пояса, в результате чего ленточная спираль может свободно находиться в подвешенном состоянии, потому и легко без существенных нагрузок может перематываться на дефектную зону трубопровода. Для изготовления ленточной спирали бандажного пояса из композиционного материала может быть использована совокупность отдельных нитей, независимых друг от друга, а сам композиционный материал ленты для предотвращения катодной коррозии должен быть электрически непроводящим. В известном способе ремонта используют адгезивы, которые в отвержденном состоянии обладают следующими характеристиками: прочностью на сдвиг - 6,21 МH/м2, прочностью на сжатие - 62,055 МH/м2. При этом в способе может быть использован адгезив, который в отвержденном состоянии обладает удлинением, составляющим 30%. Основные преимущества и недостатки способа ремонта труб по заявке РФ N 95108322, кл. F 16 L 55/18 с приоритетом от 07.03.95 г., взятой в качестве прототипа предлагаемого изобретения: таким способом с достаточной надежностью можно предотвращать развитие дефектов (трещин) только вдоль оси трубопровода, то есть в кольцевом направлении трубопровода, и практически данным способом невозможно предотвращать развитие трещин в осевом направлении, поскольку примененные в способе материалы очень слабо воспринимают осевые нагрузки. Введение перекрещивающихся волокон по отношению к волокнам спирального направления (см. патент США N 4700752, МКИ 138-172, 1987 г.) не решает задачи обеспечения повышения прочности самой ленты и ремонтируемого участка трубопровода из-за низкой прочной связи между ними, определяемой прочностью клеевой композиции.
Краткое описание изобретения.
Основной задачей заявляемого способа является создание такой поясковой многослойной защиты дефектных зон трубопровода, при которой с одинаковой степенью надежности предотвращалось бы развитие трещины на трубопроводе как вдоль оси трубопровода, так и в его аксиальном (осевом) направлении.
Новый положительный результат от использования предлагаемого изобретения достигается:
- за счет сокращения сроков проведения ремонтно-восстановительных работ дефектных зон трубопровода;
- за счет снижения трудозатрат и себестоимости проведения ремонтно-восстановительных работ и повышения их качества;
- за счет повышения прочности и надежности исполнения многослойной защиты трубопровода, выполняемой из ленточной спирали методами намотки; достигается это как за счет более оптимального распределения и ориентации армирующих нитей, исключающих растрескивание поверхностей ленточной спирали одновременно и в осевом, и в кольцевом направлениях, так и за счет применения новых, ранее не используемых технологических приемов и операций (и, или новой последовательности их воспроизведения), позволяющих в совокупности достигать более плотное прилегание поверхностей витков ленточной спирали вокруг дефектной зоны трубопровода, а за счет этого - и более прочное их склеивание между собой и с дефектной поверхностью трубопровода. Предложенный способ ремонта трубопровода включает этапы определения местонахождения его аварийной зоны, этапы по вскрытию этой зоны, удаления изоляционного покрытия, зачистке дефекта с выявлением местонахождения и анализа характера дефекта, этапы изготовления заготовки упругогибкой ленточной спирали совместно с разделительной пленкой, отделения разделительной пленки от заготовки в процессе ее перемотки, этапы подготовки ее поверхностей к непосредственному нанесению на дефектную зону трубопровода и этапы проведения собственно ремонтных операций, то есть этапы последовательного образования на дефектной поверхности трубопровода многослойной защиты из вышеуказанной и подготовленной к ремонтным операциям заготовки упругогибкой ленточной спирали. Для одновременного предотвращения развития трещин, возникающих вдоль образующей трубопровода в кольцевом и в поперечном направлениях (на трубопроводе - в осевом направлении) и при этом повышения качества и эксплуатационной надежности проводимых ремонтных работ, на этапах изготовления заготовки ленточной спирали ее формования ведут путем намотки на вращающуюся оправку заранее пропитанного и подсушенного до состояния препрега спакетированного армирующего наполнителя с последовательным проплавлением связующего с противоположных сторон спакетированных слоев греющими валками при скоростях их движения от 0,003 до 0,03 м/сек, натяжении от 250 до 700 кгс и температур разогрев связующего на греющих валках от 120 до 150oC, причем армирующий наполнитель образуют спакетированным, например, из двух-десяти слоев с разделением спакетированных слоев антиадгезивной пленкой, например, фторопластовой, а каждый слой выполняют с сатиновым, полотняным или саржевым переплетением нитей утка - в аксиальном направлении, а нитей основы - в ее спиральном направлении при соотношении нитей основы и утка от 1:1 до 3:1 и объемного соотношения переплетенных нитей и полимерного связующего из эпоксидной смолы - 70% и фенольно-формальдегидного лака - 30% от 1:0,37 до 1:0,57 с последующей термообработкой композиции заготовки совместно с оправкой по следующему режиму:
- подъем температуры заготовки до 100oC - 3-4 часа;
- подъем температуры заготовки от 100oC до 130oC - 2-2,5 часа;
- подъем температуры заготовки от 130 до 160oC - 3 - 3,5 часа;
- проведение отверждения связующего заготовки при температуре 160oC - 6-6,5 часа;
- охлаждение заготовки до температуры 60oC - 5-6 часов.
Этапы образования многослойной защиты (ремонта трубопровода) из заготовки упругогибкой ленточной спирали осуществляют в следующей последовательности операций - размотка витков ленточной спирали с одновременным отделением от нее витков антиадгезионной пленки, доведение поверхностей витков ленточной спирали до матового состояния (без глянца), перемоткой витков ленточной спирали в первоначальное состояние или с обратным расположением витков и последовательной ее перемоткой на дефектный участок трубопровода по следующему режиму: размотка витков ленточной спирали, необходимых на обмотку одного слоя дефектной зоны трубопровода, нанесение на размотанные поверхности заготовки ленточной спирали и наружную поверхность дефектного участка трубопровода клеевой массы холодного отверждения из расчета 200 - 300 г/м2 поверхности склеивания выдержка дефектных поверхностей трубопровода и размотанного участка ленточной спирали с нанесенной клеевой массой на воздухе в течение 10-30 минут при температуре 15-40oC, и осуществление поэтапного наслаивания витков заготовки ленточной спирали на дефектную зону трубопровода с последующим поэтапным склеиванием поверхностей витков ленточной спирали с дефектной поверхностью трубопровода и между собой по следующему режиму отверждения клеевой массы: от 2-х до 24-часов на каждый оборот многослойной защиты трубопровода с удельным (контактным) давлением склеивания от 0,05 до 0,3 МПа (от 0,5 до 2 кгс/см2).
Для повышения качества ремонта трубопровода за счет исключения образования в клеевых швах многослойной защиты из упругогибкой ленточной спирали воздушных пузырей, трещин, непроклеев и других дефектов и ускорения проведения ремонтных операций, склеивание поверхностей заготовки ленточной спирали при образовании из нее многослойной защиты трубопровода осуществляют при дополнительном прогреве склеиваемых поверхностей ленточной спирали до 40 - 60oC и дополнительном бандажировании каждого склеиваемого витка многослойной защиты с удельным сдавливанием поверхностей витков от 2 до 5 кгс/см2.
Для заделки трещины (коррозионных изъявлений) и склеивания первого витка многослойного покрытия используют клеевую массу следующего состава (в массовых долях):
Смола K 153 - 100% (модифицированная эпоксидная смола - ОСТ 3-4126-78)
Аминный отвердитель - 12-15%
Аэросил - 3-10%
Цемент - 80-100%
а для склеивания всех последующих поверхностей многослойного покрытия используют эластичные клеевые швы следующего состава (в массовых долях):
Смола К 153 - 100%
Смола Л 20 - 60-80% (низкомолекулярная полиамидная смола-отвердитель - ТУ 6-05-1123-74)
Аэросил - 6-15%
Для повышения стойкости к катодной коррозии и водостойкости, ткани для ленточной спирали для многослойной защиты трубопровода вырабатывают из алюмоборосиликатных волокон с диаметром элементарных нитей 5-15 мкм с круткой нитей от 10 до 200 круток/метр.
Для улучшения технологичности преобразования заготовки упругогибкой ленточной спирали в многослойную защиту дефектной поверхности трубопровода и повышения при этом прочности склеивания слоев многослойной защиты при формообразовании витков заготовки ленточной спирали дополнительно используют по крайней мере один или несколько технологических разделительных слоев из непропитанной ткани (или заменяющих ее лент), обладающей повышенной термоусадкой основных слоев заготовки ленточной спирали. При этом в качестве дополнительного разделительного слоя (или дополнительных слоев) могут быть использованы любые ткани из полиэфирных (лавсановых) нитей со следующим соотношением нитей по основе и утку:
- в направлении спирали (основы) - 120-125
- в направлении утка - 5-15.
Дополнительный слой (или слои) с повышенными термоусадочными свойствами отматывают от поверхности витков заготовки ленточной спирали непосредственно перед началом проведения ремонтно-восстановительных работ, то есть перед нанесением на ее поверхности клеевой массы и перемотки на дефектный участок трубопровода с образованием его многослойной защиты. Для повышения технологичности укладки заготовка ленточной спирали может быть выполнена сужающейся по длине спирали и (или) с аксиальными вырезами или пазами, которые после образования многослойной защиты трубопровода должны быть заделаны клеевой массой следующего состава (массовых долях):
Смола К 153 - 100%, смола Л 20 - 60-80%.
Вышеприведенные отличительные признаки способа ремонта трубопровода по защите его поверхности от трещинообразных и коррозионных дефектов являются существенными, поскольку каждый из них в отдельности и совместно направлен на решение поставленной защиты и достижения нового технического результата.
Переплетение нитей, расположенных вдоль спирали, с нитями, расположенными в ее аксиальном направлении, вызвано необходимостью придания ленточной спирали упругогибкой податливости, исключающей ее разрушение как при технологических операциях изготовления ленты, так и при проведении ремонтных работ на трубопроводах. Кроме того, переплетение нитей в ткани позволяет достичь стабильного расположения нитей в каждом слое спиральной ленты и, следовательно, достичь стабильности толщин ленты на всей длине ее спирали.
Наиболее технологичной для проведения ремонта трубопроводов является многослойная ленточная спираль с количеством спакетированных слоев от 2 до 10. Свыше десяти слоев в ленте в ней возникают большие усадочные напряжения, связанные с "эффектом памяти". Такая лента из-за большой ее толщины нетехнологична при нанесении на ремонтируемый (дефектный) участок трубопровода, поскольку при ее перемотке на трубопровод рабочему требуется прикладывать большие усилия для ее раскрытия и перемотки. Меньше двух слоев ткани в ленточной спирали нежелательно, поскольку при ее раскрытии возможно растрескивание и высыхание отвержденного связующего, увеличивается время нанесения такой ленты на дефектный участок трубопровода, снижается качество и эксплуатационная надежность ремонта.
Соотношение нитей основы и утка в пределах от 3:1 до 1:1 позволяет получить упругогибкую ленту различной номенклатуры. Кроме того, ткань в такой ленте хорошо удерживает связующее.
Объемное соотношение слоев ткани и полимерного связующего в пределах от 1: 0,37 до 1:0,57 позволяет одновременно получать высокие и стабильные физико-механические свойства стеклопластика самой ленты (с повышенными упругогибкими ее свойствами) и повысить качество и эксплуатационную надежность дефектной зоны трубопровода.
Такая лента хорошо и эффективно упрочняет трубопровод по месту дефекта (трещины, коррозионные изъявления и т.д.) как в окружном, так и в аксиальном направлениях). Наличие аксиальных прорезей на упругогибкой ленточной спирали позволяет ей плотно охватывать искривленный профиль дефектного участка и адаптироваться с рельефом трубопровода. Введение сужения по длине ленточной спирали позволяет исключить накладывание кромок ее витков, разнести армировку и уменьшить концентрацию напряжений в месте перехода бандажного (пояскового) усиления на стенку трубопровода, тем самым повысить надежность ремонта.
Применение поэтапного послойного склеивания поверхностей витков заготовки ленточной спирали с наружной поверхностью трубопровода и между собой с последующим послойным сдавливанием витков ленты на трубопроводе и их бандажированием с дополнительным подогревом также позволяет повысить качество и надежность проводимых ремонтных работ и одновременно сократить сроки их проведения и стоимость ремонтных работ.
В не меньшей степени повышают качественные и прочностные характеристики клеевых швов, а значит, и самой защиты дефектных зон трубопровода и проведение подготовительных операций для склеивания витков ленточной спирали с трубопроводом и между собой, и введение дополнительных разделительных слоев (или слоя) в виде тканой ленты полотняного переплетения из полиэфирных нитей, и использование клеевых композиций разной модификации.
Указанные существенные отличительные признаки способа являются новыми, так как их использование в известном уровне техники, аналогах и прототипе не обнаружено, что позволяет характеризовать предложенный "Способ ремонта трубопровода" в совокупности с общими известными существенными признаками соответствием критерию "новизны".
Единая совокупность новых существенных признаков с общими известными существенными признаками позволяет решить поставленную задачу и достичь новый технический результат, что характеризует предложенный "Способ ремонта трубопровода" существенными отличиями от известного уровня техники, аналогов и прототипа.
Предложенный "Способ ремонта трубопровода" является результатом опытно-экспериментальной работы и творческого вклада, является оригинальным и неочевидным решением, в нем не использовались какие-либо стандартные разработки или рекомендации в данной области техники. По совокупности предложенных существенных признаков представленный в качестве предлагаемого изобретения "Способ ремонта трубопровода" соответствует критерию "изобретательский уровень".
Описание чертежей.
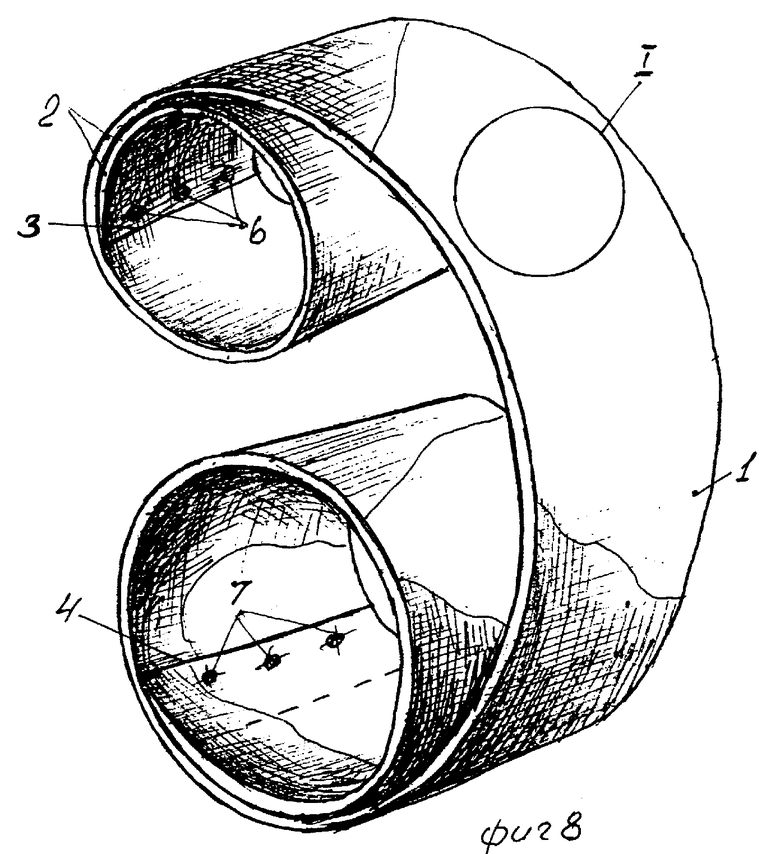
На фиг. 1 представлен общий вид упругогибкой ленточной спирали, посредством которой в соответствии с предложенным способом ремонта трубопровода, осуществляется весь цикл ремонта трубопровода осуществляется весь цикл ремонтно-восстановительных работ его дефектных поверхностей.
На фиг. 2 показан дефектный участок трубопровода на начальной стадии проведения ремонтно-восстановительных работ - в момент закрепления на дефектной поверхности трубопровода первого витка упругогибкой ленты посредством технологической липкой ленты и сквозных отверстий, выполненных у краевых кромок ленты.
На фиг. 3 показан вид дефектного участка трубопровода с нанесенным первым слоем многослойного покрытия из упругогибкой ленточной спирали с уже полностью закрепленным ее концом посредством клеевой массы и уже снятой липкой лентой и заделанными сквозными отверстиями.
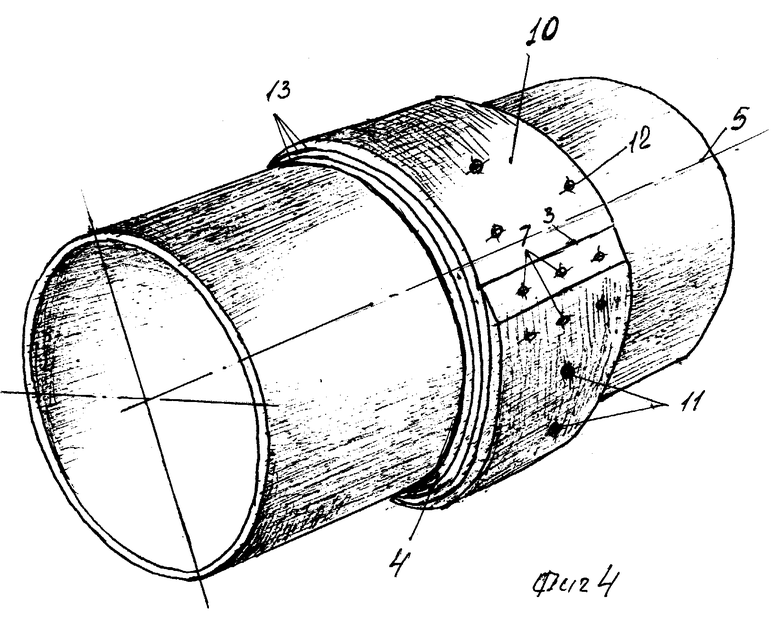
На фиг. 4 показан тот же вид дефектного участка трубопровода на конечной стадии проведения ремонтно-восстановительных работ.
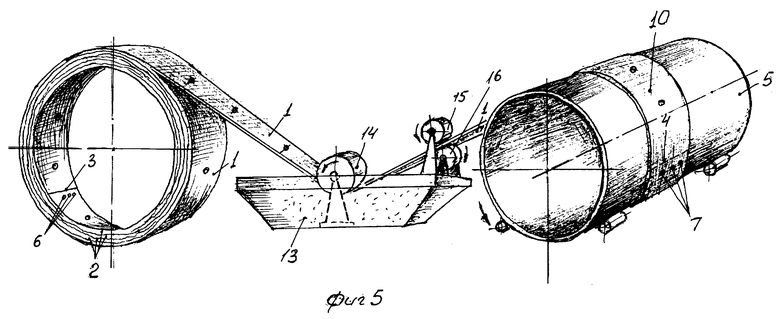
На фиг. 5 представлен один из возможных вариантов реализации предложенного способа ремонта дефектных зон трубопровода, когда одновременно осуществляется и нанесение клеевой массы на поверхность заготовки упругогибкой ленточной спирали, и перемотка ее витков на дефектную зону вращающегося трубопровода.
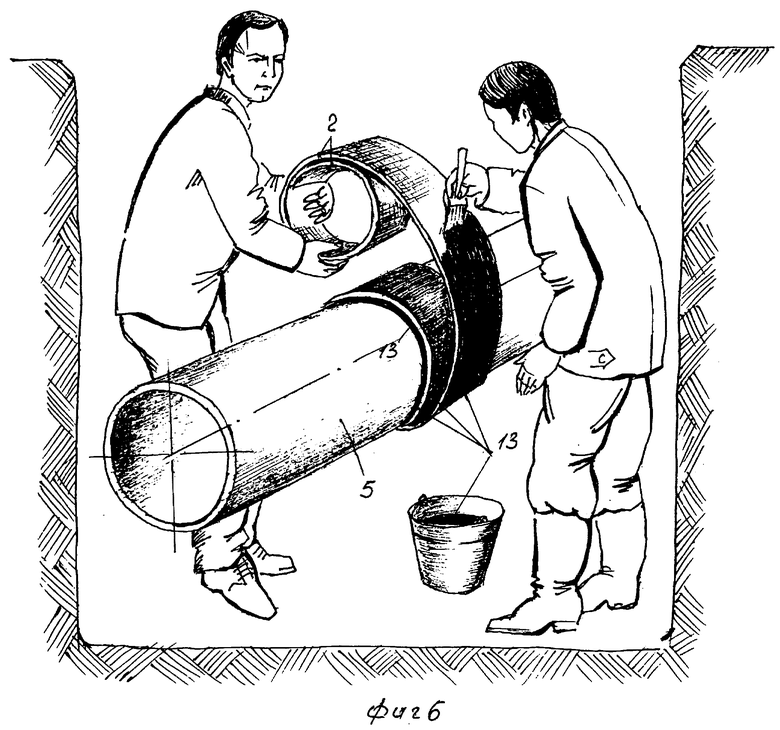
На фиг. 6 показан другой возможный вариант проведения ремонтно-восстановительных работ дефектных зон трубопровода посредством упругогибкой ленточной спирали (так называемый ручной, полевой вариант ремонта).
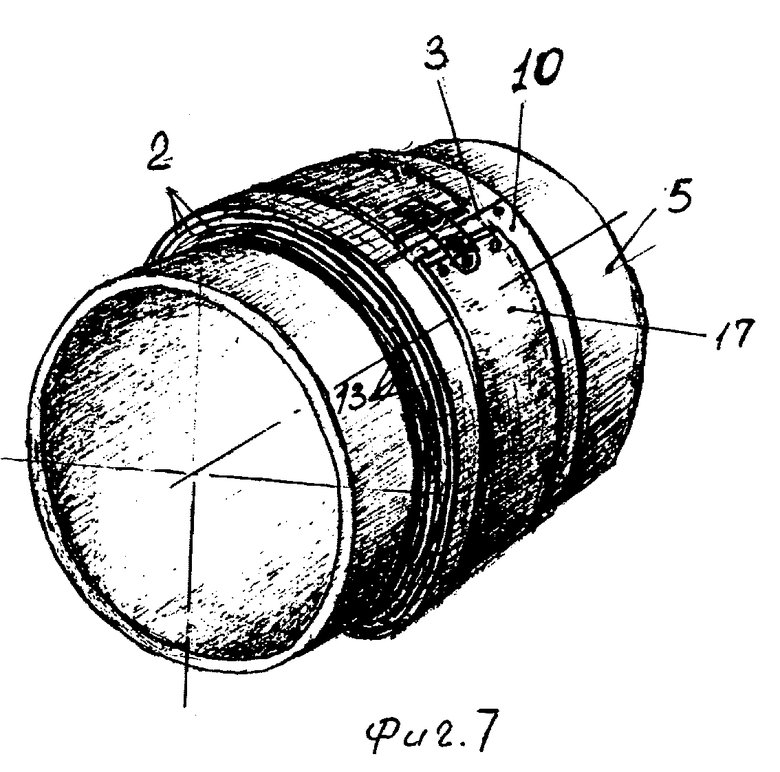
На фиг. 7 дан вид уже полностью отремонтированного дефектного участка трубопровода на предпоследней операции проведения ремонтно-восстановительных работ - с установленным дополнительным бандажным технологическим кольцом из гибкой металлической, стеклопластиковой или цепной ленты.
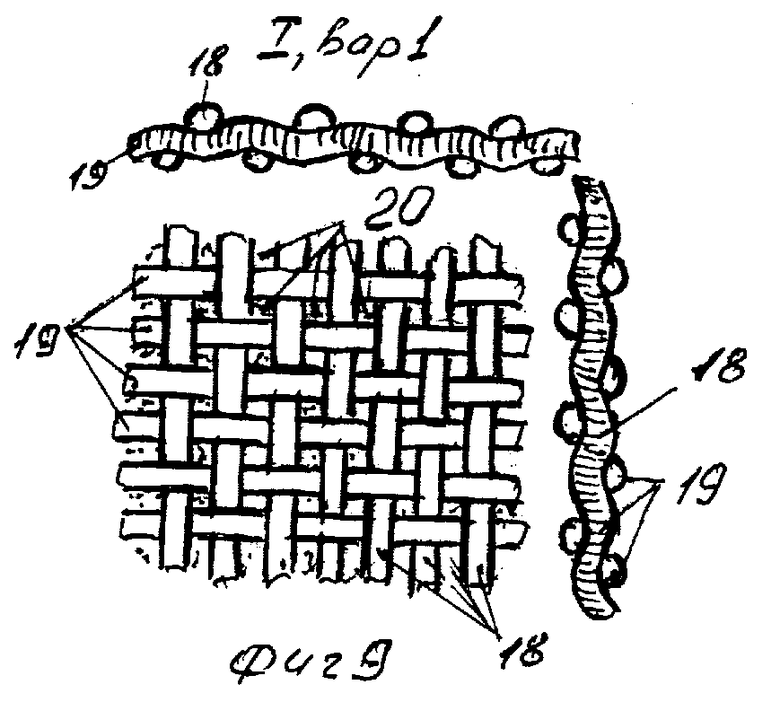
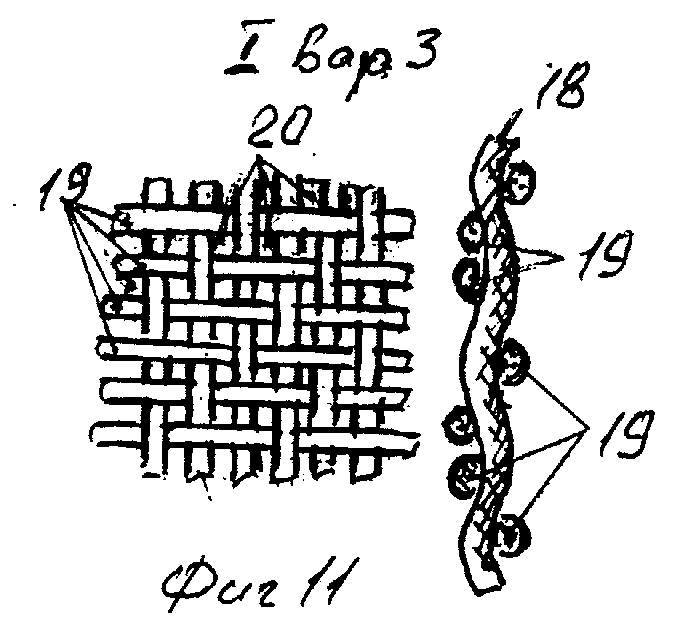
На фиг. 8 - 11 показаны предпочтительные варианты структурного исполнения стеклотканей для многослойной защиты трубопровода из упругогибкой спирали.
На фиг. 12, II и III показаны предпочтительные варианты конструктивного исполнения законцовок для упругогибкой ленточной спирали.
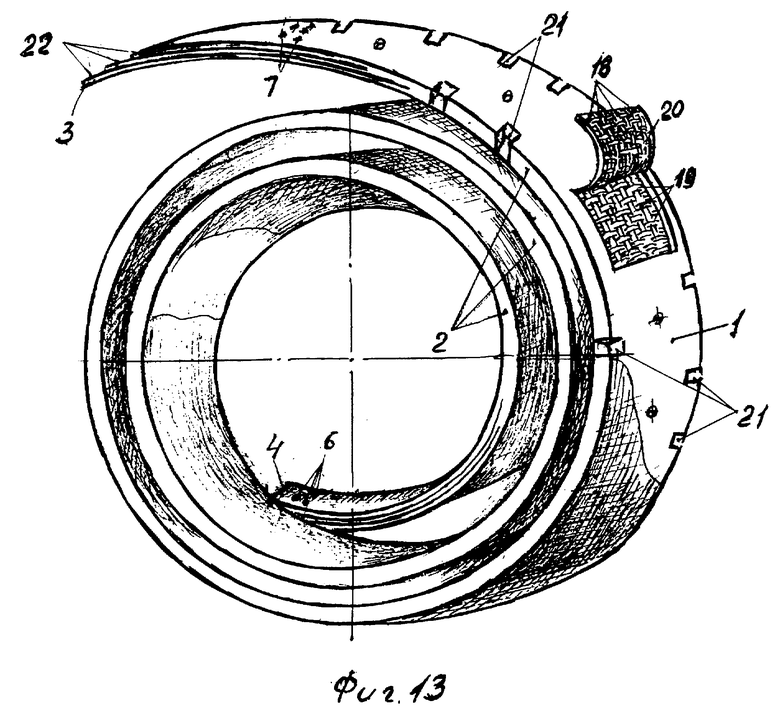
На фиг. 13 показан вид упругогибкой ленточной спирали с выполненными вырезами или надрезами, обеспечивающими более плотную укладку витков ленточной спирали на дефектные поверхности трубопровода.
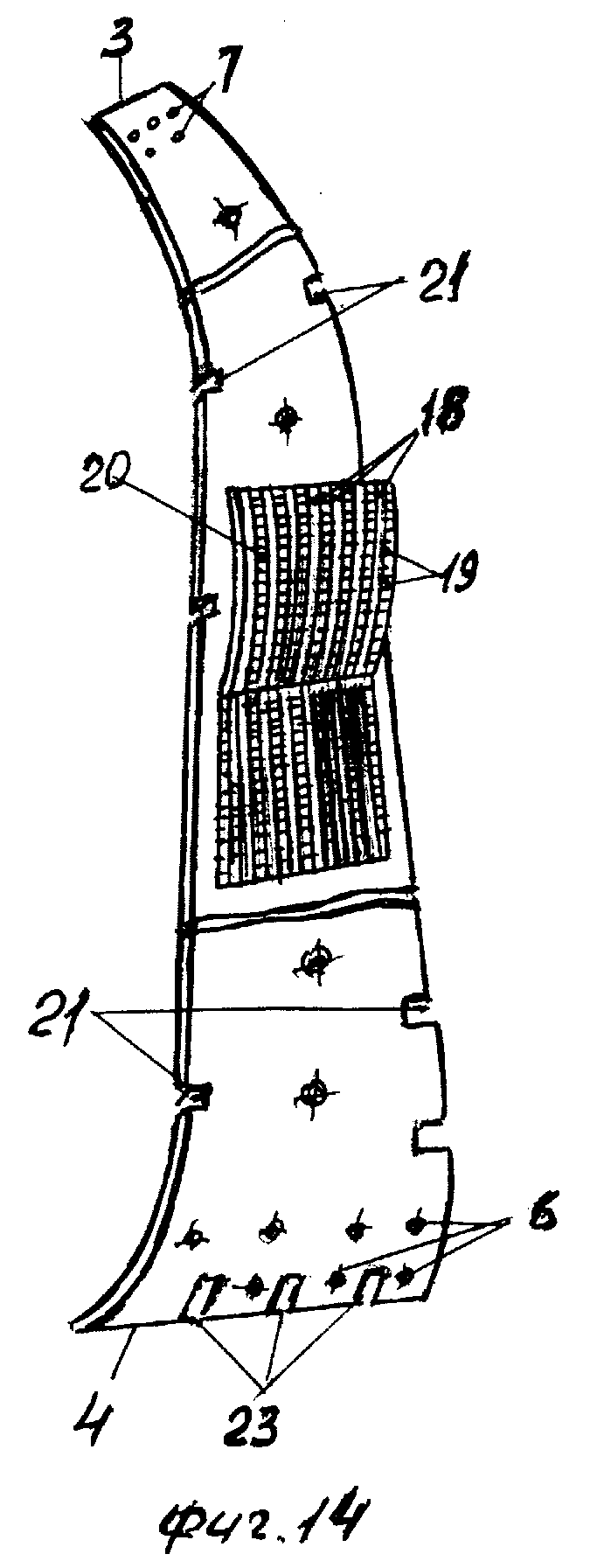
На фиг. 14 показан вариант ленточной спирали из композиционного материала переменной ширины - с суживающимися витками ленточной спирали.
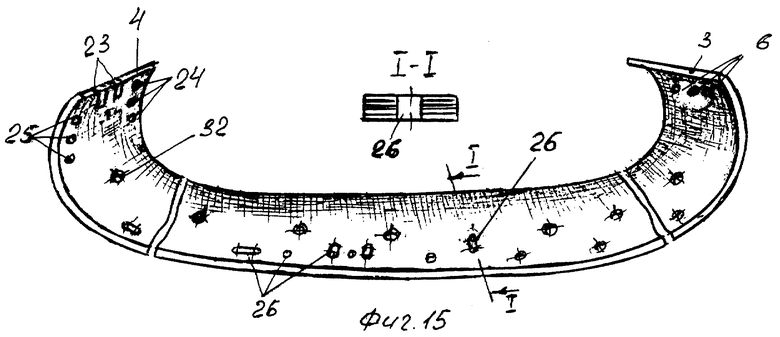
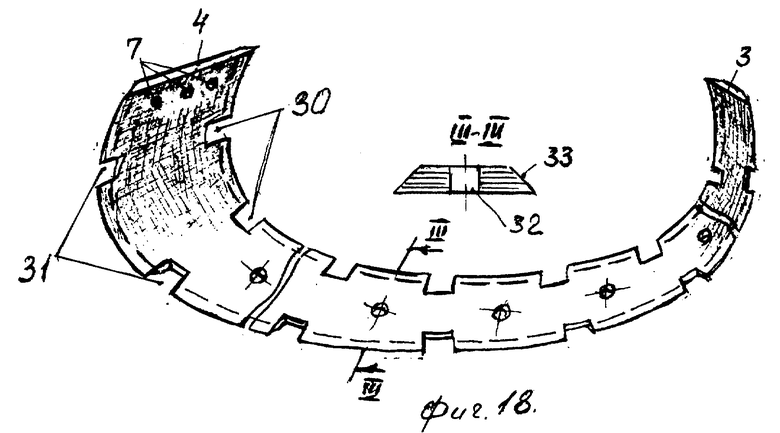
На фиг. 15 - 18 показаны варианты ленточных спиралей постоянной и переменной ширины, развернутые и подготовленные для нанесения на них клеевых композиций (то есть подготовленные к проведению ремонта дефектных зон трубопровода ручным способом).
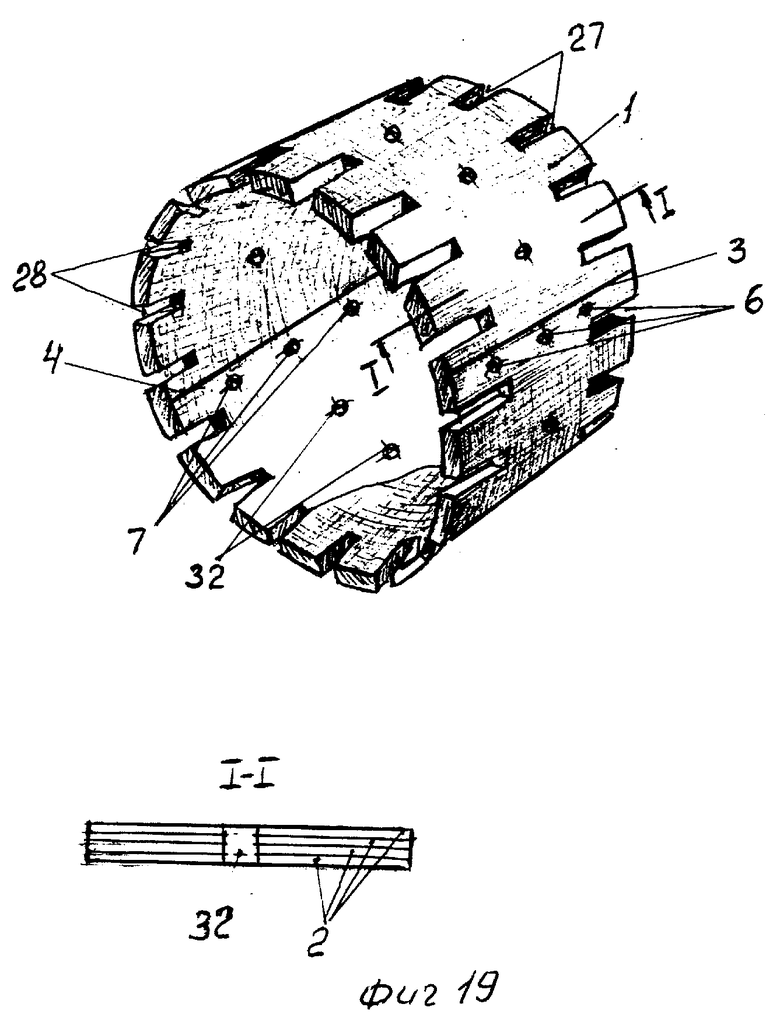
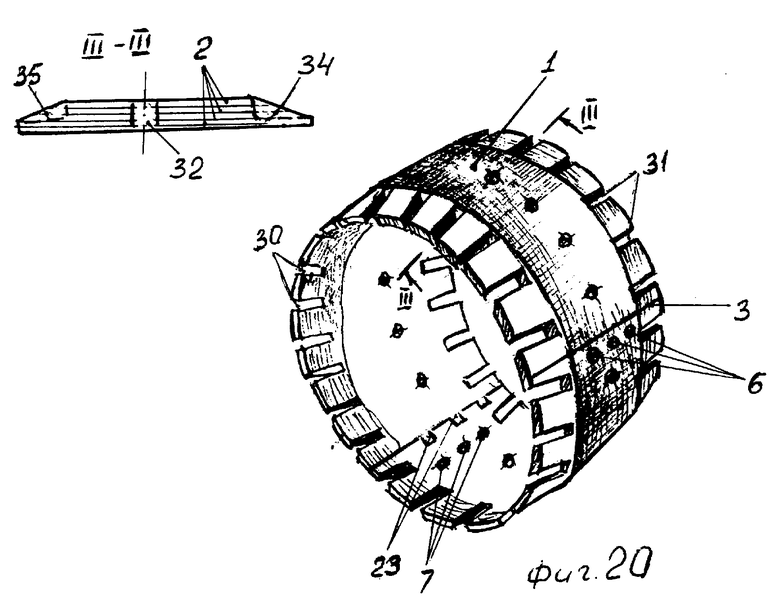
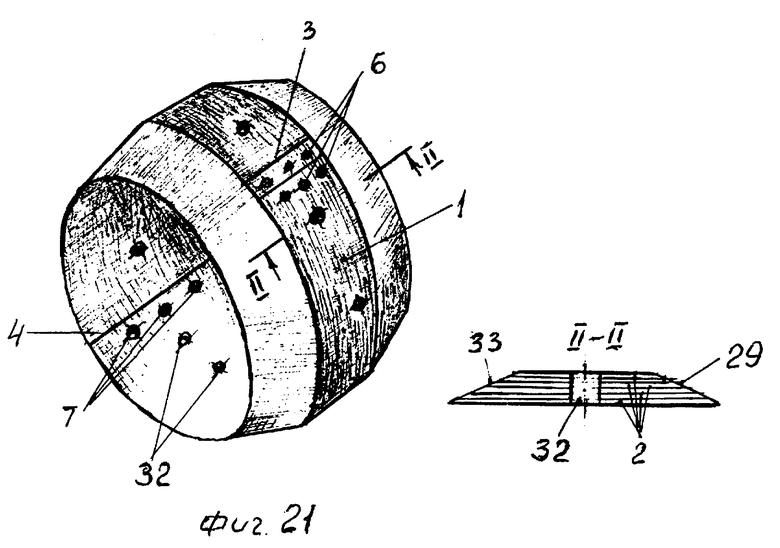
На фиг. 19 - 21 показаны те же самые варианты заготовок ленточных спиралей, смотанные с оправок и подготовленные к процессу нанесения на поверхности их витков клеевой массы.
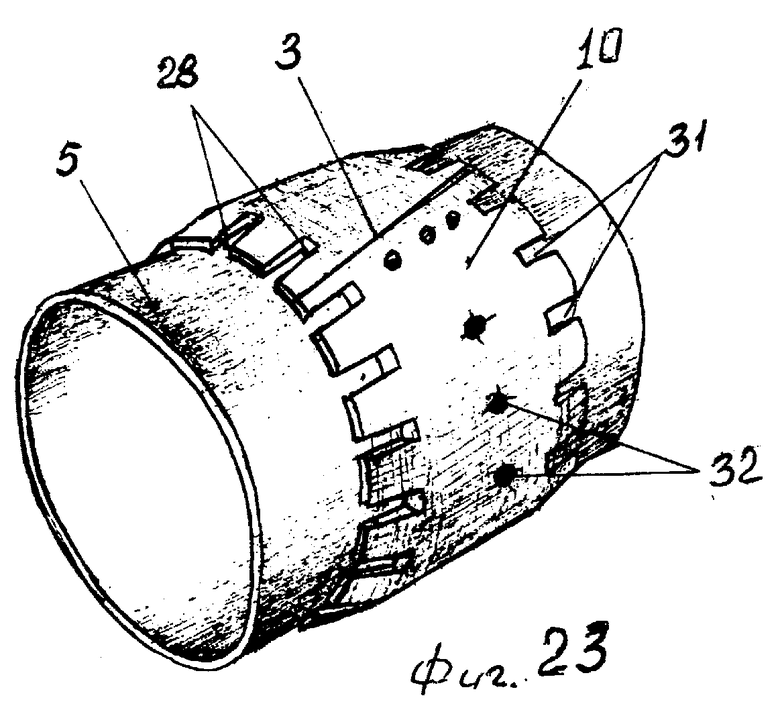
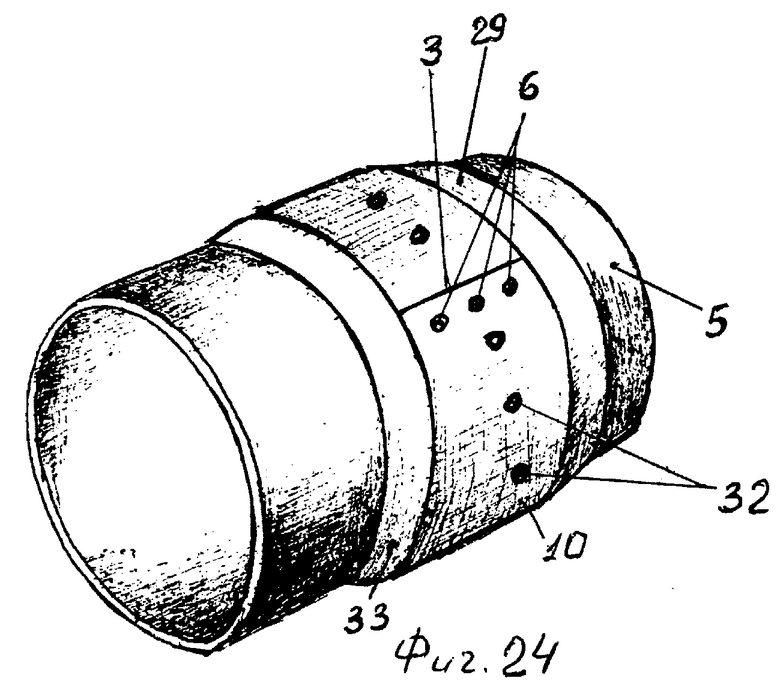
На фиг. 22 - 24 показаны виды многослойных защит дефектных зон трубопроводов, образуемых методами намотки из вышеприведенных конструкций упругогибких ленточных спиралей из композиционного материала.
На фиг. 25 представлен вариант получения заготовок упругогибкой ленточной спирали из одной "бесконечно" длинной. Отрезаемые спирали здесь имеют различные геометрические размеры и "упругую память".
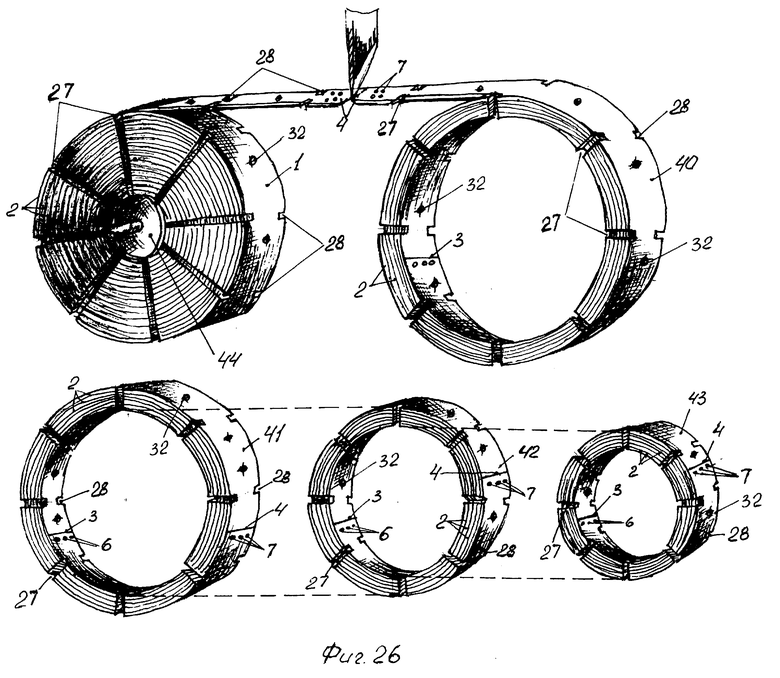
На фиг. 26 показан один из возможных вариантов получения упругогибких ленточных спиралей с разрезами.
На фиг. 27 показан вариант получения упругогибкой ленточной спирали методами намотки на начальной стадии ее формообразования - в момент заправки и формования ее первых витков.
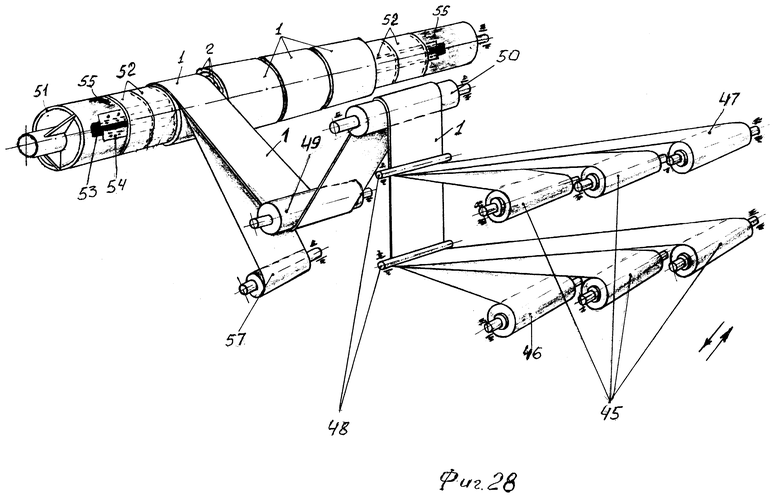
На фиг. 28 показана принципиальная схема формообразования на одной оправке сразу целой партии ремонтных заготовок упругогибкой ленточной спирали одинаковой номенклатуры в процессе их формования.
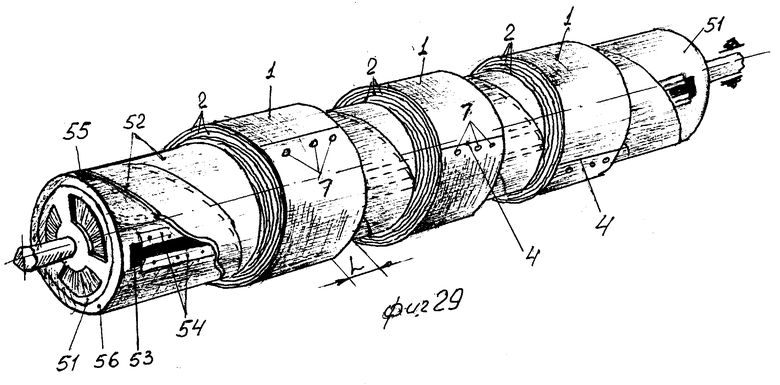
На фиг. 29 показан вид оправки с уже полностью отформованными и термообработанными заготовками упругогибкой ленточной спирали.
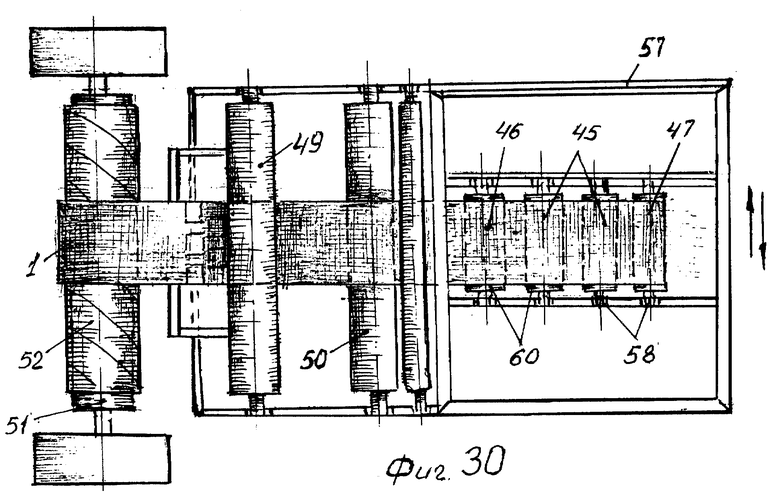
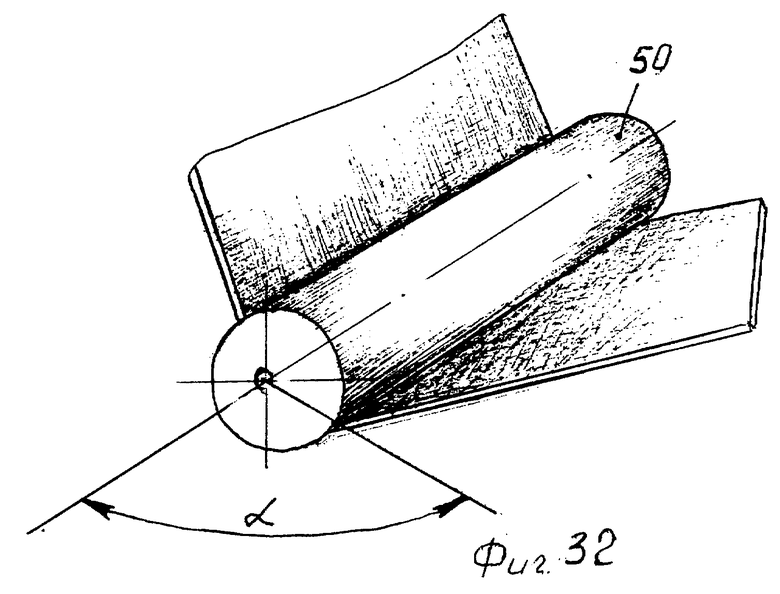
На фиг. 30 - 32 показана принципиальная схема намоточного устройства для формообразования одного типа упругогибких ленточных спиралей из композиционных материалов.
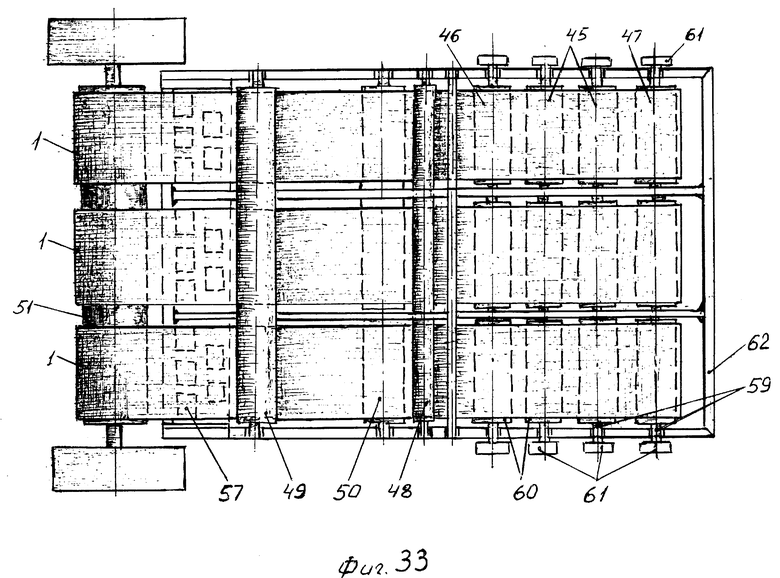
На фиг. 33 показана принципиальная схема намоточного устройства для одновременного формования нескольких типов упругогибких ленточных спиралей с одинаковой степенью "упругой памяти" и одной номенклатуры.
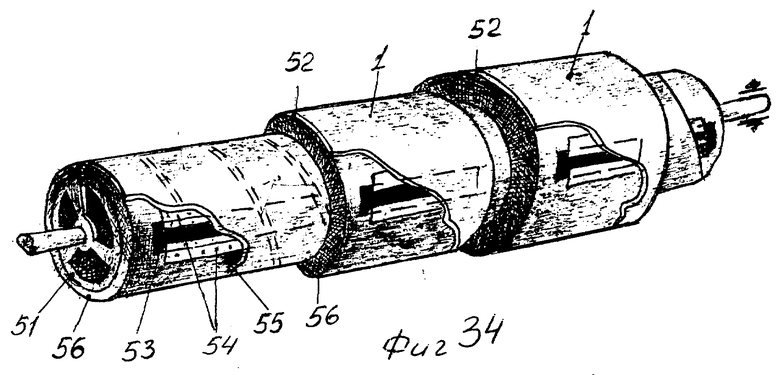
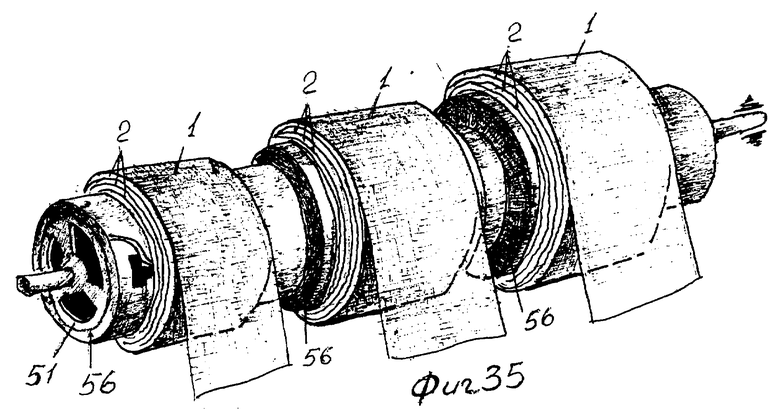
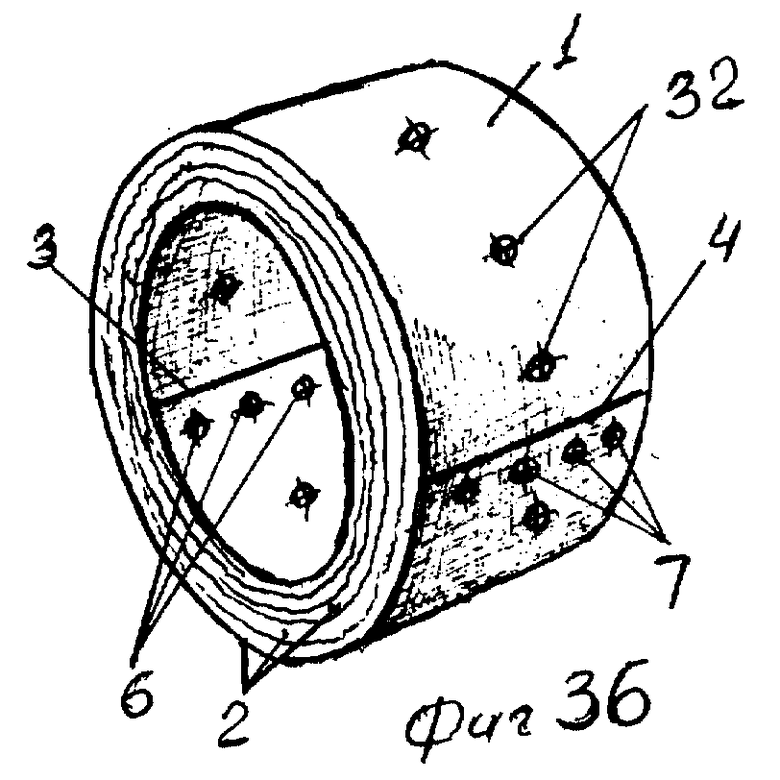
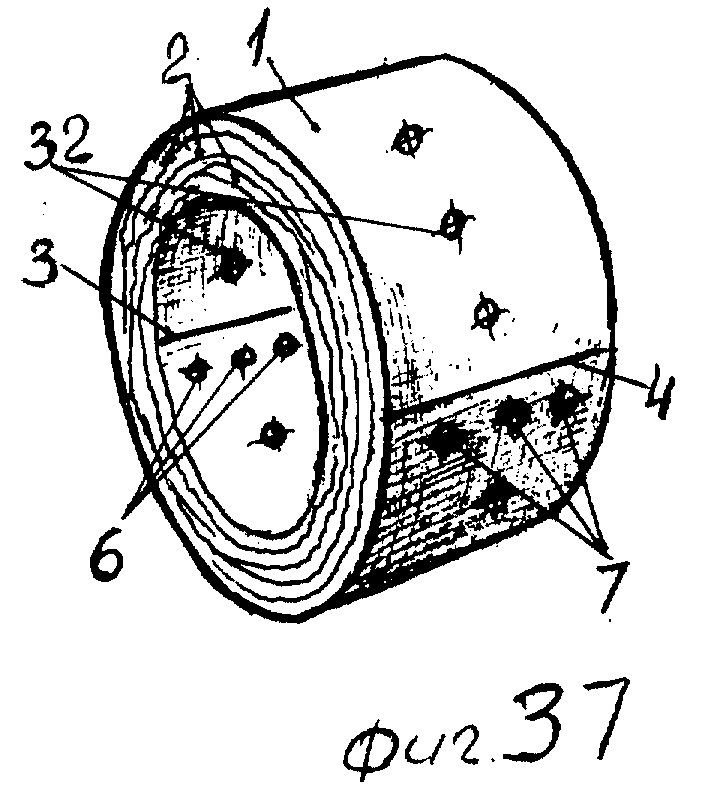
На фиг. 34 - 38 представлены технологические операции получения на одной оправке упругогибких ленточных спиралей различных геометрических размеров.
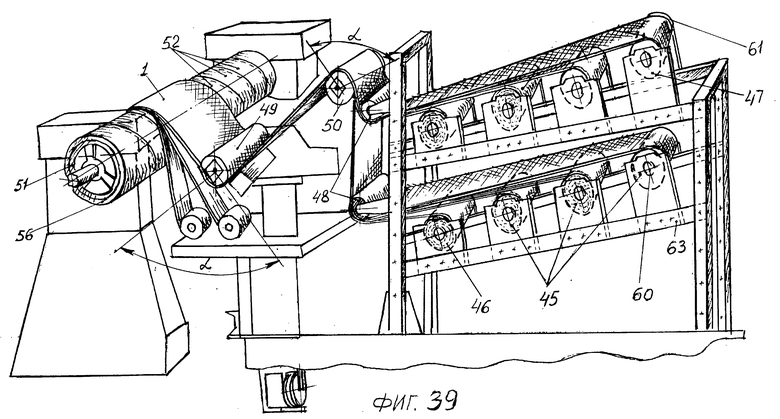
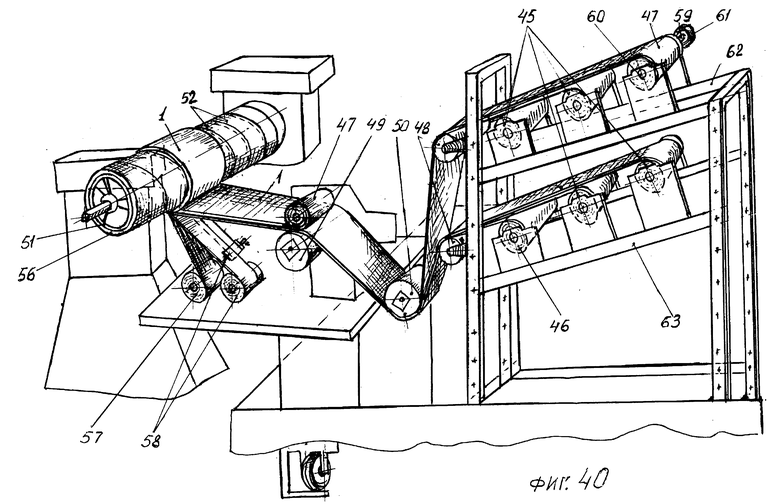
На фиг. 39 - 40 показаны принципиальные схемы формообразования заготовок упругогибких ленточных спиралей с применением двух разделительных адгезивов - фторопластовой пленки (для обеспечения технологичности размотки ленточной спирали) и полиэфирной (лавсановой), предназначенной для придания гибкой ленточной спирали из композиционных материалов специальной термоусадки ("упругой памяти") и повышения качества клеевых швов многослойной защиты трубопровода за счет придания склеивающимся поверхностям ленточной спирали необходимой шероховатости и чистоты поверхностей склеивания.
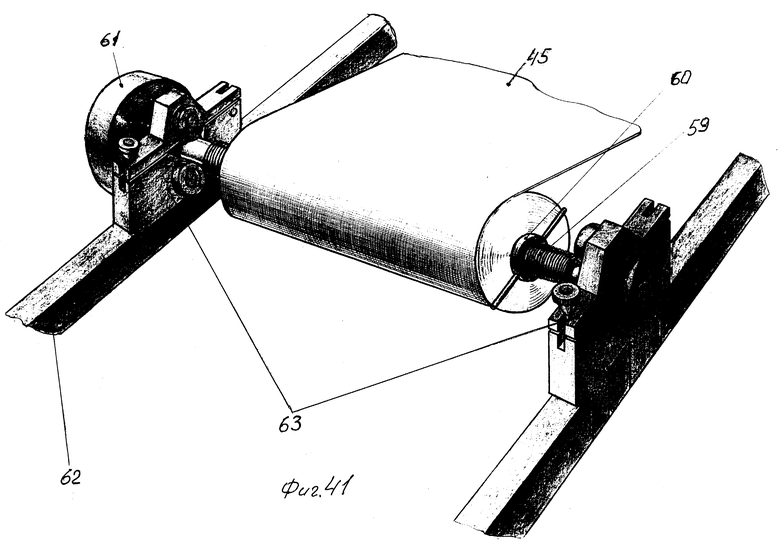
На фиг. 41 показан вариант конструкции тормозного механизма намоточных устройств (фиг. 39 - 40), посредством которых осуществляется натяжение полотен тканей в процессе их пакетирования и преобразования в упругогибкую ленточную спираль.
Подробное описание изобретения со ссылками, имеющимися на чертежах.
В способе ремонта трубопровода для восстановления его местных трещинообразных дефектов и(или) коррозионных изъявлений используется упругогибкая ленточная спираль 1 (фиг. 1), состоящая из множества упругогибких витков 2, образованных из композиционных материалов и обладающих "упругой памятью формы".
Ленточная спираль 1 имеет краевые хвостовики 3 - 4, ориентированные по отношению друг к другу параллельно, а при нахождении на трубопроводе 5 - параллельно продольный его оси. Упругогибкая ленточная спираль 1 имеет сквозные отверстия 6 и 7, расположенные в непосредственной близости от краевых хвостовиков 3 - 4. Предназначение отверстий 6 - 7 чисто технологическое - они предназначены для упрощения фиксации (закрепления) краевых хвостовиков к дефектным участкам трубопровода 5 на начальной стадии проведения ремонтных работ.
На фиг. 2 показан дефектный участок трубопровода 5 на начальной стадии заправки и закрепления краевого хвостовика 4 упругогибкой ленточной спирали 1 непосредственно на наружной поверхности трубопровода 5, предварительно доведенной до шероховатости Rz = 20 - 40, обезжиренной и смазанной клеевой неотвержденной композицией, например, компаундом К 153 с катализатором отверждения аминного типа, например, полиэтиленполиамином, и минеральными добавками.
Поверхности витков 2 упругогибкой ленточной спирали перед нанесением на дефектную поверхность трубопровода 5 также обезжириваются, например, посредством спиртотолуольной смеси, подвергаются механической обработке наждачным кругом или наждачной бумагой до исключения на поверхности витков ленточной спирали глянцевого блеска и промазываются клеевой неотвержденной массой того же состава.
Краевые хвостовики 4 (или 3, в случае перемотки витков упругогибкой ленточной спирали от большего радиуса к меньшему) закрепляются скотчем 8, внутренняя, обращенная к дефектной зоне трубопровода, поверхность которого обладает липкостью (клейкостью), достаточной для удержания хвостовика упруголенточной спирали на поверхности трубопровода без смещения. Для повышения надежности закрепления хвостовика 4 на поверхности трубопровода 5, в отверстие 6 (или 7, если раскрутка спирали идет в обратном направлении) через скотч, или непосредственно перед его применением заливается быстроотверждающаяся клеевая масса, например, на основе α- циакриновой кислоты, мгновенно отверждающаяся и закрепляющая хвостовик 4 на поверхности трубопровода 5. После жесткого закрепления хвостовика 4 на поверхности трубопровода 5 осуществляют наслаивание витков ленточной спирали на дефектную поверхность трубопровода с одновременным нанесением на поверхности витков неотвержденной клеевой массы 8. На фиг. 3 показана ремонтная позиция трубопровода 5 с нанесенным первым ремонтным слоем 9, образующим начало многослойного покрытия трубопровода 5 с уже снятым скотчем. Следующие операции образования многослойного покрытия осуществляются методом наслаивания на образованный первый ремонтный слой 9 следующих витков упругогибкой ленточной спирали, промазанных клеевой неотвержденной массой. На фиг. 4 показан момент окончания ремонтных работ, когда на дефектной поверхности трубопровода полностью сформировано многослойное покрытие 10 из витков 2 упругогибкой ленточной спирали. Полученное таким образом многослойное покрытие выдерживается на воздухе при температуре 15-40oC до полного отверждения клеевой массы. Затем производится дефектоскопия бандажного покрытия 10 трубопровода 5. В случаях обнаружения нарушений сплошности - трещин, непроклеев, воздушных пузырей, посторонних включений и других дефектов - делается трепанация дефектных зон трубопровода путем сверления дополнительных отверстий 11-12, через которые осуществляют закачку дополнительной неотвержденной клеевой массы с последующим ее отверждением и дополнительной проверкой качества проведенного ремонта методами дефектоскопии.
Предложенный способ ремонта может быть реализован как в автоматическом режиме (фиг. 5), когда имеется возможность применения средств малой механизации (и в случае, когда ремонтные работы производятся в заводских условиях), так и вручную (фиг. 6), непосредственно в полевых условиях, то есть когда ремонт трубопровода производится в разрытых вокруг трубопровода ямах, траншеях и т.д.).
В первом варианте (фиг. 5) возможно механическое нанесения клеевой массы 13 на поверхности развертываемых витков 2 упругогибкой ленточной спирали 1 по мере ее наслаивания на дефектную зону трубопровода. В этом варианте качество ремонта дефектной зоны будет выше, чем в ручном варианте, поскольку здесь имеется возможность осуществлять контроль за нанесением клеевой массы на поверхности витков ленточной спирали расчетной толщины. Достигнуто это может быть за счет автоматического нанесения клеевой массы на поверхность упругогибкой ленточной спирали пропиточным валиком 14 и применением отжимных роликов 15-16. Однако в полевых условиях осуществление таких операций не всегда возможно, а бывает и невыгодно по экономическим и(или) иным соображениям. Тогда возможна ручная реализация предложенного способа ремонта (фиг. 6). В этом случае ремонтные операции, показанные на фиг. 2-5, могут осуществляться двумя или даже одним рабочим средней и даже низкой квалификации непосредственно в ямах, траншеях и т.д., специально открытых вокруг поврежденного участка трубопровода 5.
В этом варианте ремонта все операции закрепления концевых хвостовиков упругогибкой ленты на трубопроводе, нанесение клеевой массы 13 и перемотки (переслаивания) витков 2 упругогибкой ленты на дефектную зону трубопровода 5 с образованием многослойного покрытия 10 осуществляются вручную: один рабочий валиком или кистью наносит на поверхности наматываемых витков ленточной спирали клея в массу, другой осуществляет операции замотки витков 2 спирали на дефектный участок трубопровода с образованием многослойного покрытия (фиг. 6-7). В ручном варианте способа ремонта качество ремонта будет значительно ниже, поскольку ручным способом невозможно равномерное нанесение клеевых масс на склеиваемые поверхности витков упругогибкой ленточной спирали.
В этом варианте авторы изобретения для повышения прочности склейки слоев многослойной защиты предлагают вести отверждение клеевых швов послойно с применением контактного сдавливания витков упругогибкой ленточной спирали дополнительными ленточными бандажами по следующему режиму: выдержка нанесенной клеевой массы на воздухе в течение 10-30 минут при температуре 15-40oC и осуществление поэтапного наслаивания витков ленточной спирали на дефектную зону трубопровода с последующей поэтапной склейкой поверхностей ленточной спирали с дефектной поверхностью трубопровода и между собой с удельным контактным сдавливанием склеиваемых поверхностей ленточной спирали от 0,5 до 2 кгс/см2 и последующим отверждением клеевых швов на воздухе от двух до двадцати четырех часов на каждый оборот многослойной защиты трубопровода.
Сдавливание каждого клеевого шва многослойной защиты может осуществляться, например, путем установки дополнительных гибких бандажных лент из стального, цепного или стеклопластикового листа 17 (фиг. 7) или за счет применения непропитанных тканей, обладающих повышенной термоусадкой. Для повышения качества клеевых швов многослойного защитного покрытия трубопровода, образуемого из упругогибкой ленточной спирали вручную (за счет исключения образования воздушных пузырей, непроклеев и т.д.) и ускорения ремонтных работ склеивания поверхностей заготовки упругогибкой ленточной спирали при образовании из нее многослойной защиты трубопровода осуществляют при дополнительном прогреве склеиваемых поверхностей до 40-60oC и дополнительном бандажировании каждого склеиваемого витка многослойной защиты трубопровода с удельным сдавливанием поверхностей витков ленточной спирали от 2 до 5 кгс/см2.
На фиг. 8-11, вар. 1-3 показаны варианты структурного исполнения стеклотканей для слоев многослойной защиты трубопровода, на фиг. 12, II-III представлены варианты конструктивного исполнения концевых частей хвостовиков упругогибкой ленточной спирали. На фиг. 8, 9, 1, вар. 1 представлена структура стеклоткани полотняного переплетения нитей. На фиг. 8, 10, 1, вар. 2 представлена структура стеклоткани сатинового переплетения нитей. На фиг. 8, 11, вар. 3 представлена структура стеклоткани саржевого переплетения нитей. На фиг. 8-11 представлены: п. 18 - волокна основы, п. 19 - волокна утка, п. 20 - полимерная композиционная матрица. В предложенном способе ремонта трубопроводов предлагается использование стеклотканей сатинового (фиг. 10), полотняного (фиг. 9) и саржевого (фиг. 11) переплетения двух систем нитей.
Ткани сатинового переплетения могут быть четырех-, шести- и восьмиремизными, то есть нить основы может проходить над 4, 6 или 8 нитями утка. С увеличением количество ремизов увеличивается участок непрогнутой нити, вследствие чего прочность ее понижается в меньшей степени и механические свойства материала ленточной спирали улучшаются.
В тканях полотняного переплетения нити основы и утка взаимно переплетены (фиг. 9), прочность их в направлении спирали несколько ниже стеклотканей сатинового переплетения, зато они имеют более высокую гибкость, более технологичны при формообразовании упругогибкой ленточной спирали, а значит, имеют значительные преимущества при проведении ремонтно-восстановительных работ на поверхностях трубопровода. Кроме того, ткани полотняного переплетения намного дешевле тканей сатинового переплетения, что при прочих почти равных условиях (наряду с технологичностью) дает им значительное преимущество при проведении ремонтных работ на трубопроводах.
Ткани саржевого переплетения нитей имеют несколько худшие показатели по прочности при растяжении вдоль основы (вдоль спирали), зато они имеют более высокие показатели прочности поперек основы (поперек ленточной спирали). Кроме того, они имеют более высокую ударную вязкость.
Эта дает им значительное преимущество при ремонте трещин осевого направления.
Вообще прочностные, жесткостные и другие физико-механические и теплофизические свойства материала для упругогибкой ленточной спирали многослойной защиты трубопровода зависят от многих конструктивных параметров стеклотканей, из которых она (защита) изготавливается: это и толщина волокон, и количество элементарных волокон в пряди и нити, и порядок переплетения прядей в нити и их крутка, и характер переплетения нитей.
Обычно толщины волокон, применяемых для вышеназванных тканей, и их количество в пряди колеблется в очень небольших пределах, а поэтому этот фактор практически не сказывается на физико-механических и эксплуатационных характеристиках многослойной защиты трубопровода.
Порядок переплетения прядей в нити также не оказывает заметного влияния на прочностные характеристики многослойной защиты. А вот крутка нитей, из которых изготовлена ткань, значительно влияет на свойства многослойной защиты трубопровода.
Так, например, предел прочности материала многослойной защиты в кольцевом направлении (в направлении спирали), изготовленного из стеклоткани из нитей в 16 сложений и круткой 10-50 круток/метр, составляет 105-120% прочности такого же материала, но с круткой нитей 250 круток/метр. Водопоглощение у материалов на тканях из нитей с меньшей круткой ниже, чем у таких же материалов, но с высокой круткой нитей. Улучшение свойств материала многослойной защиты трубопровода с уменьшением крутки нити объясняется более полной пропиткой нити связующим. По мнению авторов предлагаемого изобретения, положительное влияние уменьшения крутки нити на свойства материала будет увеличиваться и с понижением контактного сдавливания пакета слоев ленточной спирали, напрямую зависимого от натяжения тканей при формовании упругогибкой спирали. Поэтому авторы предлагаемого изобретения и рекомендуют формовать многослойную защиту трубопроводов из ленточных спиралей, получаемых из слабоскрученных нитей основы и утка с рыхлыми структурами, а именно такими структурами и обладают стеклоткани полотняного, сатинового и саржевого переплетения нитей.
Здесь также следует заметить, что материал многослойной защиты из ленточной спирали должен обладать и высокими электроизоляционными свойствами, то есть и применяемые нити, и связывающая их полимерная матрица должны быть неэлектропроводными. Делается это с той целью, чтобы при эксплуатации трубопровода избежать катодной коррозии и тем самым повысить сроки эксплуатации трубопровода.
Для получения многослойной защиты трубопровода из упругогибкой ленточной спирали с хорошими эксплуатационными свойствами (электроизоляционными, водопроницаемыми и т. д. ) авторы рекомендуют применять стеклоткани, образованные из алюмоборосиликатных волокон с диаметром элементарных нитей 5-15 мкм, с круткой нитей от 10 до 200 витков/метр. Одновременно с этим с целью повышения физико-механических и теплофизических свойств и эксплуатационной надежности многослойной защиты авторы предлагают образовывать многослойную защиту из упругогибкой ленточной спирали в объемном соотношении нитей основы и утка от 1:1 до 3:1 при расположении нитей основы в спиральном направлении ленты, а нитей утка - в аксиальном направлении многослойной защиты, а в качестве полимерного связующего для упругогибкой ленты использовать композицию из эпоксидного связующего - 70%, фенольно-формальдегидного лака - 30% при объемном соотношении слоев ткани и указанной полимерной композиции от 1: 0,37 до 1:0,57.
Здесь следует заметить, что при проведении ремонтно-восстановительных работ в соответствии с предложенным способом не всякая упругогибкая ленточная спираль, даже и имеющая "память формы", может быть легко, а главное без зазоров уложена на дефектные поверхности трубопровода. Особые трудности могут возникнуть при проведении ремонтно-восстановительных операций на участках трубопроводов, имеющих двойную кривизну. В таких случаях она должна быть выполнена или с прорезями и надрезами 21 (фиг. 13), или переменной ширины (фиг. 14), то есть суживающейся от одного краевого хвостовика 4 до другого хвостовика 3 (фиг. 14). Варианты такого конструктивного исполнения ленточных спиралей в развернутом виде показаны на фиг. 15-18, сечение I-I, II-II, III-III.
Для уменьшения "упругой памяти" ленточной спирали ее концевые хвостовики могут быть выполнены со ступенями 22 (фиг. 13) или с продольными пазами 23 (фиг. 14), упрощающими процессы закрепления концевых частей ленточной спирали на дефектном участке трубопровода.
Различные варианты конструктивного исполнения ленточных спиралей показаны на фиг. 15-18. Здесь на фиг. 15 показана конструкция ленточной спирали постоянной ширины. Эта конструкция может иметь продольные пазы 23, выполненные на концевом хвостовике 4(3), и ряд отверстий 24-25 или сквозных пазов 26, необходимых для улучшения технологичности укладки ленточной спирали на дефектные поверхности трубопровода сложной кривизны.
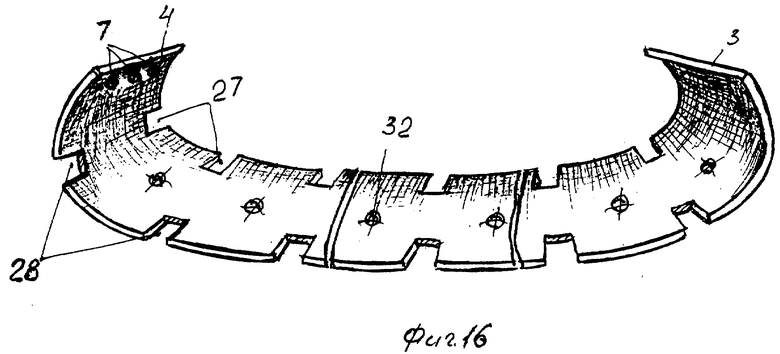
На фиг. 16 показана конструкция ленточной спирали 1 постоянной ширины с боковыми вырезами 27-28, также позволяющими упростить ее укладку на сложные дефектные поверхности трубопровода.
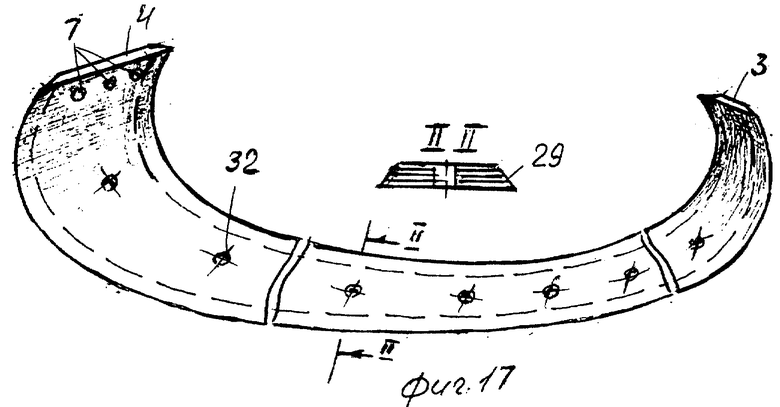
На фиг. 17 показан вариант конструкции ленточной спирали 1 переменной ширины с боковым сужением 29 боковых кромок.
На фиг. 18 представлен вариант конструкции ленточной спирали 1 переменной ширины с боковыми вырезами 30-31, боковым сужением 33 и сквозными отверстиями 32, которые предназначены для выхода летучих компонентов клеевой отверждающейся массы при проведении дополнительного бандажирования многослойной защиты трубопровода.
Базовые варианты ленточных упругих спиралей в свернутом состоянии показаны на фиг. 19-21. Непосредственное расположение базовых вариантов на дефектных зонах трубопровода показаны на фиг. 22-24. Все сквозные отверстия 6, 7, 24-26, 32, вырезы 23, 27-28, 30-31 и пазы 34-35 (или надрезы) упругогибкой ленточной спирали 1, представленные на фиг. 13-24, являются технологическими и после проведения ремонтных работ зашпаклевываются клеевой отверждающейся массой, а зоны их расположения зачищаются заподлицо с наружными поверхностями многослойной защиты 10 трубопровода 5.
На фиг. 25-26 показана возможность получения заготовок упругогибких ленточных спиралей 36-43 разной номенклатуры и "упругой памяти", в том числе и с различным расположением сквозных технологических отверстий 6-7, 32 и вырезов 27-28.
Образованная в соответствии с предложенным способом "бесконечно-длинной" заготовки упругогибкая лента 1 из композиционного материала вначале перематывается с оправки на катушку 44 (фиг. 25-26) с фиксацией ее витков от смещения точечным скреплением поверхностей быстроотверждающейся клеевой массой, например, "Циакрином", затем в ней сверлятся необходимые отверстия, вырезы, пазы и надрезы, а на последующем этапе производят обратную размотку заготовки ленточной спирали бесконечной длины с поэтапной разрезкой ее на заготовки ленточных спиралей конечной (расчетной) длины. Получаемые таким способом заготовки 36-39 (фиг. 25) ленточной спирали имеют разные геометрические размеры и память, что позволяет расширить номенклатуру геометрических размеров ремонтируемых дефектных поверхностей трубопроводов.
На фиг. 27 показан вариант получения упругогибкой ленточной спирали из композиционных материалов, используемой в соответствии с предложенным способом для ремонта трубопроводов на начальной стадии ее формования. Вначале на предварительно зашкуренную и обезжиренную оправку 51 (фиг. 27) наматывают тонкостенную технологическую оболочку. Эту оболочку образуют из стеклопластикового рулонного, предварительно пропитанного связующим тканого наполнителя 52, наслаиваемого на поверхность оправки по винтовой линии с нахлестом слоя от 10 до 30 мм. Непосредственно перед наслаиванием слоев 52 на оправку 51 устанавливают технологическую листовую накладку 53, например, из тонкого листового металлического или стеклопластикового материала с толщиной стенки от 0,1 до 1,5 мм. Закрепляют ее к наружной поверхности оправки плотно без провисания посредством липкой ленты 54, например скотчем, или клеевой массой. Затем всю поверхность оправки 51 промазывают антиадгезионной смазкой 55, например "циатимом", и на смазанную поверхность методами намотки наносят слои 52 технологической оболочки посредством намоточного устройства, представленного на фиг. 28.
В соответствии с предложенным способом ремонта трубопровода заготовку упругогибкой ленточной спирали ведут следующим образом (фиг. 28): предварительно пропитанные полимерным связующим и подсушенные до состояния прогрева рулонные стеклопластиковые полотна 45 с полотняным, сатиновым или саржевым переплетением волокон или нитей, например алюмоборосиликатных (наиболее эффективных с точки зрения катодной коррозии), пропускают через направляющие ролики 48 и подогревающие валки 49-50, где при подогреве до температуры 150-160oC пакетируются в многослойную ленту 1 и при скоростях движения от 0,0075 до 0,02 м/сек и натяжении 500±250 кгс и температуры греющих валков 150+10oC наслаиваются на вращающуюся оправку 51, подготовленную к намотке в соответствии с описанием к фиг. 27.
Спакетированные в ленту 1 тканые полотна 45 наслаиваются на технологическую оболочку 52, жестко скрепленную с оправкой 51. Процесс наслаивания спакетированных слоев 45 в ленту 1 на технологическую оболочку 52 ведется с одновременной подачей в зону намотки разделительной и антиадгезионной пленки 57, позволяющей получать после термообработки упругогибкие витки 2 уже ленточной спирали 1 (фиг. 28).
После окончания намотки заготовки упругогибкой ленточной спирали 1 все тканые полотна 45 и антиадгезионную пленку 57 обрезают, снова заправляют на эту же оправку 51 и ведут формование следующей заготовки упругогибкой ленточной спирали, затем процессы изготовления ленточных спиралей повторяют.
Обычно на одной оправке рекомендуется одновременно изготавливать партию заготовок 1 ленточной спирали от 5 до 10 штук и более. Количество заготовок в одной партии обычно регламентируется размерами заготовок 1 и длиной самой оправки 51, расстояния L (фиг. 29) между заготовками 1 на оправке 51 не регламентируется, они выбираются чисто технологически из условий удобства размотки (перемотки) заготовки ленточных спиралей с оправки 51 в готовые изделия. Рекомендуемое расстояние L между заготовками на оправке 51 - 100-300 мм (фиг. 29).
После окончания формования всей партии заготовок 1 (фиг. 29), она поступает вместе с оправкой в термокамеру, где заготовки проходят полный цикл термообработки, режим которой определяется в зависимости от применяемых материалов, из которых отформованы заготовки ленточной спирали, их геометрических размеров, а также в зависимости от геометрических размеров и материала самой оправки 51.
Для больших размеров трубопроводов (свыше 1500 мм) формование соответствующих им заготовок упругогибких ленточных спиралей рекомендуется вести на оправках многослойных (фиг. 29, 34, 35), где внутренний слой 51 - металлический, а наружный 56 - стеклопластиковый или вообще выполненный из материала с очень низким коэффициентом линейного расширения. Образованные на таких комбинированных оправках заготовки ленточных спиралей имеют более стабильные физико-механические и теплофизические характеристики.
Разработанное авторами предлагаемого изобретения намоточное устройство для формования заготовок упругогибких ленточных спиралей обладает достаточной универсальностью. Оно может быть выполнено многоярусным как по ширине (фиг. 28, 33), так и по высоте (фиг. 30). Такое конструктивное исполнение позволяет на одной оправке (и с одинаковыми температурными условиями отверждения связующих матриц) одновременно формовать ремонтные заготовки упругогибких ленточных спиралей разных геометрических размеров из разных (в том числе и из комбинированных) материалов, в том числе и с разной степенью "упругой памяти".
На фиг. 34-36 показана возможность получения заготовок упругогибких ленточных спиралей на одной оправке 51 с достаточно большой разницей в геометрических размерах. Делается это следующим образом: на металлической оправке 51 отдельно наматываются утолщенные, например, стеклопластиковые пояса 56 (фиг. 34-36), которые затем совместно с оправкой термообрабатываются и механически обрабатываются под соответствующие размеры требуемых заготовок 1 ленточных спиралей. Получаемые при этом заготовки 1 ленточных спиралей (фиг. 36-38) имеют значительное расхождение в геометрических размерах и "упругой памяти" при практически одинаковых физико-механических характеристиках и качестве их материала.
Здесь следует заметить, что качество проведения ремонтно-восстановительных работ дефектных поверхностей трубопровода будет зависеть от трех в общем-то зависящих друг от друга параметров:
- правильности выбора материалов, необходимых для формообразования заготовки ленточной спирали, их структуры армирования;
- правильности построения технологического процесса изготовления заготовки ленточной спирали, то есть правильности выбора режимов ее формования: скоростей движения полотен к вращающейся оправке, режимов предварительного разогрева движущихся полотен, режимов натяжения полотен (как силовых, из которых образуется заготовка ленточной спирали, так и технологических, выполняющих функции разделения витков спирали, термоусадки и т.д.), и режимов отверждения заготовки вместе с оправкой в термокамере;
- правильности выбора материалов и режимов проведения всех этапов ремонтно-восстановительных работ дефектных зон трубопровода посредством этой заготовки.
Кроме того качество ремонта будет еще зависеть и от правильности выбора "упругой памяти" самой заготовки ленточной спирали, определяемой не только выбранным материалами, режимами их формования и термообработки, но и геометрическими соотношениями, то есть геометрическими соотношениями диаметральных размеров заготовок ленточных спиралей по отношению к диаметральным размерам наружных поверхностей дефектных зон трубопроводов.
Эти соотношения должны быть следующие:
где d - диаметр оправки для образования ленточной спирали;
D - наружный диаметр ремонтируемого трубопровода.
При невыполнении этих геометрических соотношений перемотка витков ленточной спирали на дефектные зоны трубопровода без зазора между поверхностями витков будет затруднена или вообще невозможна.
В предложенных вариантах способа ремонта трубопровода применение упругогибкой ленточной спирали из полотняного переплетения нитей наиболее целесообразно при эксплуатации трубопровода под внутренним давлением.
Применение упругогибких ленточных спиралей из стеклотканей с сатиновым переплетением нитей более эффективно при одновременном воздействии на трубопровод внутреннего давления и высоких температур.
Наиболее рациональное использование ленточных спиралей из тканей с саржевым переплетением нитей - дефектные участки трубопроводов, подвергающиеся большим сжимающим и ударным нагрузкам. Это могут быть участки трубопроводов, постоянно подвергаемые воздействию знакопеременных нагрузок, например, возникающих от воздействия климатических факторов, ударных волн, колебаний земной поверхности и т.д. В заявке РФ N 95108322, кл. F 16 L 55/18 от 07.03.95 г., практически не раскрыта ни одна из технологических операций, относящихся непосредственно к ремонтным, то есть воспроизводимым непосредственно на дефектных поверхностях трубопровода.
Во-первых, все вышеперечисленные ленточные спирали (и американский вариант, и все варианты ремонтных ленточных спиралей из композиционных материалов, используемые в заявляемом способе ремонта трубопровода с полотняным, сатиновым, саржевым и любым другим переплетением нитей) не могут быть эффективно использованы с ремонтными целями без существенной их технологической доработки.
Дело в том, что после изготовления все поверхности стеклопластиковых ленточных спиралей имеют очень высокий глянец, а потому они очень плохо склеиваются между собой. В результате получаемые из таких ленточных спиралей многослойные защиты дефектных поверхностей трубопровода имеют очень низкую отрывную, трансверсальную прочность. Вследствие этого выполненные таким образом многослойные защиты трубопровода будут иметь и очень низкую эксплуатационную надежность. По существу есть три координально отличающихся друг от друга варианта решения этой проблемы.
Первый - это механическая обработка поверхностей ленточных спиралей абразивным материалом до шероховатости с Rz = 20-40, процесс этот трудоемок, длителен во времени, очень плох с экологической точки зрения, поскольку при такой обработке поверхностей образуется очень большое количество мелкодисперсной стеклопыли, мелких твердых дисперсных частиц, очень вредных для здоровья при попадании в дыхательную систему человека.
Второй - химическая обработка поверхностей ленточной спирали - протравливание поверхностей химическими составами, снижающими глянец. Этот вариант также трудоемок, длителен во времени, дорогостоек, также плох с экологической точки зрения и, кроме того, снижает физико-механические и теплофизические характеристики многослойной защиты.
В предложенном варианте способа ремонта трубопроводов предлагается более рациональный способ подготовки поверхностей ленточной спирали к ремонтно-восстановительным работам. Заключается он в следующем: на этапе формования заготовки упругогибкой ленточной спирали ее пакетирование и формование ведут с введением в ее наружные поверхностные силовые слои (внутренний и наружный) по крайней мере по одному слою дополнительной разделительной антиадгезионной непропитанной полиэфирной (лавсановой) ткани или ленты с полотняным, сатиновым или саржевым переплетением нитей, обладающих высокой термоусадкой.
После отверждения заготовки ленточной спирали непосредственно перед перемоткой ее на дефектную зону трубопровода эти дополнительные антиадгезионные и термоусадочные слои отматывают. При этом за счет введения в слои заготовки ленточной спирали дополнительных поверхностных термоусадочных слоев из непропитанной полиэфирной ткани (или ленты) достигается тройной эффект:
- во-первых, за счет высоких термоусадочных свойств этих лент примерно на 10-30% повышаются "упругие свойства памяти" заготовки ленточной спирали, тем самым улучшаются условия укладки витков ленточной спирали на дефектный участок трубопровода, то есть за счет введения дополнительных термоусадочных слоев упругость витков ленточной спирали (ее "упругая память") возрастает, тем самым одновременно повышается технологичность укладки витков ленточной спирали на дефектную поверхность трубопровода и расширяется диапазон геометрических размеров трубопроводов, которые могут быть отремонтированы одной и той же ленточной спиралью, обладающей более высокой "упругой памятью";
- во-вторых, после отмотки таких дополнительных термоусадочных слоев из полиэфирной (лавсановой) ткани (или ленты) осуществляется мелкая поверхностная перфорация поверхностей ленточной спирали (в виде мелкой сетчатой поверхностной структуры); за счет такой сетчатой перфорации достигается:
- повышение прочности склеивания витков точной спирали клеевой массой при ее превращении из заготовки в многослойное покрытие трубопровода;
- повышение скорости проведения и снижение трудоемкости и стоимости проведения ремонтно-восстановительных работ, поскольку после отмотки примененных в способе ремонта термоусадочных непропитанных слоев исключается необходимость подготовки поверхностей ленточной спирали к склеиванию; не надо снимать глянец, обезжиривать поверхности, более совершенно нанесение на такие перфорированные поверхности клеевой массы.
Имеются и другие эффекты от применения такой дополнительной перфорации ленточной спирали непропитанной термоусадочной полиэфирной ткани: повышается трансверсальная прочность на 10-30% склеивания витков спирали, сокращается цикл подготовительных и ремонтных работ, снижается себестоимость восстановительных работ и повышается их качество. Здесь следует заметить, что использование дополнительной антиадгезионной ткани типа полиэфирной ткани на этапе изготовления заготовки ленточной спирали несколько удорожает стоимость самой ленточной спирали, но это удорожание многократно окупается за счет повышения качества и эксплуатационной надежности ремонтно-восстановительных работ. После отмотки антиадгезионная полиэфирная ткань вполне пригодна для второго, третьего и т. д. раза использования, то есть она может использоваться многоразово. Особенно такое применение антиадгезионной полиэфирной пленки целесообразно производить в полевых условиях - траншеях, ямах, канавах и т. д., где в общем-то не могут быть созданы условия восстановления трубопровода, разные заводским.
Применение термоусадочной непропитанной ткани, например, из полиэфирных нитей очень хорошо вписывается и в проведение полного цикла восстановительных работ в соответствии с предложенным способом ремонта.
На фиг. 28, 39-41 более подробно показано, как это осуществляется промышленным способом, то есть в заводских условиях. Вначале (фиг. 28) слои 45 тканого наполнителя с полотняным, сатиновым или саржевым переплетением нитей посредством направляющих 48 и греющих валков 49-50 пакетируются в заготовку упругогибкой ленточной спирали совместно с добавочными антиадгезионными, например, полиэфирными непропитанными тканями (полотнами) 46-47, обладающими высокими термоусаживающими свойствами. В процессе намотки их располагают снаружи и изнутри поверхностей ленточной спирали (фиг. 28), и вместе с ними формуются в спираль, а затем после термообработки заготовки 1 ленточной спирали и перед непосредственным перематыванием на дефектный участок трубопровода их отматывают с образованием поверхностей сетчатой структуры на наружных (внутренних) поверхностях ленточной спирали с последующим нанесением на эти поверхности клеевой неотвержденной массы, перемоткой заготовки ленточной спирали с натяжением на дефектный участок трубопровода и отверждением клеевых швов образующейся при этом многослойной защиты по режиму отверждения клеевой массы.
В этом варианте способа образования заготовки ленточной спирали и способа ремонта трубопровода могут быть и подварианты, то есть формообразование заготовки ленточной спирали может осуществляться одновременно с дополнительной разделительной антиадгезионной фторопластовой пленкой 57, подаваемой в зону формообразования витков ленточной спирали под нижний слой совместно с термоусаживающейся полиэфирной непропитанной тканью 46, например, из лавсана.
При этом дополнительные разделительные слои из полиэфирной ткани 46 и 47 и разделительный основной слой 57 из фторопластовой ленты могут поступать как в зону пакетирования слоев ленточной спирали (под греющие и направляющие валки намоточного устройства, так и непосредственно в зону формования ленточной спирали на оправке 51 (фиг. 40). При этом основной разделительный слой из фторопластовой пленки и дополнительные разделительные слои 46-47 из полиэфирной высокоусадочной ткани, а также и дополнительные термоусадочные слои 58 могут подаваться в зону формования заготовки ленточной спирали как с большим натяжением, так и с малым, и в том числе и без натяжения. Натяжение всех основных слоев 45 из слоев стеклотканей с полотняным, сатиновым и саржевым переплетением нитей, пропитанных связующим, и разделительных непропитанных основных слоев 46-47 и дополнительных фторопластовых 57, и в том числе и непропитанных слоев 58 с большой термоусадкой, может осуществляться посредством натяжных механизмов (фиг. 41), имеющих в своем составе резьбовой вал 59 с резьбовой гайкой 60 и тормозной барабан 61, закрепленных на силовой раме 62 посредством опор 63.
Параллельно с подготовкой заготовки ленточной спирали к проведению ремонтно-восстановительных работ ведется подготовка к этим же работам и подготовка дефектных зон трубопровода. Для этого осуществляется зачистка и обезжиривание дефектных поверхностей трубопровода специальными составами, например, спиртотолуольными и(или) спиртоацетоновыми компонентами, заделка дефектов - трещин и коррозионных изъявлений, их зачистка и механическая обработка, например, посредством наждачного круга до шероховатости Rz = 20-40.
На подготовленные таким образом поверхности заготовки ленточной спирали и дефектной зоны трубопровода тонким слоем от 0,1 до 1,5 мм одновременно наносят клеевую неотвержденную массу (например, по схемам, показанным на фиг. 5 и 6), выдерживают ее на воздухе при температуре 15-35oC в течение 10-20 минут и затем производят методом наслаивания перемотку ленточной спирали 1 на дефектный участок трубопровода 5 в соответствии со схемами, представленными на фиг. 5 или 6 (в зависимости от условий (возможностей) ремонта).
Вначале таким образом формуют только один слой многослойной защиты (фиг. 2-3). Этот слой дополнительно обжимают слоем (или слоями) полиэфирной ленты, обладающей повышенными термоусадочными свойствами и (или) гибкой металлической или стеклопластиковой лентой в соответствии с фиг. 7.
Для заделки трещин и коррозионных изъявлений и склеивания (образования) первого слоя многослойной защиты трубопровода используют клеевую массу следующего состава в весовых долях:
Смола К 153 - 100%
Аминный отвердитель - 12-15%
Аэросил - 3-10%
Цемент - 80-100%
Все последующие слои многослойной защиты трубопровода осуществляются по аналогичной технологической схеме, с той лишь разницей, что для склеивания всех последующих поверхностей многослойного покрытия используют эластичные клеевые составы следующего состава в массовых долях:
Смола К 153 - 100%
Смола Л 20 - 60-80%
Аэросил - 6-15%
Для повышения стойкости к катодной коррозии и водостойкости ткани ленточной спирали для многослойной защиты вырабатывают из алюмоборосиликатных волокон с диаметром элементарных нитей 5-15 мкм с круткой нитей от 10 до 200 круток/метр.
Для повышения эффекта памяти упругогибкой ленточной спирали для многослойной защиты используют дополнительные разделительные слои с повышенной термоусадкой. В качестве дополнительных разделительных слоев используют тканую суровую ленту или ткань из полиэфирных (лавсановых) нитей со следующим соотношением нитей по основе и утку:
- в направлении спирали (основы) - 120-130%;
- в направлении утка - 5-30%;
- при линейной плотности нити (текс) в направлении спирали (основы) - 100-200%;
- в направлении поперек спирали (утку) - 50-60%;
- при линейной плотности ленты, г/м - 15-60%.
Замечание. Дополнительные поверхностные слои с большой термоусадкой отматывают от поверхностей заготовки ленточной спирали непосредственно перед нанесением на нее клеевой массы и замотки (перемотки) ее витков 2 (или 9, фиг. 3) на дефектный участок трубопровода 5. Для повышения технологичности образования многослойной защиты трубопровода и ее эксплуатационной надежности ленточную спираль выполняют сужающейся в направлении от минимального радиуса кривизны до максимального (фиг. 14) и(или) с аксиальными вырезами, надрезами и (или) пазами (фиг. 13-24), которые после формообразования многослойной защиты заделывают клеевой массой холодного отверждения.
Авторы предлагаемого изобретения рекомендуют для заделки пазов, отверстий, подрезов и т.д. многослойной защиты трубопровода использовать тот же клеевой состав, что и состав, применяемый при склеивании первого слоя многослойной защиты, но с большим содержанием минеральных добавок - аэросила, стеклянных микросфер и т.д.
В случае добавления в клеевые композиции, используемые в образовании многослойной защиты трубопровода, тиксотропных наполнителей, таких как аэросил, стеклянные микросферы, рубленое или молотое стекловолокно и т.д., все они перед внесением в клеевые композиции многослойной защиты трубопровода должны быть подвержены термообработке при T = 100-120oC в течение 3 часов, а для аэросила рекомендуются и более жесткие режимы термообработки - от 400 до 500oC в течение 5-6 часов.
Только при выполнении всех в общем-то жестких вышеизложенных технологических рекомендаций возможна высокая степень защиты дефектных зон трубопровода от воздействия различных климатических факторов и эксплуатационных нагрузок. Произведенные в соответствии с предложенным способом ремонта трубопровода многослойные защиты из композиционных материалов могут длительно, в течение 2-10 лет и более, эксплуатироваться в различных климатических условиях при температуре от -50 до +60oC и относительной влажности до 98%.
Таким образом, предложенное новое техническое решение "Способ ремонта трубопровода", описанное выше, по техническому исполнению является новым, технологичным и эффективным по сравнению с известным уровнем техники. Объем предлагаемого изобретения следует понимать шире, чем конкретное выполнение операций, приведенное в описании, формуле и чертежах.
Предложенное техническое решение не ограничивается ее использованием при ремонтных магистральных трубопроводов, например, снаружи. Оно может быть использовано и для ремонта дефектных зон трубопроводов, образующихся внутри, на его внутренних поверхностях.
Предложенное техническое решение может быть использовано и в других областях техники, где требуется применение многослойной защиты из композиционных материалов с повышенными прочностными, теплофизическими и другими свойствами, описанными в материалах данной заявки.
Такой способ (или близкий к нему) может быть использован при ремонте вращающихся валов, осей, муфт, стыковочных соединений труб, трубчатых мостовых и арочных перекрытий, стволов оружейной техники и т.д.
Новое техническое решение в предложенной совокупности признаков соответствует и критерию "промышленная применимость", то есть уровню изобретения.
В соответствии с предложенным способом на предприятии ПО "Авангард" изготовлены опытные партии упругогибких ленточных спиралей из композиционных материалов для использования их в ремонтно-восстановительных работах дефектных зон трубопроводов разного класса и назначения в диапазоне от 200 м до 1500 мм в диаметре.
Проведенные предварительные испытания многослойных защит, образованных в соответствии с предложенным способом, дали положительный результат.
Предложенное техническое решение "Способ ремонта трубопровода" может дать и большой экономический эффект, который может достигать от нескольких сотен до нескольких миллиардов рублей.
Экономический эффект от внедрения данного способа может быть достигнут как на этапах изготовления ремонтных упругогибких ленточных спиралей из композиционных материалов (за счет уменьшения расхода материалов, снижения сроков и трудоемкости изготовления заготовок ленточных спиралей), так и за счет повышения качества и эксплуатационной надежности проведения ремонтно-восстановительных работ.









Изобретение относится к строительству и используется при ремонте трубопроводов нефтегазовой промышленности, сельскохозяйственного назначения, отопительных систем, в самолето- и судостроении. Способ предусматривает на этапах изготовления ленточной спирали ее формообразование намоткой на оправку при скоростях движения тканого наполнителя от 0,007 до 0,03 м/с под натяжением 250-700 кгс и температуре разогрева связующего от 120 до 150°С из нескольких слоев с отверждением заготовки или введение между слоями ленты или на одной из ее поверхностей термоусаживающегося наполнителя с последующим его удалением. Для повышения эффекта памяти формы ленты предусматривается введение непропитанных (сухих) слоев наполнителя. Намотку ленты на трубопровод ведут с поэтапным послойным склеиванием витков спирали с последующим послойным сдавливанием витков на трубопроводе и дополнительным подогревом для получения бандажа. Повышает надежность трубопровода. 2 с. и 3 з.п. ф-лы, 41 ил.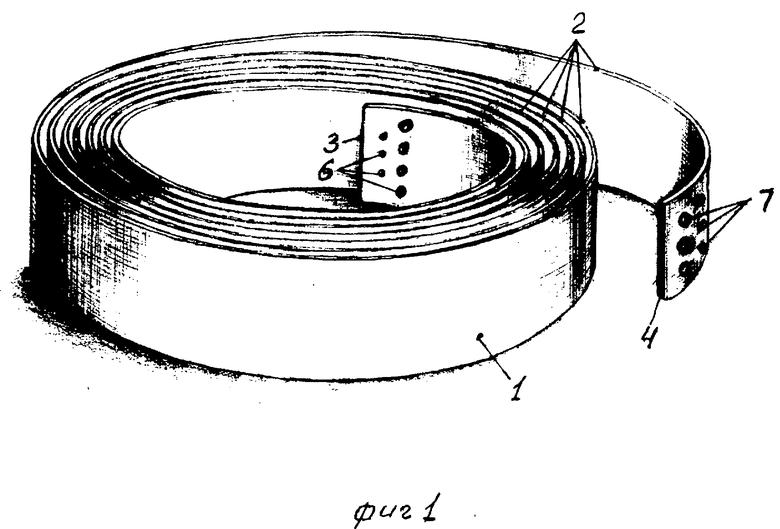
Смола К 153 - 100%
Полиэтиленполиамин - 12 - 15%
Аэросил-3 - 10%
Цемент-80 - 100%
а для склеивания всех последующих поверхностей слоев многослойной защиты, а также заделки отверстий, вырезов, пазов или надрезов в многослойной защите используют эластичную клеевую композицию в массовых долях:
Смола К 153 - 100%
Смола А 20 - 60 - 80%
Аэросил - 6 - 15%
2. Способ по п.1, отличающийся тем, что ткани для упругогибкой ленточной спирали многослойного покрытия трубопровода выполняют из алюмоборосиликатных волокон с диаметром элементарных волокон от 5 до 15 мкм с круткой нитей от 10 до 200 круток/метр, а склеивание поверхностей ленточной спирали осуществляют при дополнительном подогреве склеиваемых поверхностей до 40 - 60oC и дополнительном бандажировании каждого склеиваемого слоя многослойной защиты с удельным давлением поверхностей витков ленточной спирали от 2 до 5 кгс/см2.
| RU 95108322 A1, 10.03.1997 | |||
| US 4700752 A, 20.10.1987 | |||
| 0 |
|
SU178248A1 | |
| Разъемная термоусаживаемая оболочка | 1980 |
|
SU1009788A1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ РАЗВИТИЯ ДЕФЕКТОВ СТЕНОК ТРУБОПРОВОДОВ | 1995 |
|
RU2097646C1 |

