Изобретение относится к металлообработке, в частности к абразивной обработке заготовок с применением смазочно-охлаждающих жидкостей (СОЖ, и может быть использовано, н пример, на операциях круглого наруж ного, внутреннего, плоского шлифования и дрф . Известен способ абразивной обработки с подачей СОЖ в зону резания свободно падающей струей ( поливом С I Технологическую эффективность СО подаваемой поливом, в принципе можно существенно повысить путем насьпдения ее газом, способн.ым создать на поверхности металла шлифуемой заготовки достаточно прочные заищтные пленки; снижающие интенсивность износа, затупления и засаливания шлифовального круга и обеспечивающие тем самым повышение его стойкости и режущей способности.. Недостатком этого способа являет ся то, что окружные и торцовые воздушные потоки, создаваемые вращающимся кругом, воздействуют на поток струю. воздушно-жидкостной смеси и рассеивают газ в атмосферу еще до зоны обработки. В результате эффективность насыщения СОЖ газом сводит ся к нулю, , ЦелЬ изобретения - повышение сто кости шлифовального круга. Поставленная цель достигается тем, что согласно способу абразивно обработки, при котором смазочно-охлаждающую жидкость (СОЖ) подают в з ну резания свободно падающей струей в зону резания дополнительно подают струю газа, которую располагают цен рально в струе СОЖ. HaJIepтeжe изображено устройство рёализуЩее предлагаекшй способ, об щий вид. В струе СОЖ 1 центрально расположена струя газа 2, подаваемая дополнительно в зону резания. Способ осуществляется следующим образом. СОЖ по-прежнему производит охлаж дающее и действие.,, но,кроме того, обеспечивает защиту газа от рассеивания, создавая вокруг него гид равлическйй(жидкостной) заслон. Газ, например кислород, поступающий в зону обработки, способствует по.вышению эффективности шлифования за счет образования на поверхности обрабатываемой заготовки окисных пленок. Плёнки уменьшают трение в зоне контакта шлифовальный круг - заготовка и предотвращают адгезионное взаимодействие последних. В свою очередь это приводит к снижению сил резания, уменьшению износа и затупления шлифр вального круга и шероховатости обработанной поверхности.. В итоге повышается способность шлифовального круга или при той же стойкости обесПёчивается возможность повышения производительности обработки шлифованием; .Были проведены испытания, при которых шлифовали детали типа колец подшипников при одновременной подаче СОЖ и кислорода по предлагаемому спо-, соба. Расход СОЖ 0,8 ,расход кислорода 0,16 дм(1У(ин на 1 мм .длины обрабатываемой поверхности). Состав СОЖ, % : кальцинированная сода 1,0, нитрит натрия 0,2, вода 98,8 Шлифовальный круг 24А10СМ17К5 ПП 400X203X15.. Обрабатываемый материал - сталь ХШ15 закаленная НС 62i,64 Диаметр заготовки 65 мм, ишрйна 14 мм. Оборудование - круглошлифовальный станок мод. ЗБ153. Бежимы шлифования: окружная скорость круга УК 35 м/с; окружная скорость заготовки УИ 30 м/мин; поперечная подача t 0,4 мм/мин. Результаты испытаний показали, что износ пшифовального круга снижается на 30-40%., шероховатость обработанной поверхности уменьшается на 15-30% ( по критерию Rq ) по сравнению с известным способе. Таким образом,- предлагаемый способ абразивной обработки имеет заметные преимущества по сравнению с шлифованием при поливе СОЖ свободно падающей струей, т.е.. это приводит к повышению производительности при повышении стойкости ашифовального круга н уменьшению шероховатости. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивной обработки | 1981 |
|
SU1029517A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 2001 |
|
RU2204474C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ВНУТРЕННЕМ ШЛИФОВАНИИ | 2008 |
|
RU2359809C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2008 |
|
RU2376126C1 |
| Способ охлаждения при шлифовании | 1965 |
|
SU1042977A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1998 |
|
RU2153967C2 |
| УСТРОЙСТВО ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2004 |
|
RU2271920C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ШЛИФОВАНИЯ ПЛАЗМЕННЫХ ПОКРЫТИЙ НА НИКЕЛЕВОЙ ОСНОВЕ | 2012 |
|
RU2501847C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1997 |
|
RU2157308C2 |
| СБОРНЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2198086C1 |
СПОСОБ АВРАЗИВНОЯ ОБРАБОТ КИ, при котором смазочно-чэхяаждающую жидкость (СОЖ; подают в зону резания свобсщно.падаюв й струей, о т л и ч a ю щ и и с я тем, что, с целью повышений стойкости шпифовалвйого круга,в зоиу резаиия дополнителыю подают струю , которую располагают центральио в струе соак. i W G О СО ел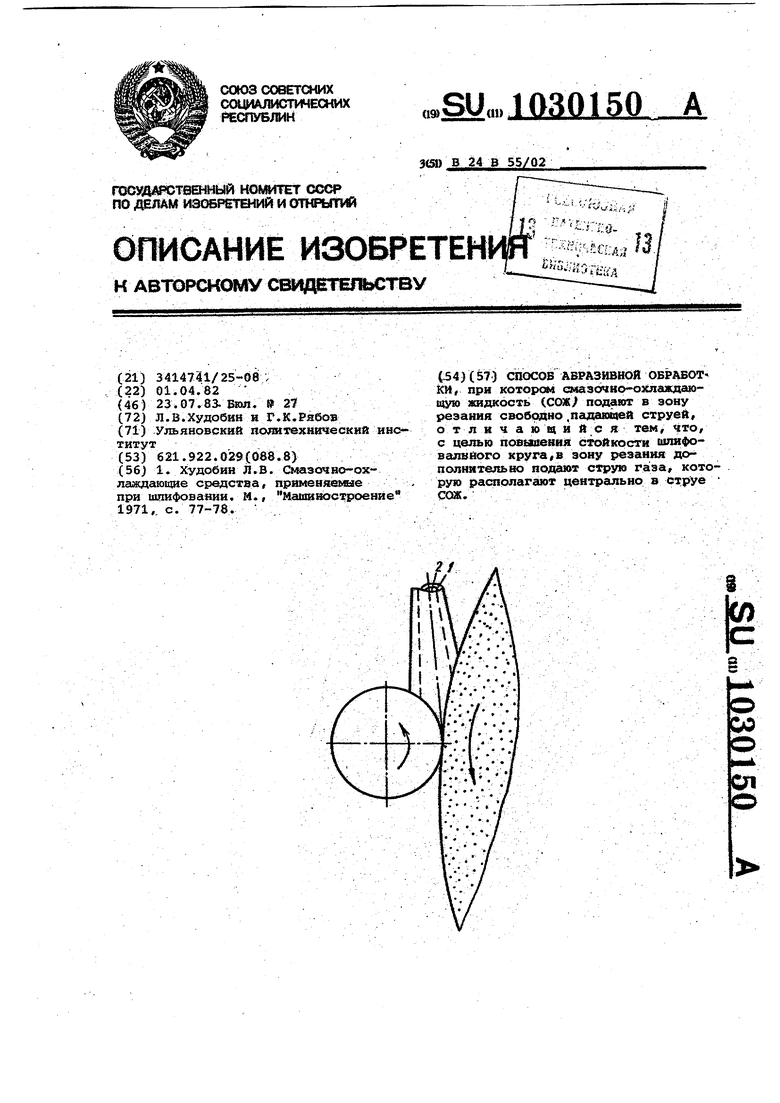
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Худобин Л.В | |||
| Оизочно- охлгиждающие средства, примеияеьше при шлифовании | |||
| И., Нашиж строенйе 1971, | |||
| с | |||
| Спускная труба при плотине | 0 |
|
SU77A1 |
