Изобретение относится к машиностроению, а именно к обработке металлов шлифованием с применением смазочно-охлаждающих жидкостей (СОЖ), и может быть использовано на операциях внутреннего шлифования (ВШ) заготовок из различных материалов как по встречной, так и по попутной схемам как со сквозными, так и с глухими цилиндрическими отверстиями.
Известен способ, реализованный в устройстве для подачи СОЖ поливом в клиновидную зону (см. Смазочно-охлаждающие технологические средства и их применение при обработке резанием: справочник. / Под общей редакцией Л.В.Худобина. - М.: Машиностроение, 2006. - С.423-424, рис.8.4, а), в котором проникновение технологической среды в зону резания, как правило, реализуется путем захвата жидкости поверхностями абразивных зерен (АЗ) в момент ее движения через гидравлический клин, образованный в зоне шлифования. Эффективность этого способа во многом зависит от степени заполнения жидкостью клиновидной зоны между шлифовальным кругом (ШК) и заготовкой.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе сопло для подачи СОЖ находится вне обрабатываемого отверстия, что затрудняет доступ СОЖ в зону резания и отвод выделившейся при шлифовании теплоты.
Известен способ, реализованный в устройстве для подачи СОЖ струйно-напорным внезонным способом (см. Смазочно-охлаждающие технологические средства и их применение при обработке резанием: справочник. / Под общей редакцией Л.В.Худобина. - М.: Машиностроение, 2006. - С.424; Худобин Л.В. Техника применения смазочно-охлаждающих средств в металлообработке. / Л.В.Худобин, Е.Г.Бердичевский. - М.: Машиностроение, 1977. - С.147, рис.102), в котором струя СОЖ, обладая большой кинетической энергией (при давлении 2…10 МПа и более), пробивает воздушные пограничные слои, генерируемые быстровращающимся ШК, и с достаточно большой силой воздействует на его рабочую поверхность вдали от зоны резания, очищая поры и абразивные зерна от отходов шлифования. СОЖ подают на рабочую поверхность ШК вне зоны резания через одно или несколько сопел, при этом на поверхности круга образуются смазочные пленки эффективной толщины. СОЖ осуществляет в полной мере моющее и смазочное действия, в результате чего засаливание и износ круга сводятся к минимуму, а трение между кругом и заготовкой уменьшается.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что для обеспечения необходимого давления необходимы надежные насосы высокого давления для подачи СОЖ. На практике этот способ подачи используется сравнительно редко из-за дефицита таких насосов и необходимости тщательной очистки подаваемой жидкости от механических примесей.
Наиболее близким к заявленному изобретению по совокупности признаков является выбранный в качестве прототипа способ подачи СОЖ (см. Ящерицын П.И. Скоростное внутреннее шлифование. / П.И.Ящерицын, И.П.Караим. - Минск: Наука и техника, 1980. - С.246, рис.8.2а), в котором при попутной схеме резания СОЖ дополнительно подается через второе сопло под давлением 1…1,5 МПа в зону образования гидродинамического клина, что положительно влияет на тепловые процессы в зоне шлифования.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе суммарный расход СОЖ увеличивается в 3…4 раза по сравнению с подачей СОЖ поливом в клиновидную зону. Для реализации данного способа подачи СОЖ необходимо увеличить емкости для жидкости в централизованной системе подачи СОЖ в 1,5…2 раза и на 30…40% повысить давление в нагнетающей магистрали, через которую СОЖ подается к станкам. Если же станок оснащен индивидуальной установкой для подачи СОЖ, то необходимо использовать надежные насосы высокого давления для подачи СОЖ и тщательно очищать подаваемую жидкость от механических примесей.
Сущность изобретения заключается в следующем.
Снижение теплонаряженности процесса абразивной обработки является особенно актуальным при ВШ, отличающемся стесненностью тепломассопереноса и локализаций выделившейся в контактной зоне теплоты в тонких поверхностных слоях заготовки и инструмента, приводя к образованию дефектов, снижающих эксплутационные свойства изготовленных деталей, и к быстрой потере инструментом работоспособности.
Между тем, резкое повышение в последнее время стоимости абразивных инструментов (ШК) сделало особенно актуальной проблему повышения их стойкости, а с ужесточением экологического законодательства и возрастанием стоимости и дефицита нефтепродуктов на передний план выходит проблема экономии и рационального использования СОЖ.
Технический результат - повышение качества деталей и производительности ВШ заготовок.
Указанный технический результат при осуществлении изобретения достигается тем, что заявляемый способ, как и известный способ (прототип), включает одновременную подачу СОЖ в зону образования гидродинамического клина и выхода АЗ из зоны резания.
Особенность заключается в том, что СОЖ гарантированно попадает в зоны резания и выхода АЗ из контакта с заготовкой при помощи клиновидного дугообразного сопла по всей длине обрабатываемого цилиндрического отверстия. Это позволяет в полной мере реализовать известные функциональные свойства используемой СОЖ в каждой из указанных зон, при этом СОЖ облегчает процесс самозатачивания шлифовального круга: по данным монографии Кулаков Ю.М. Предотвращение дефектов при шлифовании. / Ю.М.Кулаков, В.А.Хрульков, И.В.Дунин-Барковский. - М.: Машиностроение, 1975. - С.12, после выхода из зоны резания АЗ охлаждаются СОЖ, в результате чего от поверхности АЗ откалываются микроскопические частицы, т.е. происходит самозатачивание ШК.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата
На чертежах представлены: фиг.1 - схема ВШ с подачей СОЖ в зоны образования гидродинамического клина и выхода АЗ из контакта с заготовкой при помощи клиновидного дугообразного сопла; фиг.2 - разрез А-А по фиг.1: схема расположения сопла при выходе (перебеге) ШК за торцы обрабатываемого отверстия.
Способ подачи СОЖ заключается в том, что в зоны образования гидродинамического клина и выхода шлифовального круга 1 из зоны контакта АЗ с цилиндрически отверстием заготовки 2 поливом (свободно падающей струей) через клиновидное дугообразное сопло 3, расположенное в серповидном пространстве, образованном рабочей поверхностью шлифовального круга 1 и обрабатываемой поверхностью заготовки 2, подают СОЖ (фиг.1) по всей длине обрабатываемой поверхности заготовки в течение всего цикла шлифования; дугообразное клиновидное сопло перемещают вместе со шлифовальным кругом вдоль оси обрабатываемого цилиндрического отверстия в серповидном пространстве; таким образом, СОЖ гарантированно транспортируется в зоны шлифования и выхода АЗ из контакта с обрабатываемой заготовкой 2, благодаря чему в полном объеме реализуются все функциональные свойства используемой СОЖ, а теплосиловая напряженность обработки снижается. Кроме того, шлам, расположенный в межзеренном пространстве шлифовального круга 1, вымывается СОЖ по всей длине обрабатываемого отверстия заготовки 2 (фиг.2).
Все это улучшает условия внутреннего шлифования, облегчает процесс самозатачивания шлифовального круга, способствует увеличению периода стойкости шлифовального круга и обеспечению требуемого качества шлифованной детали за счет полной реализации функциональных свойств используемой СОЖ, улучшаются санитарно-гигиенические условия благодаря уменьшению разбрызгивания СОЖ.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ВНУТРЕННЕМ ШЛИФОВАНИИ | 2008 |
|
RU2383430C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2008 |
|
RU2376126C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2009 |
|
RU2419533C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2008 |
|
RU2367557C1 |
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ С ПРОДОЛЬНОЙ ПОДАЧЕЙ | 2008 |
|
RU2359803C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2008 |
|
RU2400348C2 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1999 |
|
RU2162787C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ТВЕРДОГО СМАЗОЧНОГО МАТЕРИАЛА НА ШЛИФОВАЛЬНЫЙ КРУГ | 2008 |
|
RU2359807C1 |
| УСТРОЙСТВО ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2004 |
|
RU2271920C1 |
| Устройство подачи смазочно-охлаждающей жидкости при плоском шлифовании периферией круга | 2019 |
|
RU2708485C1 |
Изобретение относится к области машиностроения и может быть использовано при внутреннем шлифовании заготовок из различных материалов с подачей смазочно-охлаждающих жидкостей (СОЖ). Одновременно подают СОЖ поливом в зоны образования гидродинамического клина и выхода абразивных зерен шлифовального круга из контакта с обрабатываемой заготовкой. Подачу осуществляют по всей длине обрабатываемой поверхности заготовки в течение всего цикла шлифования через дугообразное клиновидное сопло. Последнее перемещают вместе со шлифовальным кругом вдоль оси обрабатываемого цилиндрического отверстия заготовки в образованном рабочей поверхностью шлифовального круга и обрабатываемой поверхностью заготовки серповидном пространстве без выхода сопла за торцы обрабатываемой заготовки. В результате повышается качество и производительность внутреннего шлифования заготовок. 2 ил.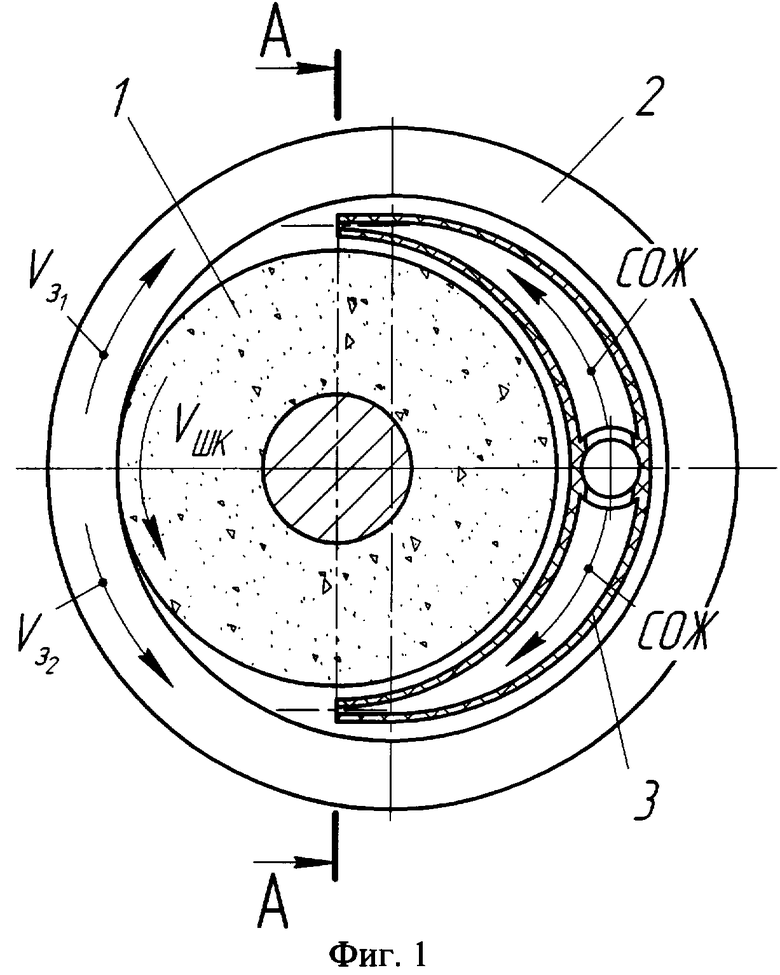
Способ подачи смазочно-охлаждающей жидкости (СОЖ) при внутреннем шлифовании, включающий одновременную подачу СОЖ поливом в зоны образования гидродинамического клина и выхода абразивных зерен шлифовального круга из контакта с обрабатываемой заготовкой, отличающийся тем, что СОЖ подают по всей длине обрабатываемой поверхности заготовки в течение всего цикла шлифования через дугообразное клиновидное сопло, которое перемещают вместе с шлифовальным кругом вдоль оси обрабатываемого цилиндрического отверстия заготовки в серповидном пространстве, образованном рабочей поверхностью шлифовального круга и обрабатываемой поверхностью заготовки, без выхода сопла за торцы обрабатываемой заготовки.
| ЯЩЕРИЦЫН П.И | |||
| и др | |||
| Скоростное внутреннее шлифование.- Минск: Наука и техника, 1980, с.246, рис.8.2а | |||
| Способ подачи смазочно-охлаждающей жидкости в зону при внутреннем шлифовании | 1989 |
|
SU1646821A1 |
| US 4561218 А, 31.12.1985 | |||
| DE 2846107 А1, 26.04.1979. | |||

