Изобретение относится к устройствам для охлаждения зоны резания при обработке металлов резанием, а именно к устройствам для подачи смазочно-охлаждающей жидкости (СОЖ) при внутреннем шлифовании (ВШ).
Известно устройство для подачи СОЖ при абразивной обработке - круглом наружном, плоском, внутреннем, бесцентровом, резьбо- и зубошлифовании и другим видам шлифования (а.с.№874322, МПК 3 B23Q 11/10, В24В 55/02, опубл. 23.10.81, №39), содержащее клиновидное сопло для подачи водной СОЖ-А в зону обработки поливом или другим способом, и дополнительное сопло для подачи небольшого количества масляной СОЖ-Б к обрабатываемой поверхности заготовки, что позволяет подавать СОЖ поэтапным способом и полностью реализовать на одной операции шлифования технологический потенциал двух различных по составу СОЖ, при этом обеспечивается такая же производительность шлифования и качество поверхности деталей, что и при подаче масляной СОЖ поливом в течение всего цикла шлифования, а расход масляной СОЖ ничтожен, что снимает препятствия санитарно-гигиенического и экономического плана, возникающие при шлифовании с подачей масляных СОЖ поливом.
К недостаткам описанного выше аналога относится:
1. Затруднена подача СОЖ в зону резания при ВШ из-за неблагоприятного соотношения диаметров шлифуемого отверстия и шлифовального круга (ШК). Например для обработки отверстия диаметром D=55 мм, по справочнику (Кащук В.А., Верещагин А.Б. Справочник шлифовщика. - М.: Машиностроение, 1988. - С.282, табл.14 и с.32, табл.14) выбирают шлифовальный круг 1 типоразмера 5-40×32×13. Следовательно, остается зазор между ШК и обрабатываемым отверстием 15 мм, что делает практически невыполнимой задачу эффективной подачи СОЖ из-за невозможности размещения известного устройства для подачи СОЖ в рабочей зоне таких малых размеров. В результате этого качество шлифованных заготовок ухудшается.
2. Сложность ситуации с эффективной подачей СОЖ в зону резания усугубляется тем, что воздушные потоки, генерируемые ШК, препятствуют попаданию СОЖ на его рабочую поверхность (РП).
Наиболее близким устройством того же назначения к заявленному изобретению является устройство для подачи СОЖ струйно-напорным внезонным способом при внутреннем шлифовании (см. Худобин Л.В. Техника применения смазочно-охлаждающих средств в металлообработке. / Л.В.Худобин, Е.Г.Бердичевский. - М.: Машиностроение, 1977. - С.147, рис.102), принятое за прототип. Устройство смонтировано на корпусе шпинделя и перемещается вместе с ним возвратно-поступательно вдоль оси шлифуемой заготовки, закрепленной в патроне. Устройство содержит хомутик, жестко закрепленный на корпусе шпинделя, кронштейн, установленный в прорези хомутика, штуцер и многоканальное сопло, размещенное в пространстве, образованном рабочей поверхностью ШК и обрабатываемой поверхностью заготовки. Струи СОЖ, подаваемой под повышенным по сравнению с подачей СОЖ поливом давлении, пробивают воздушные пограничные слои, окружающие ШК, и воздействуют на его РП, эффективно осуществляя все функциональные действия, присущие СОЖ, - смазочное, моющее, охлаждающее и демпфирующее. В результате засаливание и износ ШК сводятся к минимуму и создаются условии для повышения производительности обработки шлифованием.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства, принятого за прототип, относятся:
1. Для обеспечения работоспособности устройства необходимы надежные насосы повышенного давления. На практике это устройство (прототип) используется сравнительно редко из-за дефицита и относительно высокой стоимости таких насосов.
2. Необходима тщательная, а поэтому и дорогостоящая очистки подаваемой СОЖ от механических и иных примесей.
Сущность изобретения заключается в следующем.
Снижение теплонаряженности процесса абразивной обработки является особенно актуальным при ВШ, отличающемся стесненностью тепломассопереноса и локализацией выделившейся в контактной зоне теплоты в тонких поверхностных слоях заготовки и инструмента, приводя к образованию дефектов, снижающих эксплутационные свойства изготовленных деталей, и к быстрой потере инструментом режущей способности.
Между тем, резкое повышение в последнее время стоимости абразивных инструментов (ШК) сделало особенно актуальной проблему повышения их стойкости, а с ужесточением экологического законодательства и возрастанием стоимости и дефицита нефтепродуктов на передний план выходит проблема экономии и рационального использования СОЖ.
Одним из путей решения указанной проблемы является рационализация применения СОЖ.
Технический результат - повышение качества деталей и производительности ВШ заготовок.
Указанный технический результат при осуществлении изобретения достигается тем, что заявляемое устройство как и известное устройство (прототип) содержит сопло, размещенное в пространстве, образованном рабочей поверхностью ШК и обрабатываемой поверхностью заготовки.
Особенность заключается в следующем:
1. Через серповидное сопло с двумя щелевыми отверстиями СОЖ одновременно подается поливом в зоны образования гидродинамического клина и выхода AЗ из зоны резания по всей длине обрабатываемого цилиндрического отверстия. Это позволяет в полной мере реализовать функциональные свойства используемой СОЖ в каждой из указанных зон, а теплосиловая напряженность обработки снижается. Кроме того, шлам, расположенный в межзеренном пространстве ШК, вымывается СОЖ по всей площади его РП.
2. Серповидное сопло в результате создания двух противоположно направленных потоков СОЖ обеспечивает вращение ШК и обрабатываемой поверхности заготовки в жидкостной ванне, создает условия для равномерного движения потоков СОЖ в зоны образования гидродинамического клина и выхода АЗ из зоны резания, уменьшает влияние воздушных потоков, образованных быстровращающимся ШК.
3. Улучшаются санитарно-гигиенические условия благодаря уменьшению разбрызгивания используемой СОЖ.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата.
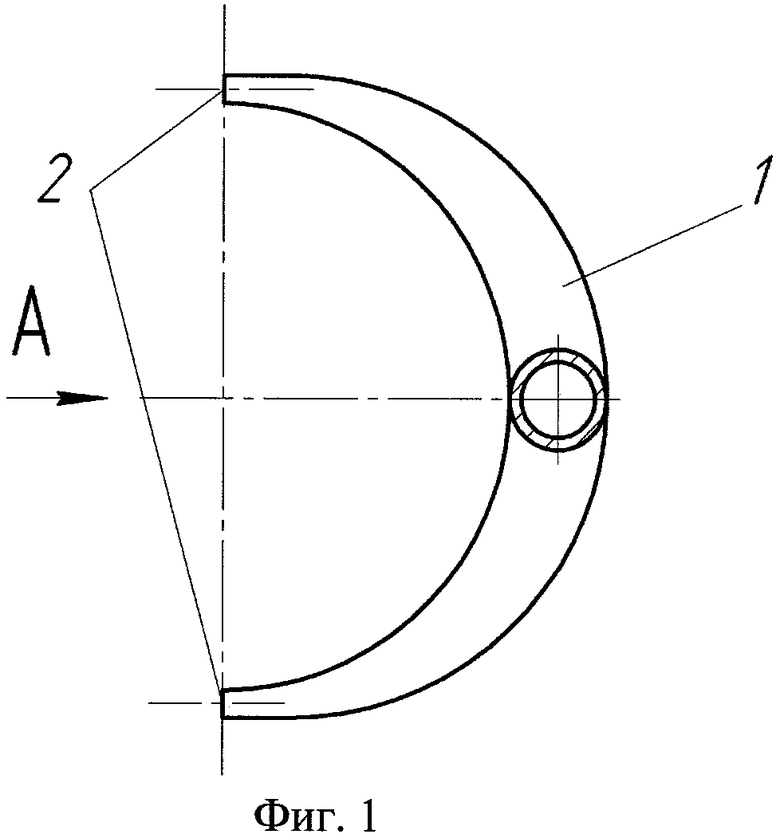
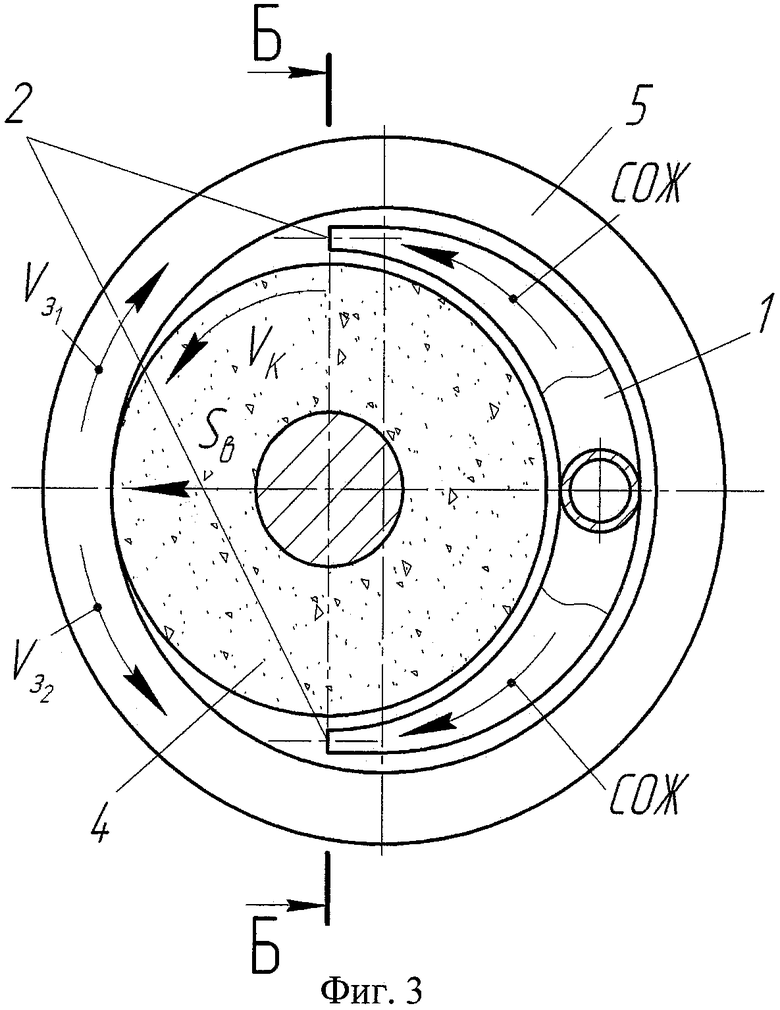
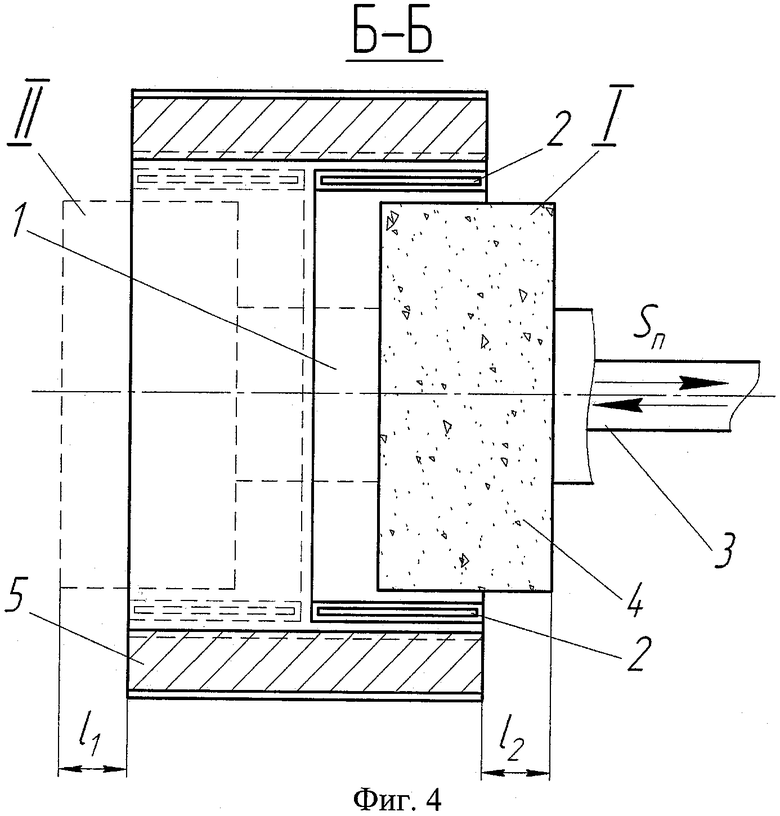
На чертежах представлены: фиг.1 - главный вид серповидного сопла; фиг.2 - вид А по фиг.1; фиг.3 - схема ВШ с подачей СОЖ в зоны образования гидродинамического клина и выхода AЗ из контакта с заготовкой через серповидное сопло; фиг.4 - разрез Б-Б по фиг.2: схема расположения серповидного сопла при выходе (перебеге) ШК за торцы обрабатываемого отверстия.
Устройство для подачи СОЖ содержит серповидное сопло 1 (фиг.1), имеющее два щелевых отверстия 2, через которые СОЖ поливом одновременно подается в зоны образования гидродинамического клина и выхода AЗ из зоны резания, и трубопровод 3 (фиг.2) для подвода СОЖ к серповидному соплу 1.
Работа устройства осуществляется следующим образом.
СОЖ поливом подают через серповидное сопло 1 одновременно в зоны образования гидродинамического клина и выхода АЗ из зоны резания (см. фиг.3). Шлифовальный круг 4 перемещается из положения I в положение II со скоростью продольной подачи Sn, после чего он возвращается в положение I и далее совершает такие же возвратно-поступательные движения с перебегами l1 и l2, осуществляя процесс ВШ (см. фиг.4); при этом серповидное сопло 1 перемещается вместе с шлифовальным кругом 4 в пространстве, образованном РП шлифовального круга 4 и обрабатываемой поверхностью заготовки 5, не выходя за ее левый и правый торцы. В процессе ВШ шлифовальный круг 4 и серповидное сопло 1 одновременно перемещаются в начале каждого двойного хода в перпендикулярном к его оси направлении на величину врезной (поперечной) подачи Sв (на величину припуска, снимаемого за каждый рабочий ход шлифовального круга 4) (см. фиг.3).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2009 |
|
RU2419533C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ВНУТРЕННЕМ ШЛИФОВАНИИ | 2008 |
|
RU2359809C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ВНУТРЕННЕМ ШЛИФОВАНИИ | 2008 |
|
RU2383430C1 |
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ С ПРОДОЛЬНОЙ ПОДАЧЕЙ | 2008 |
|
RU2359803C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2008 |
|
RU2367557C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2008 |
|
RU2400348C2 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1999 |
|
RU2162787C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ТВЕРДОГО СМАЗОЧНОГО МАТЕРИАЛА НА ШЛИФОВАЛЬНЫЙ КРУГ | 2008 |
|
RU2368488C1 |
| Устройство подачи смазочно-охлаждающей жидкости при плоском шлифовании периферией круга | 2019 |
|
RU2708485C1 |

Изобретение относится к области абразивной обработки и может быть использовано на операциях шлифования заготовок для подачи СОЖ в зону внутреннего шлифования. Устройство содержит сопло, размещенное в пространстве, образованном рабочей поверхностью шлифовального круга и обрабатываемой поверхностью заготовки. Сопло выполнено серповидным с двумя щелевыми отверстиями с возможностью одновременной подачи через них СОЖ поливом в образуемые в упомянутом пространстве зоны гидродинамического клина и выхода абразивных зерен шлифовального круга из зоны резания. В результате повышаются качество и производительность внутреннего шлифования заготовок. 4 ил.
Устройство для подачи смазочно-охлаждающей жидкости (СОЖ) в зону внутреннего шлифования, содержащее сопло, размещенное в пространстве, образованном рабочей поверхностью шлифовального круга и обрабатываемой поверхностью заготовки, отличающееся тем, что сопло выполнено серповидным с двумя щелевыми отверстиями с возможностью одновременной подачи через них СОЖ поливом в образуемые в упомянутом пространстве зоны гидродинамического клина и выхода абразивных зерен шлифовального круга из зоны резания.
| ХУДОБИН Л.В | |||
| и др | |||
| Техника применения смазочно-охлаждающих средств в металлообработке | |||
| - М.: Машиностроение, 1977, с.147, рис.102 | |||
| Способ подачи смазочно-охлаждающей жидкости в зону при внутреннем шлифовании | 1989 |
|
SU1646821A1 |
| US 4561218 A, 31.12.1985 | |||
| DE 2846107 A1, 26.04.1979. | |||

