Изобретение относится к машиностроению, касается холодной обработки металлов резанием,и может быть использовано при обработке любых деталей на кругло-, плоско-, бесцент ровошлифовальных и других cTaHkax, работающих вращающимсяабразивным -инструментом. Известен способ охлаждения при шлифовании, при котором смазочноохлаждающую жидкость (воздушно-жидкостную смесь) в виде плоской веерообразной струи подают вне зоны обработки на рабочую поверхность круга под углом к радиусу и против направления его вращения ClЦ. Недостатком этого способа является то, что струя мелкодисперсной воздушно-жидкостной смеси не может устранить засаливание шлифовального Kfyra (удаление с его рабочей поверх ности налипов металла и отходов шлифования) : кинетической энергии струи воздушно-жидкостной смеси недостаточно/ чтобы преодолеть окружные и торцовые воздушные Потоки, а также, чтобы удалить с поверхности абразивных зерен налипы металла, а из пор отходы шлифования в виде металлической стружки, частиц абразива и связки, Цель изобретения - повышение износостойкости шлифовального круга. Поставленная цель достигается тем, что согласно способу охлаждения при шлифовании, при котором смазочно-охлаждающую жидкость (СОЖ) подают вне зоны обработки под углом к радиусу круга, СОЖ подают через несколько равномерно расположенных относительно рабочей поверхности круга сопел, углы наклона которых выбирают неравными друг другу в диапазоне от положительных значений до отрицатель ных. На фиг.1 изображено устройство для ресшизации способа, общий вид; на фиг.2 - схема охлаждения струйнонапорным способом через многоканальное сопло. Сопла 1 равномерно расположены относительно рабочей поверхности круга 2, углы наклона (/а, РЗ , /ij) которых выбирают неравными друг Другу. Углы наклона р находятся в диапазоне от положительных значений до отрицательных. Центральный угол ot- угол, соответствующий дуге, за время прохождения которой на абразивных элементах образуют ся защитные пленки эффективной толщины. Струи СОЖ через сопла 1 с определенным усилием воздействуют на рабочую поверхность шлифовального круга 2, имеющего защитныйкожух 3. Сущность предложенного способа охлаждения заключается в следующем. СОЖ под давлением подается на рабочую поверхность шлифовального круга 2 вне зоны обработки через несколько сопел 1 (фиг.1). Струи СОЖ, обладающие большой кинетической, энергией, пробивают воздушный поток, окружающий шлифовальный круг 2 и с-определенным усилием воздействуют на рабочую поверхность.круга 2, очищая абразивные зерна и поры от налипов металла и отходов шлифования. Благодаря наличию нескольких сопел 1, расположенных под различными углами /ь к соответствующим радиусам круга 2, обеспечивается эффективная очистка и смачивание всей рабочей поверхности круга 2. За время прохождения абразивными зернам дуги, соответствующей центральному углу d, на них образуются защитные пленки эффективной толщины. Таким образом, СОЖ осуществляет в полной мере моющее и смазочное действия; засаливание круга 2 исключается, а трение между кругом 2 и шлифуемой заготовкой уменьшается. Способ охлаждения заготовки зависит от условий шлифования. Если подача СОЖ напорной струей производится через многоканальное сопло 1 {фиг.2), то расход СОЖ достаточно велик и шлифовальный круг 2 выносит из-под кожуха 3 (фиг.1) поток жидкости, попадающий на обрабатываемую заготовку. Использование предлагаемого способа охлаждения обеспечит уменьшение износа, затупления и засаливания шлифовального круга и тем сгшым увеличение его работоспособности и повЕвиенне производительности.
Фиг. 2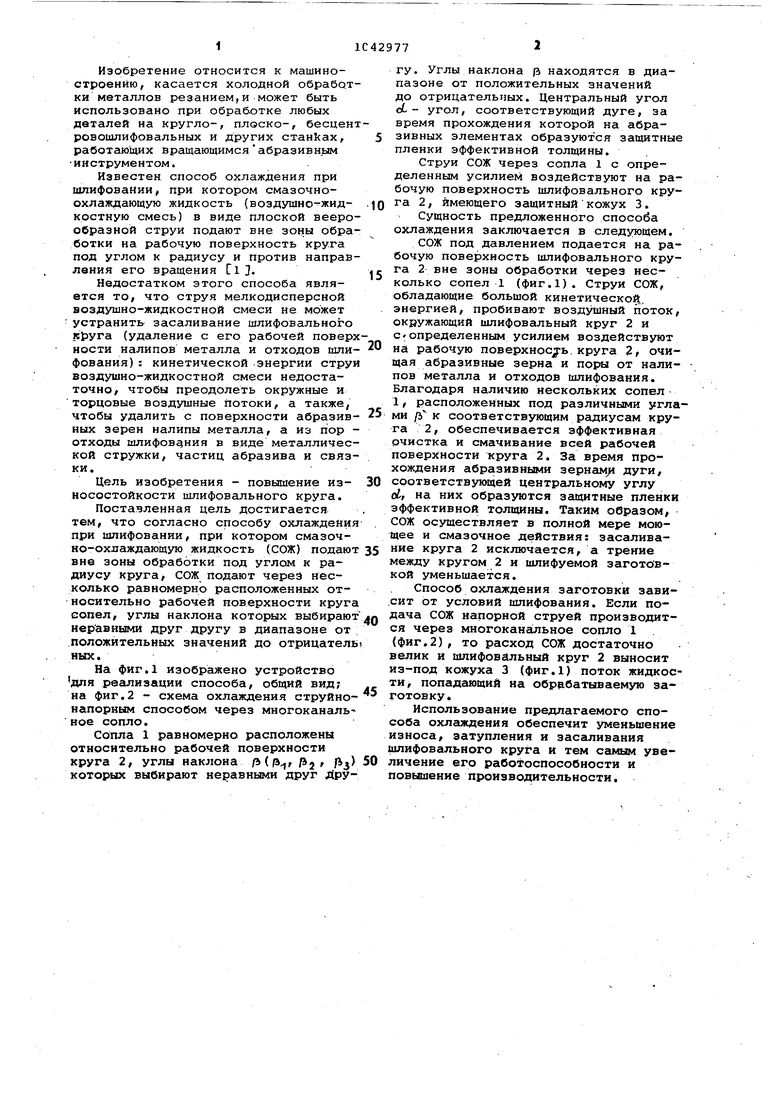
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ВНУТРЕННЕМ ШЛИФОВАНИИ | 2008 |
|
RU2359809C1 |
| СПОСОБ ОЧИСТКИ ЗАСАЛЕННЫХ ШЛИФОВАЛЬНЫХ КРУГОВ ПРИ БЕСЦЕНТРОВОМ ВРЕЗНОМ ШЛИФОВАНИИ | 2001 |
|
RU2201328C2 |
| СПОСОБ ОЧИСТКИ ЗАСАЛЕННЫХ ШЛИФОВАЛЬНЫХ КРУГОВ ПРИ ПЛОСКОМ МАЯТНИКОВОМ ШЛИФОВАНИИ | 2001 |
|
RU2201327C2 |
| УСТРОЙСТВО ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2004 |
|
RU2271920C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ С ГИДРОАБРАЗИВНОЙ ОЧИСТКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2190515C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ВНУТРЕННЕМ ШЛИФОВАНИИ | 2008 |
|
RU2383430C1 |
| Устройство подачи смазочно-охлаждающей жидкости при плоском шлифовании периферией круга | 2019 |
|
RU2708485C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2008 |
|
RU2376126C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ ШЛИФОВАНИЯ | 2004 |
|
RU2274539C1 |
| Способ абразивной обработки | 1982 |
|
SU1030150A1 |
СПОСОБ ОХЛАЖДЕНИЯ ПРИ ШЛИФОВАНИИ, при котором смазочно-охлаж дающую жидкость подают вне зоны обработки под углом к радиусу круга, отличающийся тем, что, с целью повышения износостойкости круга, смазочно-охлаждающую жидкость подают через несколько равномерно расположенных относителбно рабочей поверхности кругасопел, углы наклона которых выбирают неравными друг другу в диапазоне от положительных значений до отрицательных. 9 4 Ю СО : v А 0tii.f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 1995 |
|
RU2080206C1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
