« ; Изобретение относится к области машиностроения, а именно, к обработке металло резанием, и может быть использовано на всех метагшообрабатьгеанзщих предприятиях, применяющих абразивную обработку (круглое наружное шлифование, плоское и внзгтренее шлифование, заточка и др). Известен способ абразивной обработки деталей, включающий подачу хладагента в зону шлифования через поры круга. В качестве хладагента использз тся сжиженные газы lj . Недостатком известного способа является большая степень прижогообразования при обработке деталей из Труднообрабатываемых материалов. Целью изобретения является улень j шение опасности прижогообразования при абразивной обработке титановых сплавов и других труднообрабатываемых материалов. Цель достигается тем, что в способе абразивной обработки, включающем подачу газа в зону шлифования через поры круга, в качестве газа используют инертный газ, который подают с расходом 3,5-4,0 л/мин на 10 мм высоты шлифовального круга, а одновременно с газом на шлифуемую поверхность детали вне зоны шлифования подают смазочно-охлаждаю щую жидкость (СОЖ) с расходом 35 л/мин на 10 мм высоты шлифоваль ноГо.круга. . При вращении шлифовального круга вокруг него создается пограничный слой воздуха. С увеличением тем пературы шлифования химическая акти ность воздуха возрастает, при этом кислород и азот воздуха начинают интенсивно поглощаться шлифуемой по верхностью титановой заготовки, В результате этого резко возрастает адгеэионно-х;имическое взаимодействи обрабатываемого титанового материала с рабочей поверхностью шлифоваль ного круга, его режущая способность снижается, а качество шлифуемой поверхности заготовки ухудшается. В предложенном способе нейтрализация азота и кислорода воздуха непосредственно в зоне контакта абразивных зерен с металлом производится подачей через поры вращающегося шлифовального круга с небольшим рас , ходом инертного газа (например арго на, углекислого газа) в погранич71ный слой воздуха при этом создается газовая защитная атмосфера, препятствующая в определенной мере налипанию частиц металла на рабочую поверхность шлифовального круга. Способ поясняется чертежом и реализуется следующим образом. Во вращающийся пористый абразивный круг 1, закрепленный жестко на шпинделе 2 и планшайбе 3, имеющей осевую полость и несколько радиальных отверстий 4, от баллона или централизованной системы (на чертеже не показаны) подается инертный газ с расходом 3,5-4,0 л/мин на 10 мм высоты шлифовального круга. Расход инертного газа регулируется с помощью дросселя 5 и расходомера 6. Одновременно водная СОЖ от электронасоса или из централизованной системы (на чертеже не показаны) подается вне зоны контакта круга 1 с заготовкой 7 свободно падающей струей через сопло 8 с расходом 3-5 л/мин на 10 мм высоты шлифовального круга. Торцовые поверхности шлифовального круга для предотвращения непроизводительных потерь инертного газа герметизируются (например, покрываются нитрокраской) . Инертный газ, в лходя через радиальные отверстия 4 планшайбы 3, под действием некоторого избыточного давления газа и центробежных сил выходит на периферию (рабочую поверхность) шлифовального круга и вытесняет воздух из пограничного слоя, тем самым создавая требуемую газовую защитную атмосферу непосредственно в зоне контакта абразивного зерна с обрабатьгоаемым материешом. Кроме того, охлаждение СОЖ, подаваемой поливом, осуществляется медленнее, через газовую среду, а не в результате контакта металла с жидкостью. Поэтому качество шлифованной поверхности титановых заготовок улучшается (исключается появление трещин, снижается интенсивность прижогов, повьш1ается усталостная прочность материала). Экспериментальная проверка предложенного способа была проведена на установке, смонтированной на базе заточного станка ЗБ642. П1лифовали титановый сплав ВТ1-0 кругом ПП200Х20Х32 характерис
тики 24А25СМ27К5 с окружной скороетью круга VK 30 м/с, продольной подачей стола бпр 2,6 м/мин, вертикальной подачей круга на врезание 1ц 0,01 мм/дв. ход.
В качестве СОЖ, подаваемой в зону шлифования поливом с расходом 3-5 л/мин на 10 мм высоты абразивного круга, использовали 3%-ный водный раствор продукта Аквол-10М.
В качестве газовой технологической среды, подаваемой через поры круга, использовались инертные газы; аргон, углекислый газ, азот.
В ходе экспериментов было установлено, что при использовании аргона, углекислого газа величина критического бесприжогового припуска Zg увеличивается до 0,2 мм без заметного ухудшения шероховатости
шлифованной поверхности по сравнению со шлифованием в тех же исходных условиях, но без подачи газа через поры круга, при котором величина критического бесприжогового припуска ZCH составляет лишь 0,1 мм.
Следует отметить, что примене ние в качестве газовой среды азота в тех же условиях уменьшает величину 7 до 0,05 мм, на шлифованной по верхности появляются прижоги, задиры, наклеп, увеличивается мощность шлифования.
Таким образом, использование описываемого способа позволяет : уменьшить степень прижогообразования путем создания те.пповой защиты рабочей поверхности абразивного круга.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2163186C2 |
| СПОСОБ СОВМЕЩЕННОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2150364C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТИ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ | 2015 |
|
RU2686974C2 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ МНОГОНИТОЧНЫМ КРУГОМ | 1999 |
|
RU2165340C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182067C2 |
| Устройство для пропитки и очистки шлифовального круга смазочно-охлаждающей жидкостью | 1981 |
|
SU990485A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПЛОСКОГО ТОРЦОВОГО ШЛИФОВАНИЯ | 1999 |
|
RU2154568C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182071C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182070C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182069C2 |
СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ, включающий подачу газа в зону шлифования через поры круга, отличающийся тем, что, с целью L .5 уменьшения степени прижогообразования при обработке деталей из труднообрабатываемых материалов путем создания газовой тепловой защиты рабочей поверхности абразивного круга, в качестве газа используют инертный газ, который подают с расходом 3,5-4,0 л/мин на 10 мм высоты шлифовального круга, а одновременно с газом на шлифуемую поверхность детали вне зоны шлифования подают смазочно-охлаждающую жидкость (СОЖ) с расходом. 3-5 л/мин на 10 мм высоты шлифовального кру га. (Л ю ел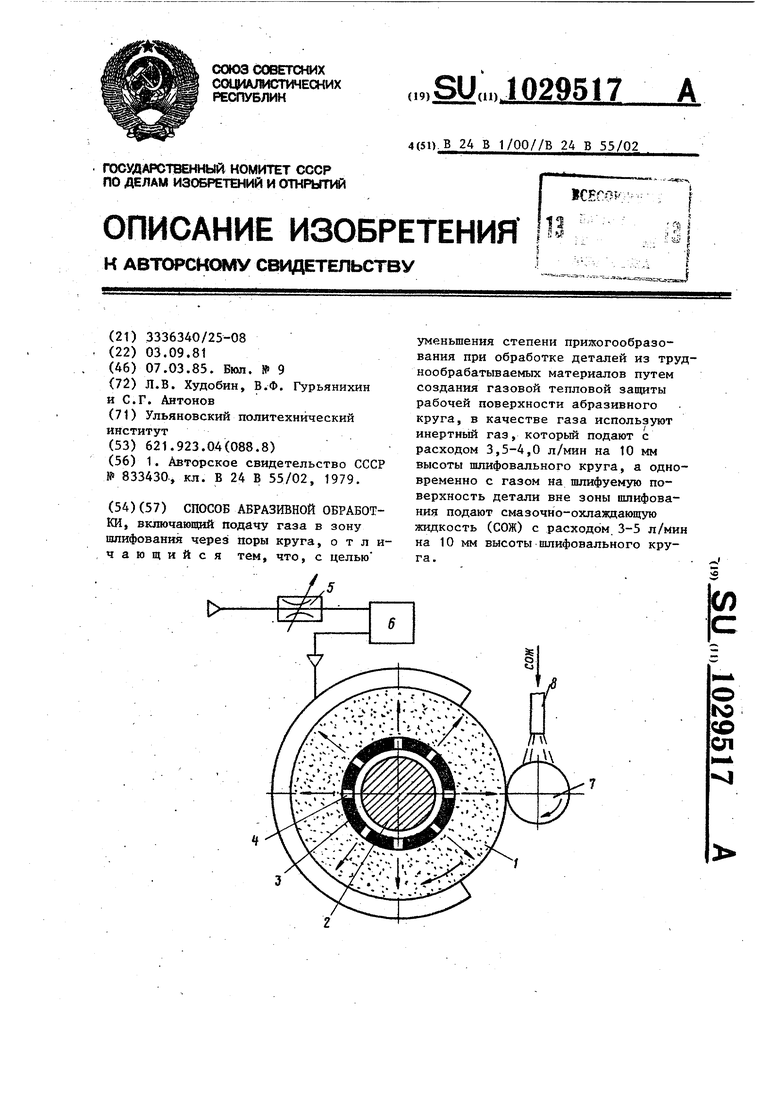
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ охлаждения зоны резания приАбРАзиВНОй ОбРАбОТКЕ | 1979 |
|
SU833430A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
