GO О 00
о

| название | год | авторы | номер документа |
|---|---|---|---|
| Двухполотенный ворсовый ткацкий станок | 1985 |
|
SU1291625A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОСЛОЙНЫХ ТКАНЕЙ | 1996 |
|
RU2084568C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТКАНИ НА ТКАЦКОМ СТАНКЕ | 1990 |
|
RU2096543C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОСЛОЙНЫХ ТОНКОСУКОННЫХ ТКАНЕЙ | 1991 |
|
RU2077620C1 |
| ТКАНЫЙ АРМИРУЮЩИЙ НАПОЛНИТЕЛЬ ДЛЯ ОБЪЕМНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2012 |
|
RU2523238C2 |
| Вязанотканое полотно и способ его изготовления | 1983 |
|
SU1585409A1 |
| Вязано-тканая лента, способ ее изготовления и вязально-ткацкий станок для осуществления способа | 1988 |
|
SU1516544A1 |
| СПОСОБ ФОРМИРОВАНИЯ ТКАНИ | 2003 |
|
RU2227184C1 |
| ЗЕВООБРАЗОВАТЕЛЬНЫЙ МЕХАНИЗМ ТКАЦКОГО СТАНКА | 1995 |
|
RU2114224C1 |
| СПОСОБ ТКАЧЕСТВА И ВЕРТИКАЛЬНАЯ ТКАЦКАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2726078C1 |

СПОСОБ ИЗГОТОВЛЕНИЯ ЖГУТА С ПАРАЛЛЕЛЬНЫМИ ОТВОДАМИ, при котором в шаблоне раскладывают провода, выводят из ша6ло(ш отводы, провода каждого нз которых соединяют между собой соответствушей связующей нитью при помощи скреплякшего устройства, после чего жгут извлекают из щаблона, отличающийся тем, что, с целью повьшения жгута, в качестве скрепляющего устройства используют ткацкий станок, при этом перед соединением проводов между собой шаблон с разложенными проводами соединяют при помощи оттяжных лент с товарным регулятором станка, а провода каждого из отводов соединяют с механизмом подачи основы посредством нитей, которые пропускают через галева ремиз, после чего включают станок и связующие нити i одновременно прокладывают утком между проводами всех отводов, а перед извлеW чением жгута из шаблона провода отсоединяют от нитей. 4 5
ФизЛ
Изобретение относится к электротехнике и может быть использовано в кабель ной, электротехнической и радиотехнической промьшшенности.
Известен способ изготовления жгута с параллельными отводами, при котором в шаблоне раскладывают провода, выводят из шаблона отводы, провода каждого из которых соединяют между собой соответствующей связующей нитью при помощи скрепляющего устройства, после чего жгут извлекают из шаблона, при этом в качестве скрепляющего устройства используют различные бандажировочны средства, позволяющие последовательно обмотать провода каждого из отводов и жгут соответствующей связующей нитью GI
Недостатком известного способа является снижение качества жгута, так как жгут и каждый отвод приобретает цилиндрическую форму и повышенную жесткостьна изгиб, что препятствует или затрудняет его использование для решения ряда задач, например при коммутации выдвижных электрических яциков, расположе1шьис на разных уровнях по высоте.
Целью изобретения является повыше}гае качества жгута за счет придания ему повышенной гибкости при выполнени каждого отвода в виде стабильной по .форме плоской тканой ленты.
Цель достигается тем, что согласно способу изготовления жгута с параллельными отводами, при котором в шаблоне раскладьюают провода, выводят из шаблона отводы, провода каждого из которы соединяют между собой соответствующей связующей нитью при помощи скрепляющего устройства, после чего жгут извлекают из шаблона, в качестве скрепляющего устройства используют ткацкий станокJ при этом перед соединением проводов между собой шаблон с разложенными проводами соединяют при помощ оттяжнзых лент с товарным регулятором станка, а провода каждого из отводов соединяют с механизмом подачи основы посредством нитей, которые пропускают через галева ремиз, после чего включают станок и связующие нити одновременно прокладывают утком между проводами всех отводов, а перед извлечением жг5гта из шаблона првода отсоединяют от нитей.
В качестве соединительных нитей можно использовать нити основы ткацкого станка.
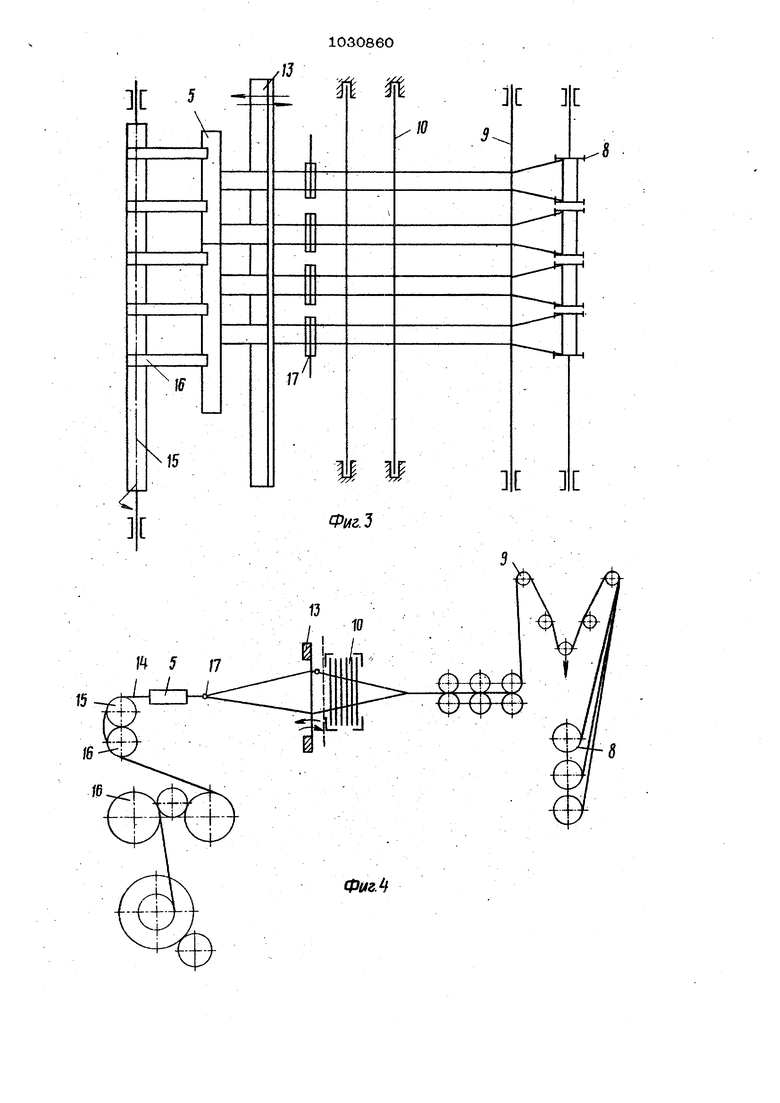
На фиг 1 предаставлена схема расположения проводов в отводах; на фиг. 2 жгут с отводами, общий вид; на фиг. 3 схема заправле1шого ткацкого станка, вид сверху; 1ю фиг. 4 - схема заправки станка, вид сбоку; на ф1гг. 5 - шаблон для раскладки проводов.
Жгут содержит отводы I - iV и т. д., расположенные под прямым утлом oi к продольной оси О-О жгута. Каждый отвод образован различными тешами проводников 1-4 (пунктиром показан контур шаблона 5){фиг. Ij.Контуры лентотканых отводов с расстояниями а отмечены позициями 6. Провода в отводах скреплены друг с другрм уточной (перевязочной) нитью 7, т. е. отводы представляют тканую структуру, в которой провода 1-4 служат нитями основы и переплетень уточной (перевязочной) нитью 7.
Способ изгозчэвления кабеля заключается в следующем.
Челночный лентоткацкий станок ТЛ-80-1 подготавливают к работе - за- правляют утком, устанавливают навойки с основой 8, проходящей через нитенапра- вители 9, которая пробирается в галева в соответствии с заправочной картой, проходя при этом зону ремизок 1О. В специальном шаблоне 5 (фиг. 5), состоящем из двух разъемных полых пластин с пазами 11, укладьгоают основной жгут с проводами 1 - 4, не образующий тканого переплетения. Шаблон с одной стороны имеет вырезы 12 для пропускания в них каждой группы проводов 1 - JV и т. д. Выбирается батан 13 для получения точного размера айв (точность
0 i 0,5 мм).
С другой стороны шаблона имеются прорези 14 для закрепления лент 15, которые пропускаются через товарный регулятор 16. Ленты 15 служат для поддерживания шаблона 5 и передачи движения. Выходящие с противоположной стороны шаблонавпроводники групп 1(/ прикрепляются к пробранным нитям осно вы в точках 17 (фиг. 4). В результате процесса ткачества группы I - IV преоб. рааууяся в тканую ленту определенной ширины и толщины путем переплетения их с уточной нитью 7. Длина лентотканого отвода немного больше заданной, что позволяет срездть концы и обеспечить новую выработку кабеля. Следующий, заново сформированный в шаблоне жгут с отводами закрепляется к нитям 31 основы и процесс повторяется. В зависимости от технологических требова1П1й можно снимать на груднице станка наклаоки и пропустить жгут через вальян и отрегулировать нитенаправители (хрус тапки) для равномерного натяжения (не показано). Преимуществами прецлагае лого жгута являются высокая механическая про чностъ отводов, отсутствие дополнительных утолщений на поверхности отводов, точность воспроизведения размеров, высокая компактность, удобство при присоединении к аппаратуре. Ойщйй контур жгута и отводов имеет прочное механическое крепление. При этом на станке возможны варианты изготовления одновременно до 42 отводов. В качестве примера можно привести матрицу (сочетания) проводников, образуюших жгут, экспериментально из. готовленный на ОТФ ВНИИТГП (см. таб лицу).
fi -, 60 Продолжение таблицы Уточной нитью служит комплексаая капроновая нить 15,6 текс, в основе 29 текс; 29 текс х 7; пряжа х кжчат бумажная 25 текс х 3; ме1|ный провод ПЭЛ диаметром 0,2 - 1,5 мм я хааав, в зависимости от варианта. Использование нитей основы для образования зева у проводов жгута позволяет:-исклюгчить циклические нагрузки на провода, так как нагрузка воспринимает ся нитями основы; -сохрвни1ъ изоляционное покрытие на проводах, так как исключается юс контакт и скольжение через глазки галев ремиз ввиду тогчэ, что в процессе псачества через галева ремиз перемещаются нити основы д, а не провода; -исключить операцщо повторной проборки при изготовлении второго, третьего и т. д. жгутов, так как после отсоединения проводов в точках 17 от шггеА основы 8 последние остаются на станке уже пробранными через галева ремиз; - использовать в жгуте провода рвэличного сечения. W 5 /7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Цибизов Н | |||
| И | |||
| Средства механизации изготовления и KOHTpoJfl жгутов электропроводов | |||
| М., 1962, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
