Изобретение относится к термической обработке металлов и может быть использовано в инструментально-штамповом производстве, например, при контурной закалке рабочих кромок мат риц разделительных штампов. Известно устройство для высокочас тотной закалки изделий фасонного про филя, содержсвдее корпус из диэлектри ка и прикрепленный к нему токопровод повторяющий профиль закаливаемоГ пОверхности, в котором по участкам токопровода выполнены радиальные разре зы и окна с размещенными в них магни топроводами, выполненными в соответствии с формой изделия 1. Однако при его использовании не обеспечивается Сс1морегулирование нагрева в зависимости от параметров элементов системы индуктор - изделие Это приводит к перегреву отдельных участков изделия и требует тщательной подгонки магнитопроводов. Наиболее близким к изобретению является устройство для индукционного контурного нагрева деталей под за калку, содержащее диэл ектрическую ванну для охлаждающей жидкости, ленточный индуктор и рабочий стол для размещения деталей. Устройство обеспечивает поочередный нагрев контуров рабочих кромок матрицы и условия са.морегулирования нагрева за счет перераспределения тока по высоте ленточного токопровода индуктора 2}. Однако при его использовании не обеспечивается возможность равномер- Иого нагрева деталей сложного профил когда деталь имеет два и более рядом расположенных йонтура. Это требует применения при поочередной закалке магнитных экранов и теплопроводных Эаглуилек. Однако возможностей и эффек тивность таких приемов также ограничены, поскольку в производственных УСЛОВИЯХ применяются матрицы, рабочие окна которых разделены малыми пе Ремычками (менее 5 мм), и в этом слу чае экранирование не может предотвра ,тить отпуск ранее закгшенных участков .. . Целью изобретения является повыше ние равномерности нагрева деталей сложного контура. Поставленная цель достигается тем что в устройстве ленточный индуктор снабжен по меньшей мере одним дополнительным ленточным токопроводом, концы которого закреплены на части ленточного индуктора перпендикулярно к его поверхности, образуя параллель ный электрический контур. На чертеже показано устройство в работе, общий вид. . Устройство содержит диэлектрическую ванну -1 с охлаждающей жидкодтьюг ленточный индуктор 2, соединенный с токоведущими шинами 3; дополнительные токопроводы, например, в виде С-образных лепестков 4, закрепленных своими концами на ленточном индукторе 2 и образующих с ним параллельные электрические цепи (С-образные лепестки закреплены на индуктор 2 в соответствии с расположением соседних контуров относительно основного) ; ферри товые стержни (магнитопроводы) 5, установленные в .полостях, образованных ленточным индуктором 2 и дополнительными токопроводами; рабочий стол 6 для размещения детали 7. Толщина перемычки между нагреваемыми контурами деталиоптимально должна быть не более (2,5-3) Дд для обеспечения наиболее равномерного охвата контура электромагнитным полем. Для наиболее равномерного перераспределения тока в токопроводах индуктора может быть использован ряд приемов, таких как, например, размещение фёрритовых с.тержней, или могут быть выполнены в токопроводе отверстия, надрезы и т.п. Работу на устройстве осуществляют следующим образом, Ленточный индуктор 2 с закрепленными на нем дополнительными токопроводами - С-обраэными лепестками 4 подключают к токоведущим шинам 3 источника нагрева. В полостях между ленточным индуктором и лепестками 4 при необходимости устанавливают магнитопроводы 5. На рабочем столе б размещают деталь 7, например матрицу разделительного штампа (на чертеже иэобргшсена тонкими линиями) , и совмещают нагреваемые контуры с контуром токопровода индуктора. Включают нагрев, После достижения требуемой температуры нагрева производят закалку погружением детали в охлаждающую жидкость и выключают источник нагрева. Ток, протекая по ленточному индуктору, на участках с дополнительными- токопроводами разделяется на два параллельных потока: один протекает по ленточному индуктору другой - по С-обраэному лепестку. В результате этого в нагреваемой детали индуктируются токи, огибающие кромки отверстий, расположенных в соответствии с С-о6разиыми лепестками. Следовательно, обеспечивается возможность одновременного нагрева основного контура и контуров рядом расположенных отверстий. Размещение магнитопроводов (например, фёрритовых стержней 5 при нагреве на радиочастотах) позволяет сконцентрировать магнитный поток непосредственно в рабочей кромке отверстий (особенно малого диаметра) , что повышает интенсивность их нагрева.
310310084
Эффективность использования пред-ния номенклатуры обрабатываемых
;лараемого устройства достигается заповьис матриц с применением ни- ;
счет расширения воз ожностей применегдукционного нагрева под зания контурной закалки, т.е. расшире-калку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для индукционного контурного нагрева деталей | 1983 |
|
SU1098107A1 |
| Устройство для индукционного контурного нагрева деталей | 1981 |
|
SU956578A1 |
| Устройство для индукционногоКОНТуРНОгО НАгРЕВА дЕТАлЕй | 1979 |
|
SU831810A1 |
| Индукционный нагреватель | 1983 |
|
SU1098959A1 |
| Устройство для индукционного контурного нагрева изделий | 1981 |
|
SU1014927A1 |
| Устройство для индукционного кон-ТуРНОгО НАгРЕВА дЕТАлЕй | 1979 |
|
SU827562A1 |
| Устройство для индукционногоКОНТуРНОгО НАгРЕВА дЕТАлЕй | 1979 |
|
SU819190A1 |
| Устройство для индукционного контурного нагрева деталей | 1976 |
|
SU595399A1 |
| Устройство для индукционного контурного нагрева деталей | 1980 |
|
SU973636A1 |
| Индукционный нагреватель | 1982 |
|
SU1025736A1 |
УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО КОНТУРНОГО НАГРЕВА ДЕТАЛЕЙ ПОД ЗАКАЛКУ, содержаадее диэлектрическую ванну для охлаящаюцей жидкости, ленточный индуктор и рабочий стол для размещения деталей, ртличаюшеес я IeM, что, с целью повышения равиомерности нагрева деталей сложного контура, ленточный индуктор снабжеи по меньшей мере одним дополнительным ленточным токопроводом, концы которого закреплены на части ленточного индуктора перпендикулярно к его поверхности, образуя параллельный электри.ческий контур. СО о о 00 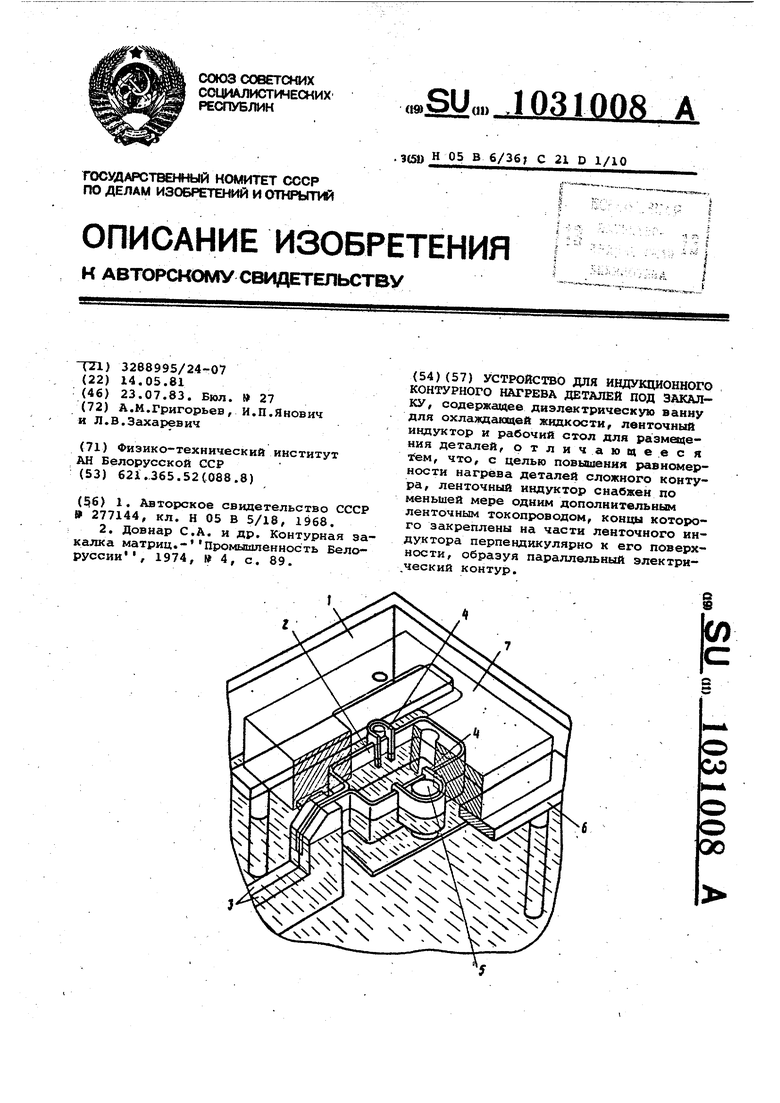
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| НАГРЕВАТЕЛЬНЫЙ ИНДУКТОР | 0 |
|
SU277144A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Довнар С.А | |||
| и др | |||
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| руссии | |||
