1109 Изобретение относится к термической обработке металлов и может быть использовано в инструмейтально-штамповом производстве, например при контурной закалке рабочих кромок матриц разделительных штампов. Известно устройство для индукционного контурного нагрева, содержащее диэлектрический корпус и закрепленный на нем токопровод, повторяющий профи нагреваемой поверхности 1 J. Недостатком данного устройства яв ляется то, что при его использовании не обеспечиваются условия саморегулирования нагрева. Это приводит к перегреву отдельных участков изделия и требует для выравнивания нагрева тщательной подгонки формы токопровод и магнитопроводов, размещаемых по отдельным участкам. : Наиболее близким к изобретению : является устройство для индукционного контурного нагрева деталей, содер жащее диэлектрическую ванну с охлаждающей жидкостью, рабочий стол для размещения нагреваемой детали и установленный над ним индуктор, выполненный в виде токопровода, соединенного с токоведущими щинами 2Л Использование известного устройств позволяет вести нагрев, с обеспечение условий саморегулирования за счет перераспределения тока по высоте токопровода индуктора при изменении температурного режима его работы. Недостатком известного устройства является то, что для нагрева каждого контура необходимо изготовление индивидуального токопровода. Это вле чет за собой значительные затраты, особенно при закалке режущих кромок матриц разделительных штампов, геометрическая форма контуров которых не повторяется от изделия к изделию Существенным недостатком является и то, что в процессе нагрева выступающ часть токопровода разогревается до высоких температур. Это зачастую приводит к оплавлению токопровода, особенно по участкам с узкими ответвлениями, Целью изобретения является расширение технологических возможностей устройства путем саморегулирования формы индуктора. Поставленная цель достигается тем, что в устройстве для индукционного контурного нагрева деталей. 7 содержащем диэлектрическую ванну с охлаждающей жидкостью, рабочий стол для размещения нагреваемой детали и установленный над ним индуктор, выполненный в виде токо- провода, соединенного с токоведущими шинами, токопровод индуктора выполнен из ртути и заключен в полую диэлектрическую камеру, в боковой стенке которой выполнены прорези для прохода токоведущих шин, а рабочий стол снабжён постоянным магнитом. На фиг.1 изображено устройство для нагрева режущих кромок матриц разделительных щтампов под контурную закалку; на фиг.2 - разрез А-А на фиг.1 (узла токоподвода). Устройство содержит диэлектрическую ванну 1 с охлаждающей жидкостью,, токоведущие шины 2, закрепленные на ванне 1, индукционный нагреватель в виде диэлектрической камеры 3, охватывающей шины 2, с размещенной в ней ртутью 4, контактирующей с шинами 2, окна 5, выполненные в диэлектрической камере 3, рабочий стол 6 для размещения нагреваемой детали с установленным на нем постоянным магнитом 7. Устройство работает следующим образом. Под камерой 3 с ртутью 4 размещают матрицу 8 (изображена тонкими линиями) разделительного штампа таким образом, чтобы один из участков рабочего контура находился под токоведущими щинами 2 (.по осиЫМ ). Матрицу 8 размещают на столе с магнитом 7. После взаимной ориентации матрицы и нагревателя включают нагрев, и при достижении требуемой температуры, нагрев прекращают и производят закалку. При размещении матрицы 8 на магнитной плите 7 рабочего стола 6 под кольцевой камерой 3 с размещенной в ней ртутью 4 под воздействием магнитного поля матрицы ртуть в камере перераспределяется и образует контур, соответствующий нагреваемому контуру детали. Перераспределение .ртути вдоль контура обеспечивается за счет концентрации магнитных силовых линий поля магнита 7 вдоль контура матрицы, поскольку магнитное сопротивление ферромагнитных материалов значительно ниже сопротивления окружающей среды. Таким образом, при размещении деталей с различными контурами, всегда будет образовываться токопровод, соответствующий тому или другому контуру детали. В процессе нагрева детали по мере потери ферромагнитных свойств материалов на том или другом участке при прохождении через точку Кюри происходит перераспределение сил электромагнитного взаимодействия в системе индуктор-деталь. Это приводит к смещению ртути на отдельных участках, т.е. происходит саморегулирование формь толопровода не только пе107 ред нагревом, но и в процессе нагрева, что благоприятно сказывается на выравнивании температуры нагрева вдоль контура. Таким образом, вьшолнение устройства с нагревателем в виде диэлектрической камеры с размещенной в ней ртутью обеспечивает его универсальность, устраняет необходимость изготовления токопровода индивидуально для каждого контура и обеспечивает саморегулирование формы токопровода в процессе нагрева в зависимости от физических параметров системы индуктор-деталь.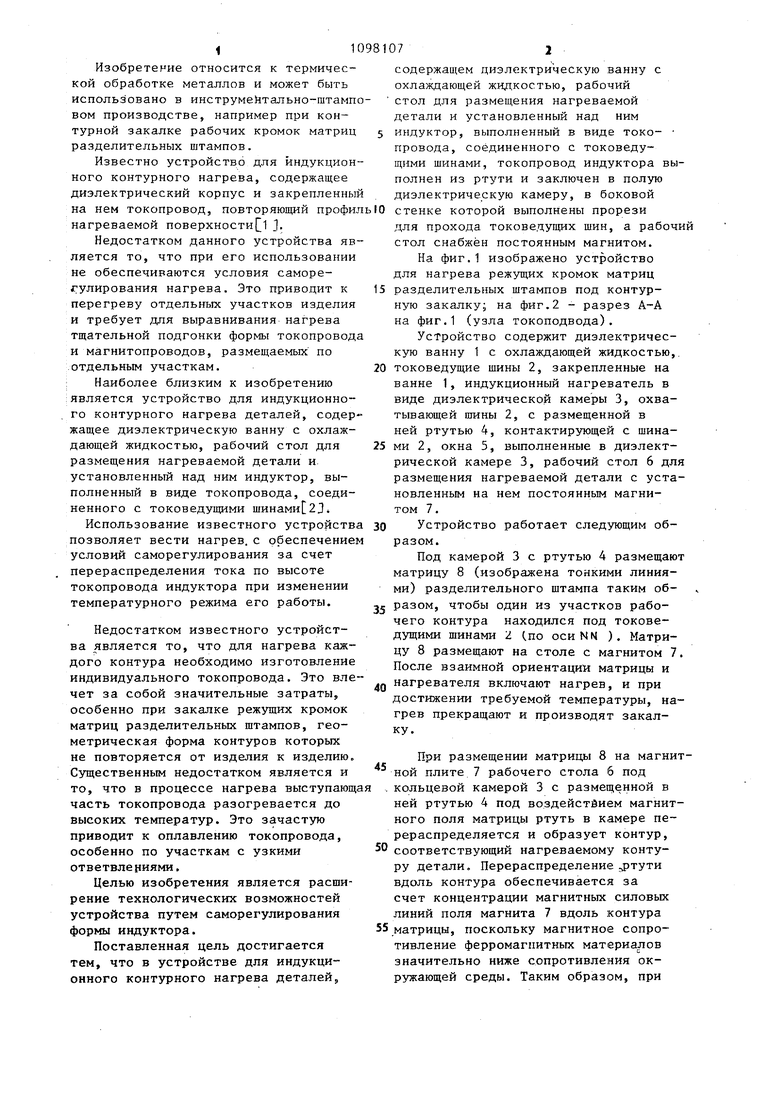

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для индукционного кон-ТуРНОгО НАгРЕВА дЕТАлЕй | 1979 |
|
SU827562A1 |
| Устройство для индукционного контурного нагрева изделий | 1981 |
|
SU1014927A1 |
| Устройство для индукционногоКОНТуРНОгО НАгРЕВА дЕТАлЕй | 1979 |
|
SU831810A1 |
| Устройство для индукционногоКОНТуРНОгО НАгРЕВА дЕТАлЕй | 1979 |
|
SU819190A1 |
| Устройство для индукционного контурного нагрева деталей | 1976 |
|
SU595399A1 |
| Устройство для индукционного контурного нагрева деталей | 1980 |
|
SU973636A1 |
| Устройство для индукционного контурного нагрева деталей под закалку | 1981 |
|
SU1031008A1 |
| Устройство для индукционного контурного нагрева деталей | 1981 |
|
SU956578A1 |
| Индукционный нагреватель | 1983 |
|
SU1098959A1 |
| Индукционный нагреватель | 1982 |
|
SU1025736A1 |
УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО КОНТУРНОГО НАГРЕВА ДЕТАЛЕЙ, содержащее диэлектрическую ванну с охлаждающей жидкостью, рабочий стол .для размещения нагреваемой детали и установленный над ним индуктор, выполненный в виде токопровода, соеftiiHeHHoro с токоведущими шинами, о тличающееся тем, что, с целью расширения технологических возможностей устройства путем саморегулирования формы индуктора, токопровод индуктора выполнен из ртути и заключен в полую диэлектрическую камеру, в боковой стенке которой выполнены прорези для прохода токоведущих шин, а рабочий стол снабжен постоянным магнитом .
А-А поВернуто
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| НАГРЕВАТЕЛЬНЫЙ ИНДУКТОР | 0 |
|
SU277144A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 1971 |
|
SU411666A1 | |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| , | |||
