Изобретение относится к сварочному производству, а именно к источникам питания для дуговой сварки, и может быть использовано для различных видов дуговой сварки плавящимся электродом в энергетическом и транспортном машиностроении, строительстве и ремонтных работах.
Известен источник питания для дуговой сварки, содержащий понижающий трансформатор и устройство отрицательной обратной связи, включающее силовой блок тиристоров, блок управления силовым блоком, датчик тока, узел сравнения сварочного тока с задающим сигналом и операционный усилитель в цепи обратной связи между узлом сравнения и блоком управления тиристором 1.
Недостаток известного источника питания состоит в наличии в нем одной Цепи отрицательной обратной связи, в связи с чем степень стабилизации тока ограничивается возникновением автоколебаний, а также снижением саморегулирования дуги через плавление электрода.
Наиболее близким по технической сущности к предлагаемому является источник питания, содержащий понижающий трансформатор, силовой блок и блок отрицательной обратной связи с использованием пропорционального и интегрирующего усилителей, включенных между блоком управления силовым блоком и узлом сравнения сварочного тока с задающим сигналом 2.
Недостатком такого источника являются его низкие динамические и сварочные свойства, что обусловлено ограничением времени существования переходной динамической характеристики в пределах постоянной времени интегрирования усилителя. Поэтому при коротких замыканиях дугового промежутка в процессе капельного переноса электродного металла, длительность которых значительно больше постоянной времени интегрирования, интегрирующий усилитель ухудшает устойчивость процесса сварки и снижает быстродействие его восстановления и, как следствие, снижается качество сварного соединения.
Цель изобретения - повышение качества сварного соединения путем стабилизации среднего значения сварочного тока.
Поставленная цель достигается тем, что в источнике питания для дуговой сварки плавящимся электродом, содержащем понижающий трансформатор и блок отрицательной обратной связи по выходному току, состоящий из датчиков тока и напряжения пропорционального и интегрирующего усилителей, и последовательно соединенные блоки управления силовым блоком и силовой блок, при этом силовой блок соединен входом с понижающим трансформатором, а выходом через датчик тока с выходными клеммами источника, в блок отрицательной обратной связи по выходному току введены
блок суммирования, блок сравнения сварочного тока с заданным, блок сравнения напряжения дуги с заданным и переключатель, при этом первый вход последнего соединен с выходом блока сравнения сварочного тока с заданным и входом пропорционального усилителя, выход которого через блок суммирования соединен с блоком управления силовым блоком, второй вход блока суммирования соединен через интегрирующий усилитель с выходом переключателя второй вход переключателя соединен с датчиком тока и входом блока сравнения сварочного тока с заданным, а третий вход переключателя через блок сравнения напряжения дуги - с заданным датчиком напряжения.
Кроме того, постоянная времени интегрирующего усилителя выбрана больше времени переходного процесса при возбуждении дуги и существенно меньш,е времени, необходимого для однократной корректировки тока вручную.
На фиг. 1 показана блок-схема источника питания для дуговой сварки; на фиг. 2 - вольтамперные характеристики источника
5 питания и нагрузки (дуги); на фиг. 3 - схема реализации изобретения для сварки переменным током; на фиг. 4 - то же, для сварки постоянным током.
Источник питания (фиг. 1) состоит из понижающего трансформатора 1 и устройства 2 отрицательной обратной связи. Устройство 2 отрицательной обратной связи включает в себя силовой блок 3 регулирования, блок 4 управления, датчик 5 тока, пропорциональный 6 и интегрирующий 7 усилители, блок 8 сравнения сварочного
5 тока с заданным, блок 9 суммирования пропорционального и интегрирующего сигналов. На вход интегрирующего усилителя 7 включен переключатель 10, управляемый сигнал от блока 11 сравнения напряжения дуги с заданным.
На фиг. 2 обозначено: 12 - динамическая характеристика источника при возбуждении дуги; 13 - рабочий участок внешней статистической характеристики источника; 14 - динамическая вольтамперная внешняя
5 характеристика источника.
Устройство работает следующим образом. При возбуждении дуги коротким замыканием интегрирующий усилитель, имеющий постоянную времени, существенно большую времени возбуждения, воздействия на цепь
0 обратной связи не оказывает. Поэтому возбуждение дуги происходит при уменьшении тока от величины 1, (точка 15 на фиг. 2) до точки 16 пересечения внешней характеристики 12 источника (при действии одной пропорциональной отрицательной обратной
5 связи) и статистической вольтамперной характеристики 17 дуги.
После возбуждения дуги, когда дуговое напряжение превышает величину уставки
Uo, сигнал рассогласования посредством переключателя 10 подключается к входу интегратора, на выходе которого появляется отрицательный сигнал обратной связи, уменьшая ток дуги до тех пор, пока он не достигнет величины уставки 1, а процесс перейдет, как показано на фиг. 2 стрелками, из точки 16 в рабочую точку 18 статистического состояния.
При дальнейшей работе источника кратковременные отклонения тока от величины 1о вызывают действие только пропорциональной обратной связи и изменение параметров дуги по динамической вольтамперной характеристике 14.
Длительные изменения длины и напряжения дуги оказывают воздействие по цепи отрицательной обратной связи только через интегрирующий усилитель, благодаря чему рабочая часть внешней статистической характеристики 13 (фиг. 2) имеет вид вертикальной прямой, что обеспечивает стабилизацию среднего значения сварочного тока.
При снижении напряжения (например, при коротком замыкании дугового промежутка) до величины меньшей Ug, переключатель 10 отключает сигнал рассогласования от входа усилителя 7 и внешняя характеристика источника формируется за счет действия пропорционального усилителя 6 при постоянном сигнале на выходе интегрируюш,его усилителя, накопленном до отключения его входа. Поэтому характеристика 13 (фиг. 2) имеет наклонный участок, крутизна наклона которого определяется коэффициентом усиления пропорционального сигнала, т. е. усилителя 6 вместе с коэффициентами передачи датчика 5, блока управления 4 и силового блока 3. Наличие наклонного участка характеристики 13 устраняет «примерзание электрода при коротких замыканиях в процессе сварки и возбуждения дуги.
При снижении дугового напряжения до нуля (длительное короткое замыкание); под воздействием сигнала UQ включается второй канал переключателя 10, сЬединяюш,ий вход интегратора непосредственно с выходом датчика тока, благодаря чему ток короткого замыкания плавно уменьшается до нуля или до минимального токаисточника, определяемого предельной величиной закрытия силового блока. В результате формируется переходная характеристика 19 (фиг. 2), благодаря которой время существования тока короткого замыкания ограничивается, что повышает надежность и экономичность оборудования.
Для обеспечения высоких сварочных и динамических свойств источника питания постоянную времени интегрируюш,его уснлителя нужно выбрать большей, чем время переходного процесса при возбуждении дуги.
а чтобы корректировка тока осуш,ествлялась оперативнее по сравнению с ручной корректировкой, постоянная времени интегрируюш,его усилителя должна быть значительно меньше времени, необходимого оператору для однократной корректировки тока вручную. Следовательно, в предлагаемом источнике должно соблюдаться условие
ТД«ТИ ТР, гдеТд - время переходного процесса при
возбуждении дуги, с; Ти - постоянная времени интегрируюшегО усилителя, с;
Тр - время, необходимое оператору для
однократной ручной корректировки
5тока при использовании источника
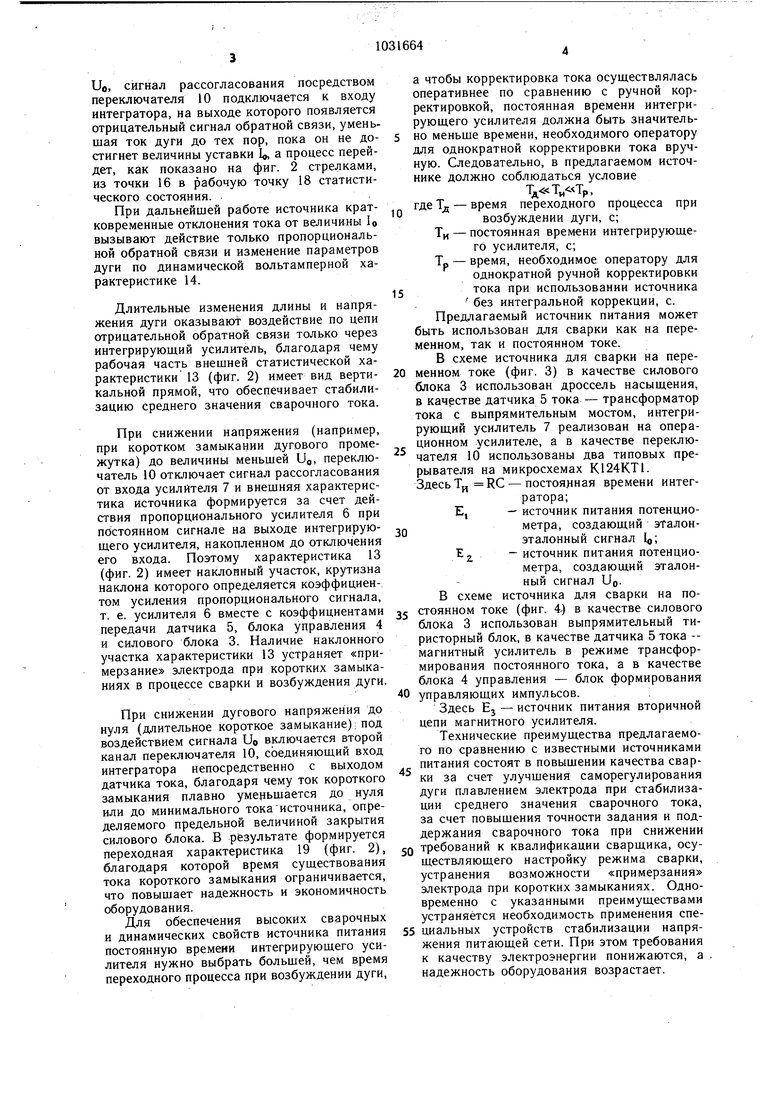
без интегральной коррекции, с. Предлагаемый источник питания может быть использован для сварки как на переменном, так и постоянном токе.
В схеме источника для сварки на переменном токе (фиг. 3) в качестве силового блока 3 использован дроссель насыщения, в качестве датчика 5 тока - трансформатор тока с выпрямительным мостом, интегрируюш,ий усилитель 7 реализован на операционном усилителе, а в качестве переключателя 10 использованы два типовых прерывателя на микросхемах К124КТ1. Здесь Tj;, RC - постоянная времени интегратора;
Е,- источник питания потенциоQметра, создающий эталонэталонный сигнал 2 - источник питания потенциометра, создающий эталонный сигнал UQ.
В схеме источника для сварки на по5 стоянном токе (фиг. 4) в качестве силового блока 3 использован выпрямительный тиристорный блок, в качестве датчика 5 тока -магнитный усилитель в режиме трансформирования постоянного тока, а в качестве блока 4 управления - блок формирования 0 управляющих импульсов.
Здесь EJ - источник питания вторичной цепи магнитного усилителя.
Технические преимущества предлагаемого по сравнению с известными источниками питания состоят в повышении качества сварки за счет улучшения саморегулирования дуги плавлением электрода при стабилизации среднего значения сварочного тока, за счет повышения точности задания и поддержания сварочного тока при снижении Q требований к квалификации сварщика, осуществляющего настройку режима сварки, устранения возможности «примерзания электрода при коротких замыканиях. Одновременно с указанными преимуществами устраняется необходимость применения специальных устройств стабилизации напряжения питающей сети. При этом требования к качеству электроэнергии понижаются, а , надежность оборудования возрастает.
2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования сварочной дуги и устройство для его осуществления | 1985 |
|
SU1328103A1 |
| Сварочный выпрямитель | 1975 |
|
SU554968A1 |
| Источник питания для дуговой сварки | 1985 |
|
SU1346367A1 |
| Источник питания для дуговой сварки с регулируемой крутизной вольтамперной статической характеристики | 1983 |
|
SU1100057A1 |
| Устройство для регулирования сварочного тока | 1978 |
|
SU795795A1 |
| СПОСОБ ФОРМИРОВАНИЯ ВНЕШНЕЙ ВОЛЬТ-АМПЕРНОЙ ХАРАКТЕРИСТИКИ СВАРОЧНОГО ГЕНЕРАТОРА ПОСТОЯННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2189892C2 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| УНИВЕРСАЛЬНЫЙ СВАРОЧНЫЙ ГЕНЕРАТОР | 1993 |
|
RU2049616C1 |
| Устройство автоматического регулирования длины дуги для сварки плавящимся электродом | 1978 |
|
SU749590A1 |

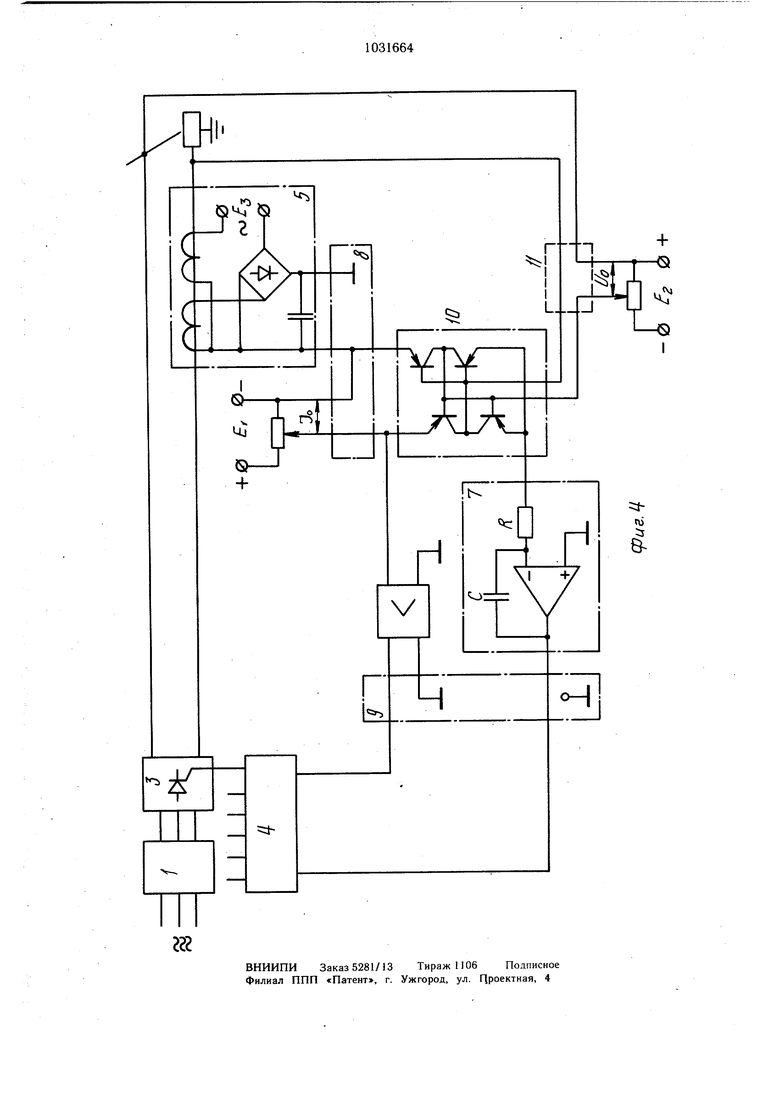
1. ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ, содержащий понижающий трансформатор и блок отрицательной обратной связи по выходному току, состоящий из датчиков тока и напряжения, пропорционального и интегрирующего усилителей, и последовательно соединенные блок управления силовым блоком и силовой блок, при этом силовой блок соединен входом с понижающим трансформатором, а выходом через датчик -тока с выходными клеммами источника, отличающийся тем, что, с целью повышения качества сварного соединения путем стабилизации среднего значения сварочного тока в блок отрицательной обратной связи по выходному току введены блок суммирования, блок сравнения сварочного тока с заданным, блок сравнения напряжения дуги с заданным и переключатель, при этом первый вход последнего соединен с выходом блока сравнения сварочного тока с заданным и входом пропорционального усилителя, выход которого через блок суммирования соединен с блоком управления силовым блоком, второй вход блока суммирования соединен через интегрирующий усилитель с выходом переключателя, второй вход переключателя - с датчиком тока и входом блока сравнения сварочного тока с заданI ным, а третий вход переключателя через блок сравнения напряжения дуги - с заданным датчиком напряжения. 2. Источник питания по п. 1, отличающийся тем, что постоянная времени интегрирующего усилителя больще времени переходного процесса при возбуждении дуги и существенно меньще времени, необходимого для однократной корректировки тока вручную. СО о: О) 4
эг
ь
1-1 8
Г
W
1
//
и,
fput.3
/ и
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3896287, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
