(54) УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ
ДЛИНЫ ДУГИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для дуговой сварки плавящимся электродом | 1982 |
|
SU1031664A1 |
| Способ регулирования сварочной дуги и устройство для его осуществления | 1985 |
|
SU1328103A1 |
| Способ регулирования длины дуги при сварке | 1990 |
|
SU1712092A1 |
| Способ автоматического регулирования длины сварочной дуги | 1983 |
|
SU1152742A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Автоматический стабилизатор длины дугового промежутка | 1975 |
|
SU616080A1 |
| ПРЕРЫВАТЕЛЬ ПОСТОЯННОГО ТОКА (ВАРИАНТЫ) | 1998 |
|
RU2140704C1 |
| Способ регулирования процесса дуговой сварки плавящимся электродом и устройство для его осуществления | 1987 |
|
SU1489942A1 |
| Автоматический стабилизатор длины дугового промежутка | 1975 |
|
SU616079A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка | 1987 |
|
SU1462609A1 |
1
Изобретение относится к сварке, а именно к устройствам сварочной техники, например для регулирования, преимущественно стабилизации длины дуги и может быть использовано в электроприводах подачи, электродной проволоки сварочных дуговых автоматов и полуавтоматов.
Известно устройство для автоматического регулирования длины дуги при сварке плавящимся электродом, содержащее узел сравнения эталонного напряжения с напряжением дуги, пропорциональный усилитель и электромеханический привод подачи электродной проволокиС1.
Регулирование длины дуги осуществляется путем изменения скорости подачи электродной проволоки пропорционально рассогласованию напряжения дуги с эталонным, что основано на известной зависимости между напряжением дуги и ее длинойС2 1.
Недостатком известного устройства является то, что регулирование напряжения дуги (и ее длины) осуществляется с больщими статическими ощибками, составляющими 2030°/о от эталонного и 5-7% от номинального напряжения дуги.
Известно устройство автоматического регулирования длины дуги для сварки плавящимся электродом, содержащее узел сравнения напряжения дуги с эталонным, интегрирующий усилитель и узел суммирования интегрального сигнала с напряжением дуги 2.
Недостатком этого устройства является то, что при значительных кратковременных отклонениях напряжения дуги вследствие блужданий столба дуги, колебаний катодного падения напряжения, а также наруще10 НИИ дугового процесса в виде коротких замыканий и обрывов, интегрирующий усилитель ухудшает устойчивость и быстродействие восстановлению дугового процесса.
Целью изобретения является повышение качества сварки путем улучшения стабильности горения дуги.
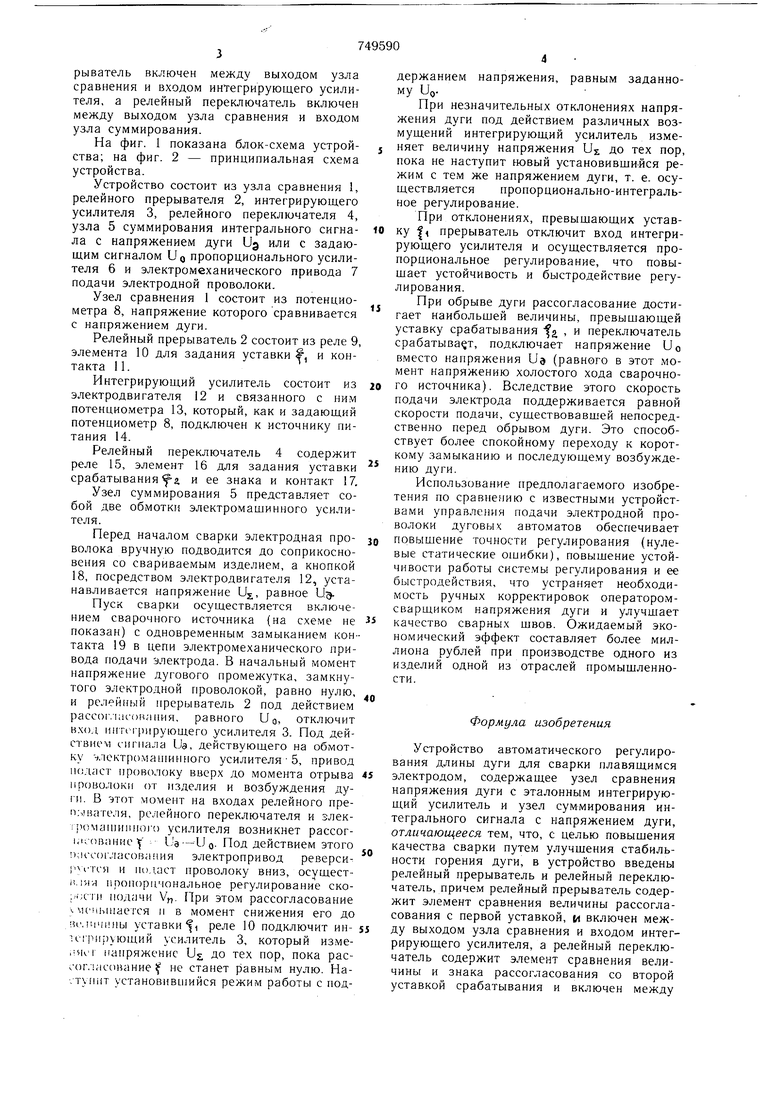
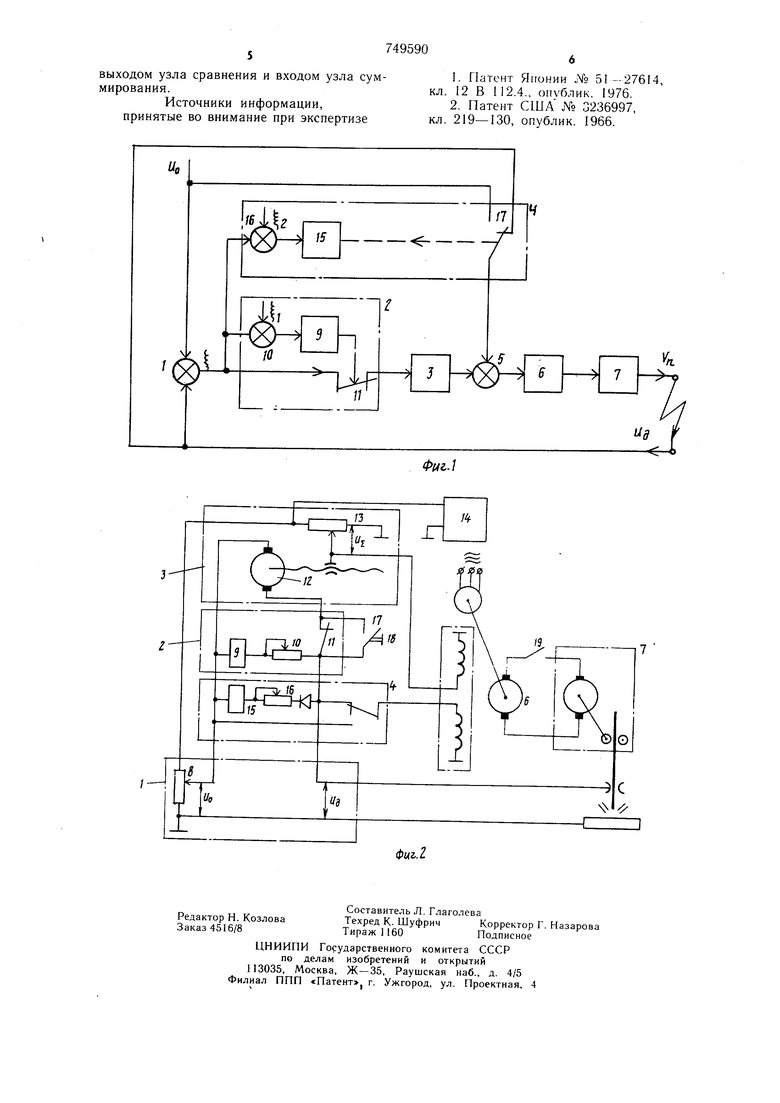
Это достигается за счет того, что в устройство введены релейный прерыватель и релейный переключатель, причем релейный прерыватель содержит элемент сравнения 20 величины рассогласования с первой уставкой срабатывания, а релейный переключатель содержит элемент сравнения величины и знака рассогласования со второй установкой срабатывания, при этом релейный прерыватель включен между выходом узла сравнения и входом интегрирующего усилителя, а релейный переключатель включен между выходом узла сравнения и входом узла суммирования. На фиг. 1 показана блок-схема устройства; на фиг. 2 - принципиальная схема устройства. Устройство состоит из узла сравнения 1, релейного прерывателя 2, интегрирующего усилителя 3, релейного переключателя 4, узла 5 суммирования интегрального сигнала с напряжением дуги Ug или с задающим сигналом и о пропорционального усилителя 6 и электромеханического привода 7 подачи электродной проволоки. Узел сравнения 1 состоит из потенциометра 8, напряжение которого сравнивается с напряжением дуги. Релейный прерыватель 2 состоит из реле 9, элемента 10 для задания уставки , и контакта 11. Интегрирующий усилитель состоит из электродвигателя 12 и связанного с ним потенциометра 13, который, как и задающий потенциометр 8, подключен к источнику питания 14. Релейный переключатель 4 содержит реле 15, элемент 16 для задания уставки срабатывания а и ее знака и контакт 17. Узел суммирования 5 представляет собой две обмотки электромашинного усилителя. Перед началом сварки электродная проволока вручную подводится до соприкосновения со свариваемым изделием, а кнопкой 18, посредством электродвигателя 12, устанавливается напряжение U,, равное Ug. Пуск сварки осуществляется включением сварочного источника {на схеме не показан) с одновременным замыканием контакта 19 в цепи электромеханического привода подачи электрода. В начальный момент напряжение дугового промежутка, замкнутого электродной проволокой, равно нулю, и релейный прерыватель 2 под действие.м рассо1.ккч)н;111ия, равного UQ, отключит вход интегрирующего усилителя 3. Под действием сигиала Ua, действующего на обмотку чпектромаишнного усилителя 5, привод подаст проволоку вверх до момента отрыва проволоки от изделия и возбуждения лчугп. В этот момент на входах релейного нреп.мвателя, релейного переключателя и элект)(; 1а1ии11но -о усилителя возникнет рассог|.|;ч)в;1ние Y - V Q. Под действием этого ;.чч)1ласова 1ия электропривод реверси Л1Чя и HD.iacT проволоку вниз, осуществляя пропорцчональное регулирование ско;-.-;сти подачи Vf,. При этом рассогласование уменьшается п в момент снижения его до величины уставки f, реле 10 подключит инюгрИрующий усилитель 3, который изме,яс1 напряжение U до тех пор, пока расvor.iacciHaHHe f не станет равным нулю. На,ту1П1т установивп ийся режим работы с ноддержанием напряжения, равным заданному UQПри незначительных отклонениях напряжения дуги под действием различных возмущений интегрирующий усилитель изменяет величину напряжения Uj. до тех пор, пока не наступит новый установивщи-йся режим с тем же напряжением дуги, т. е. осуществляется пропорционально-интегральное регулирование. При отклонениях, превышающих уставку |i прерыватель отключит вход интегрирующего усилителя и осуществляется пропорциональное регулирование, что повыщает устойчивость и быстродействие регулирования. При обрыве дуги рассогласование достигает наибольшей величины, превышающей уставку срабатывания f , и переключатель срабатывает, подключает напряжение UQ вместо напряжения Ug (равного в этот момент напряжению холостого хода сварочного источника). Вследствие этого скорость подачи электрода поддерживается равной скорости подачи, существовавшей непосредственно перед обрывом дуги. Это способствует более спокойному переходу к короткому замыканию и последующему возбуждению дуги. Использование предполагаемого изобретения по сравнению с известными устройствами управления подачи электродной проволоки дуговых автоматов обеспечивает повышение точности регулирования (нулевые статические ошибки), повыщение устойчивости работы системы регулирования и ее быстродействия, что устраняет необходимость ручных корректировок операторомсварщиком напряжения дуги и улучшает качество сварных швов. Ожидаемый экономический эффект составляет более миллиона рублей при производстве одного из изделий одной из отраслей промышленности. Формула изобретения Устройство автоматического регулирования длины дуги для сварки плавящимся электродом, содержащее узел сравнения напряжения дуги с эталонным интегрирующий усилитель и узел суммирования интегрального сигнала с напряжением дуги, отличающееся тем, что, с целью повышения качества сварки путем улучшения стабильности горения дуги, в устройство введены релейный прерыватель и релейный переключатель, причем релейный прерыватель содержит элемент сравнения величины рассогласования с первой уставкой, и включен между выходом узла сравнения и входом интегрирующего усилителя, а релейный переключатель содержит элемент сравнения величины и знака рассогласования со второй уставкой срабатывания и включен между
выходом узла сравнения и входом узла суммирования.
Источники информации, принятые во внимание при экспертизе
