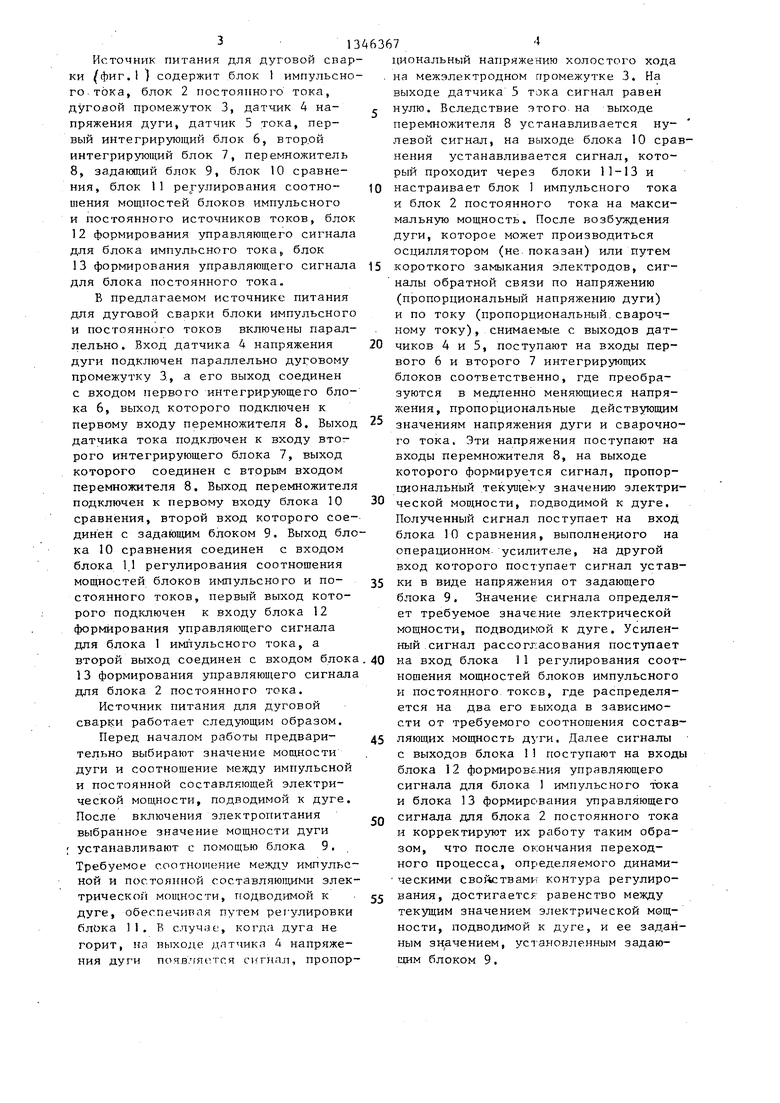
Источник питания для дуговой сварки (фиг.1 ) содержит блок 1 импульсного, тока, блок 2 постоянного тока, дуговой промежуток 3, датчик 4 на- пряжения дуги, датчик 5 тока, первый интегрирующий блок 6, второй интегрирующий блок 7, перемножитель 8, задающий блок 9, блок 10 сравнения, блок П регулирования соотно- шения мощностей блоков импульсного и постоянного источников токов, блок
12формирования управляющего сигнала для блока импульсного тока, блок
13формирования управляющего сигнала для блока постоянного тока
В предлагаемом источнике питания для дугавой сварки блоки импульсного и постоянного токов включены параллельно . Вход датчика 4 напряжения дуги подключен параллельно дуговому промежутку 3., а его выход соединен с входом первого интегрирующего блока 6, выход которого подключен к первому входу перемножителя 8, Выход датчика тока подключен к входу второго интегрирующего блока 7, выход которого соединен с вторым входом перемножителя 8. Выход перемножителя подключен к первому входу блока 10 сравнения, второй вход которого соединен с задающим блоком 9. Выход блока 10 сравнения соединен с входом блока 11 регулирования соотношения мощностей блоков импульсного и по- стоянного токов, первьш выход которого подключен к входу блока 12 формирования управляющего сигнала для блока 1 импульсного тока, а второй выход соединен с входом блока 13 формирования управляющего сигнала для блока 2 постоянного тока.
Источник питания для дуговой сварки работает следующим образом.
Перед началом работы предвари- тельно выбирают значение мощности дуги и соотнощение между импульсной и постоянной составляющей электрической мощности, подводимой к дуге. После включения электропитания выбранное значение мощности дуги ; устанавливают с помощью блока 9. Требуемое соотношение между импульсной и постоянной составляющими элекТрИЧеСКО мощности, Г ОДВОДИМОЙ к.
дуге, обеспечивая путем ре улировки блока П. В случае, когда дуга не горит, на выходе ;.1;лтчика 4 напряжения дуги появ.чяс.тся сигнал, пропор
5
0 5 0 5 0
5
5
0
пиональный напряжению холостого хода на межэлектродном промежутке 3. На выходе датчика 5 тока сигнал равен нулю. Вследствие этого, на выходе перемножителя В устанавливается нулевой сигнал, на выходе блока 10 сравнения устанавливается сигнал, который проходит через блоки П-13 и настраивает блок 1 импульсного тока и блок 2 постоянного тока на максимальную мощность. После возбуждения дуги, которое может производиться осциллятором (не показан) или путем короткого замыкания электродов, сигналы обратной связи по напряжению (пропорциональный напряжению дуги) и по току (пропорциональный.сварочному току), снимаемые с выходов датчиков 4 и 5, поступают на входы первого 6 и второго 7 интегрирующих блоков соответственно, где преобразуются в медленно меняющиеся напряжения, пропорциональные действующим значениям напряжения дуги и сварочного тока. Эти напряжения поступают на входы перемножителя 8, на выходе которого формируется сигнал, пропор- илональный текущему значению электрической мопщости, подводимой к дуге. Полученный сигнал поступает на вход блока 10 сравнения, выполненного на операционном усилителе, на другой вход которого поступает сигнал уставки в виде напряжения от задаюп;его блока 9. Значение сигнала определяет требуемое значение электрической мощности, подводимой к дуге. Усиленный сигнал рассогласования поступает на вход блока 11 регулирования соотношения мощностей блоков импульсного и постоянного токов, где распределяется на два его ныхода в зависимости от требуемого соотноп ения составляющих мощность . Далее сигналы с выходов блока 11 поступают на входы блока 12 формирова.ния управляющего сигнала для блока 1 импульсного тока и блока 13 формировгшия управляющего сигнала для блока 2 постоянного тока и корректируют их работу таким образом, что после окончания переходного процесса, определяемого динами- ческини свойствами контура регулирования, достигается равенство между текущим значением электрической мощности, подводимой к дуге, и ее заданным значением, установленным задающим блоком 9.
Блок 1 1 регулирования соотношения мощностей блоков импульсного и постоянного токов позволяет управлять формой проплавления шва, одновремен- , но исключая отклонение площади проплавления шва от заданного значения из-за изменяющегося напряжения дуги. Кроме того, регулирования по программе стабилизированной мощности, Ю подводимой к дуге, и величины соотношения между импульсной и постоянной составлякщей указанной мощности обеспечивает благоприятное воздействие на производительность процесса сварки, на ход металлургических реакций в другом пространстве и сварочной ванне, на термические циклы в зоне термического влияния и т.д.
Все блоки, использованные для построения предлагаемого источника питания, могут быть реализованы на базе стандартных элементов. Например, в качестве блока 1 импульсного тока может быть использовано устройство, собранное по схеме сильноточной части установки для высокочастотной дуговой сварки. Блок 2 постоянного тока может состоять из силового понижающего трансформатора необходимой мощности, выпрямителя и электронного регулятора, выполненного на силовых транзисторах, работающих в аналоговом режиме. Датчик 4 напряжения дуги может быть легко изготовлен из стандартных резисторов типа МЛТ. В качестве датчика 5 тока может быть использован шунт. Интегрирующие блоки -6 -и 7 в простейшем случае могут
Полняются на баз-е аналоговых микросхем. Задающий блок реализуется в виде источника опорного напряжения постоянного тока с регулируемым вручную выходом,
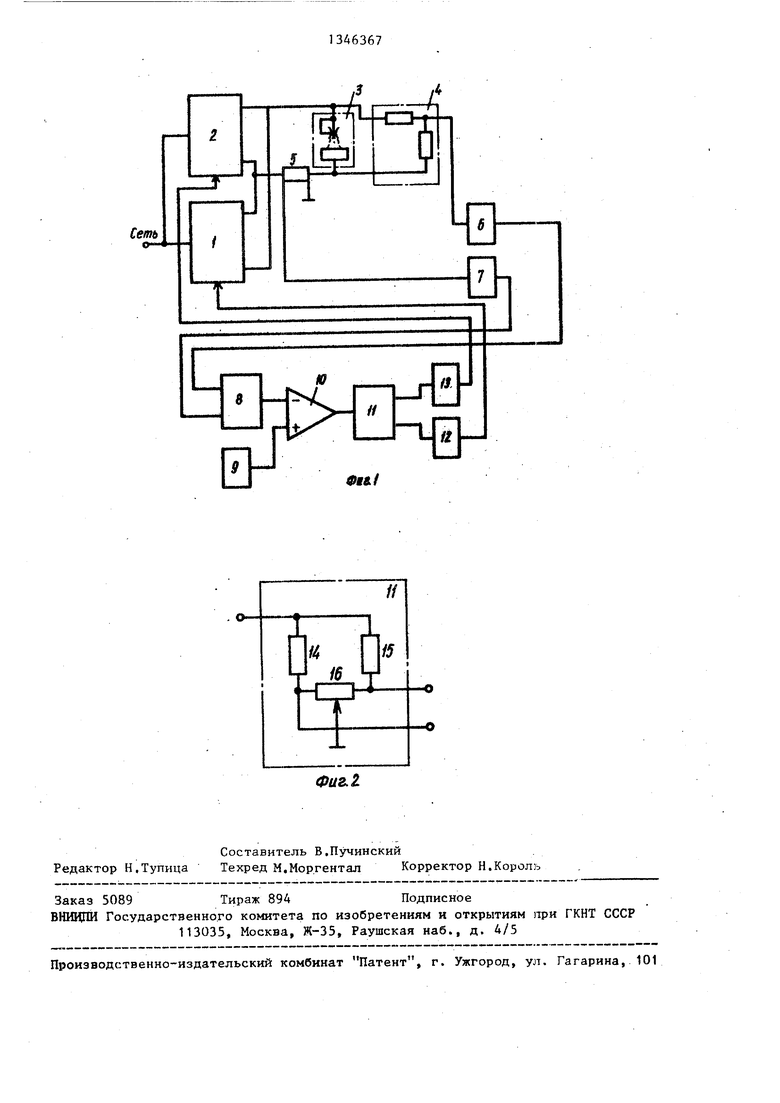
Блок 1 регулирования соотношения мощностей блоков импульсного и постоянного токов может быть выполнен по схеме, показанной на фиг.2, где 14 и 15 - постоянные резисторы оди- накового номинала, 16 - переменный резистор, номинал которого, например, может быть равен удвоенному 15 номиналу резисторов 14 и 15. Блок
12формирования управляющего сигнала для блока импульсного тока может быть построен по схеме широтно-им- пульсного модулятора, применяющегося
20 в схеме управления установки для
высокочастотной дуговой сварки. Блок
13формирования управляющего сигнала для источника постоянного тока может быть выполнен по схеме усилителя по25 стоянного тока с обратной связью по выходному параметру источника постоя, ного тока.
В источнике появляется возможность регулировать величину соотноше30 ния между импульсной и постоянной составляющей электрической мощности, подводимой к дуге, и тем самым управлять формой проплавления шва, одновременно исключая отклонение площади
25 проплавления шва от заданного значения из-за изменяющегося напряжения дуги. В результате этого обеспечивается возможность устранения отрицатель
ного влияния на процесс ряда техно- быть реализованы по схеме интегрирую- 0 логических и конструктивных возмуще- щей RC-цепочки, дополненной масштаб- ний, возникающих при дуговой сварке ным усилителем на операционном уси- тонк олистовых конструкций (например, лителе, например, К 551 УД 1А. Пере- изменение длины межэлектродного про- множитель 8, блок 10 сравнения вы- . межутка, зазора в стыке и т.д.).
Полняются на баз-е аналоговых микросхем. Задающий блок реализуется в виде источника опорного напряжения постоянного тока с регулируемым вручную выходом,
Блок 1 регулирования соотношения мощностей блоков импульсного и постоянного токов может быть выполнен по схеме, показанной на фиг.2, где 14 и 15 - постоянные резисторы оди- , накового номинала, 16 - переменный резистор, номинал которого, например, может быть равен удвоенному номиналу резисторов 14 и 15. Блок
12формирования управляющего сигнала для блока импульсного тока может быть построен по схеме широтно-им- пульсного модулятора, применяющегося
в схеме управления установки для
высокочастотной дуговой сварки. Блок
13формирования управляющего сигнала для источника постоянного тока может быть выполнен по схеме усилителя постоянного тока с обратной связью по выходному параметру источника постояного тока.
В источнике появляется возможность регулировать величину соотношения между импульсной и постоянной составляющей электрической мощности, подводимой к дуге, и тем самым управлять формой проплавления шва, одновременно исключая отклонение площади
проплавления шва от заданного значения из-за изменяющегося напряжения дуги. В результате этого обеспечивается возможность устранения отрицатель
«le/

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| Способ автоматического регулирования глубины проплавления при автоматической дуговой сварке | 1982 |
|
SU1013163A1 |
| Имитатор сварочной дуги | 1988 |
|
SU1600937A1 |
| Регулятор мощности | 1986 |
|
SU1411109A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВНЕШНЕЙ ВОЛЬТ-АМПЕРНОЙ ХАРАКТЕРИСТИКИ СВАРОЧНОГО ГЕНЕРАТОРА ПОСТОЯННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2189892C2 |
| Способ регулирования длины дуги при сварке | 1990 |
|
SU1712092A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2011 |
|
RU2467846C2 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ НА ОСНОВЕ ВЫСОКОЧАСТОТНОГО ИНВЕРТОРА | 1999 |
|
RU2147979C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
О
Фиг.1
Составитель В.Пучинский Редактор Н.Тупица Техред М.Мор.гентал Корректор Н.Король
Заказ 5089 Тираж 894Подписное
ВНИЩШ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
ч
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
