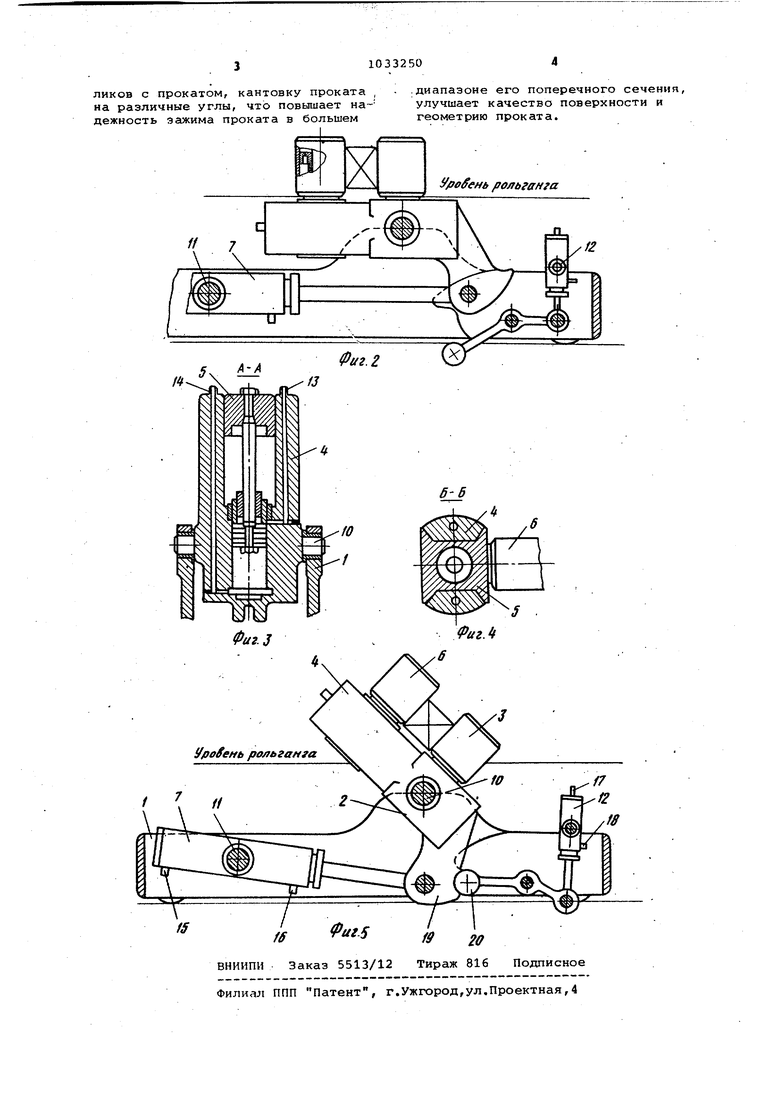
Изобретение относится к прокатн му производству, в частности к обо рудованию прокатных станов, Известен кантователь сортового проката/ содержащий тележку с прив дом ее перемещения перпендикулярно направлению транспортирования прок та, кантующую проводку с гидроцили ром кантовки, монтированные в проводке опорный и зажимной ролики, гидроцилиндр зажима проката tl}. Однако в известном устройстве кантовка осуществляется только на 90, надежный зажим проката обеспе чивается тогда, когда контактирующ с прокатом поверхности опорного и зажимного роликов своими поверхнос ми охватывают его грани, что не выполняется в известной конструкци при увеличенных сечениях проката, так как зажимной ролик перемещаетс по дуге. Цель изобретения - обеспечение кантовки в промежуточное положение и повышение надежности зажима прок та. Цель достигается тем, что в кан тователе сортового проката, содерж щем тележку с приводом ее перемеще ния перпендикулярно направлению транспортирования проката, кантующу проводку с гидроцилиндром кантовки монтированные в проводке опорный и зажимной ролики и гидроцилиндр зажима проката, кантующая проводка снабжена хвостовиком с пазами, свя занным со штоком гидроцилиндра кантовки, и упором с гидроцилиндром его перемещения, смонтированным в тележке и выполненным в виде двупле чего рычага, на одном конце которог Остановлен ролик, входящий при кантовке в промежуточное положение в паз хвостовика, а другой конец связан со штоком упомянутого гидроци- линдра, а кантующая проводка выполнена в виде корпуса гидроцилиндра э ажима. При этом зажимной ролик установлен на штоке этого цилиндра. На фиг.1 показан кантователь, продольный разрез; на фиг.2 - то же, положение при кантовке на на фиг.З - разрез А-А на фиг.1; на фиг-i 4 разрез Б-Б на фиг.1; на фиг.5 - положение при кантовке на угол менее 90, например 45 °. Кантователь содержит тележку 1, зажимной гидроцилиндр 2 с опорным стационарным роликом 3, кантующую проводку 4, ось 5 зажимного передвижного ролика 6, гидроцилиндр 7 кантовки,гидроцилиндр 8, соединенный с рычагом-упором 9. Гидроцилинд ры 2, 7 и 8 смонтированы посредством осей 10 - 12 соответственно на тележке 1. Для повышения надежности зажима проката кантующая проводка 4 выполнена в виде корпуса гидро.цилиндра зажима 2, снабжена штуцерами 13 и 14 для подвода рабочей жидкости в его полости. Для подвода рабочей жидкости в гидроцилиндры 7 и 8 предусмотрены штуцеры 15 - 18. Для ограничения поворота кантующая проводка 4 снабжена хвостовиком 19 с пазом, а свободный конец двуплечего рычага 9, например, роликом 20, входящим при кантовке в промежуточное положение в упомянутый паз хвостовика. Кантователь, при кантовке проката на угол 90, работает следующим образом. Тележку 1 перемещают в зону выхода/ проката и.з калибра и в момент его остановки подачей жидкости под давлением через штуцер 13 в поршневую полость гидроцилиндра 2 зажимают прокат между роликами 3 и 6. Затем подачей жидкости через штуцер 15 в полость гидроцилиндра 7 производится кантовка проката на 90 и в этом положении перемещают его тележкой для задачи в следующий калибр. В период подачи проката в калибр для отвода ролика 6 в исходное положение сначала подают жидкость,через штуцер 14 в поршневую полость гидроцилиндра 2, а затем для выхода кантователя из-под проката и установки его в исходное положение, через штуцер 16 в поршневую полость гидроцилиндра 7. Цикл работы кантователя повторяется. Для кантовки проката, например, на угол 45, после зажатия его между роликами 3 и 6, сначала подают жидкость через штуцер 17 в поршневуоо полость гидроцилиндра 8, который перемещает рычаг 9 до корпуса тележ,ки, затем подачей жидкости через штуцер 15 гидроцилиндра 7 производится поворот зажимного гидроцилиндра 2 до встречи его хвостовика 19 с роликомрычага 9, обуславливающим в данном случае поворот проката на В этом положении прокат перемещается тележкой 1 и защается в калибр. После этого, подачей через штуцер 14 в гидроцилиндр 2 ролик 6 отводится в исходное положение, а затем для установки гидроцилиндра 2 в исходное положение подают жидкость через штуцер 16 в гидроцилиндр 7 и подачей жидкости в гидр 5цииндр 8 через штуцер 18 отводят рычаг 9 в исходное положение. Предлагаемое устройство обеспечивает надежное контактирование поверхностей зажимного и опорного ро
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь сортового проката | 1955 |
|
SU869896A1 |
| Кантователь сортового проката | 1990 |
|
SU1754254A1 |
| КАНТОВАТЕЛЬ СОРТОВОГО ПРОКАТА | 1973 |
|
SU384585A1 |
| Кантователь сортового проката | 1973 |
|
SU485796A1 |
| Кантователь сортового проката | 1990 |
|
SU1733144A1 |
| Кантователь проката | 1988 |
|
SU1532110A1 |
| Кантователь сортового проката | 1980 |
|
SU961547A3 |
| Кантователь сортового проката | 1975 |
|
SU517340A1 |
| Кантователь длинномерного проката, установленный в линии его правки | 1978 |
|
SU787129A1 |
| КАНТОВАТЕЛЬ СОРТОВОГО ПРОКАТАВ П Т 5п--?О ,, (Ч U | 1972 |
|
SU423536A1 |
I. КАНТОВАТЕЛЬ СОРТОВОГО ПРОКАТА, содержащий тележку с приводом ее перемещения перпендикулярно направлению транспортирования проката, кантующую проводку с гидроцилиндром кантовки, монтированные в проводке опорный и зажимной ролики и гидроцилиндр зажима проката, отличающийся тем, что, с целью обеспечения кантовки в промежуточi/pofeHb рольганга ное положение, кантующая проводка снабжена хвостовиком с пазгши, связанным со штоком гидроцилиндра кантовки, и упором с гидроцилиндром его перемещения, смонтированным в тележке и выполненным в виде двуплечего рычага, на одном конце которого установлен ролик, входящий при кантовке в промежуточное положение в паз хвостовика, а другой конец связан со штоком упомянутого гидроцилиндра. 2. Кантователь по п. 1, о т л ичающийся тем, что/ с целью Ф повышения, надежности зажима проката, кантующая проводка выполнена в виде % корпуса гидроцилиндра зажима, а зажимной ролик установлен иа штоке (П этого цилиндра. со 00 ю СП
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кантователь сортового проката | 1955 |
|
SU869896A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
