Изобретение относится к обработке металлов давлением и мохсет быть использовано в конструкции прокатного стана для осуществления кантовки и подачи сортового проката к калибрам прокатных клетей. В современных сортопрокатных цехах прокат может деформироваться в нескольких расположенных по одной линии прокатных клетях, имеющих уменьшающийся от одной клети к другой калибр прокатных валков. Вместе с тем используется технология прокатки сор та, при которой прокатка осуществляется в одной клети в различных калибрах, нарезанных в ее прокатных валках. При этом прокат в клети пере мещается реверсивно. В данном случае возникает задача кантования проката и точной установки его против нужного калибра валков. Так, наиболее серьезной проблемой является задача проката после квадратного калибра в ромбический. При этом необходимо окантовать квадратный прокат на ребро и в этом неустойчивом положении подать к .ромбическому калибру. Наиболее близким техническим реше нием к изобретению является кантовател-ь сортового проката, включающий тележку, установленную с возможностью перемещения поперек оси прокатки и несущую кантующую люльку с приводом ее поворота- и с двумя роликами , ось одного из которых установлена на люльке жестко, а ось другрго с возможностью поворота относительно люльки с помощью рычажного механизма с гидроприводом, причем цилиндр гидропривода-шарнирно закреплен на люльке tl. Выполнение рычажного механизма в известном устройстве позволяет зажимать и кантовать, прокат ограниченного типоразмера. Целью изобретения является расширение технологических возможностей кантователя за счет расширения типоразмеров кантуемого проката. Указанная цель достигается тем, что в кантователе сортового проката, включающем тележку, установленную с возможностью перемещения поперек оси прокатки и несущую кантующую люльку с приводом ее поворота и с двумя роликами, ось одного из которых установлена на люльке жестко, а ось другого - с возможностью поворота относительно люльки с помощью рычажного механизма с гидроприводом, причем цилиндр гидропривода шарнирно закреплен на люльке, рычажный механизм выполнен в виде четырехэвенника,кривошипы которого шарнирно установлены на люльке, а шатун жестко связан с осью ролика.
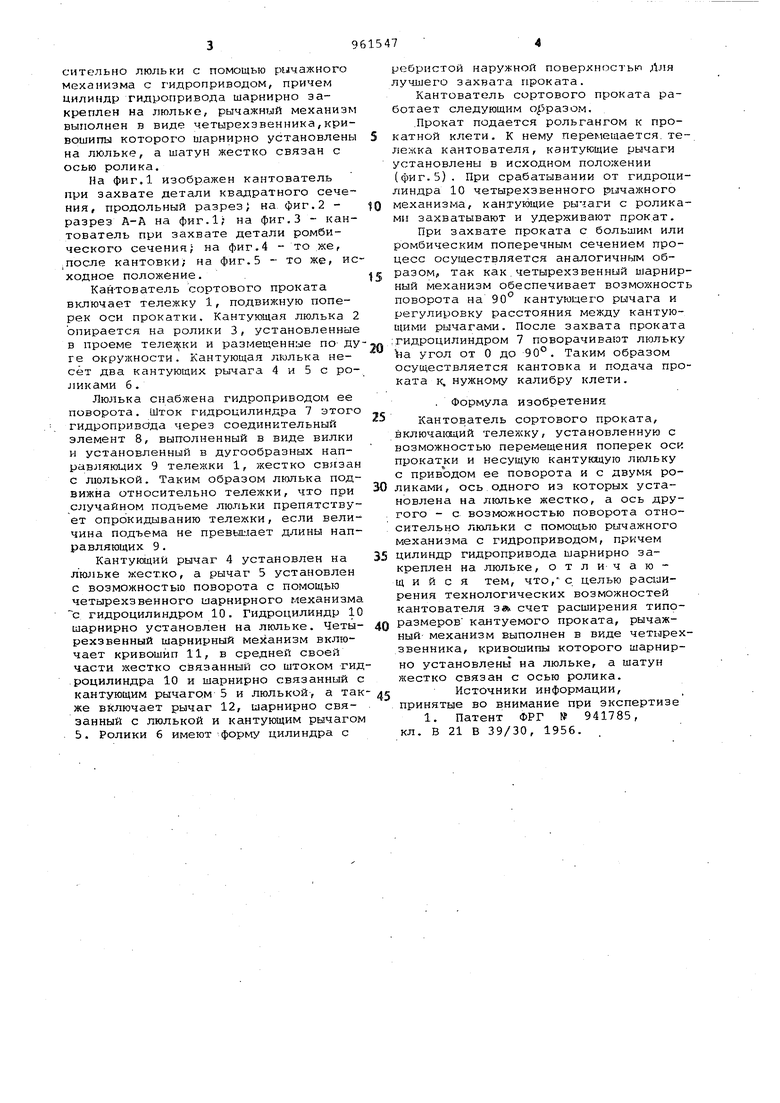
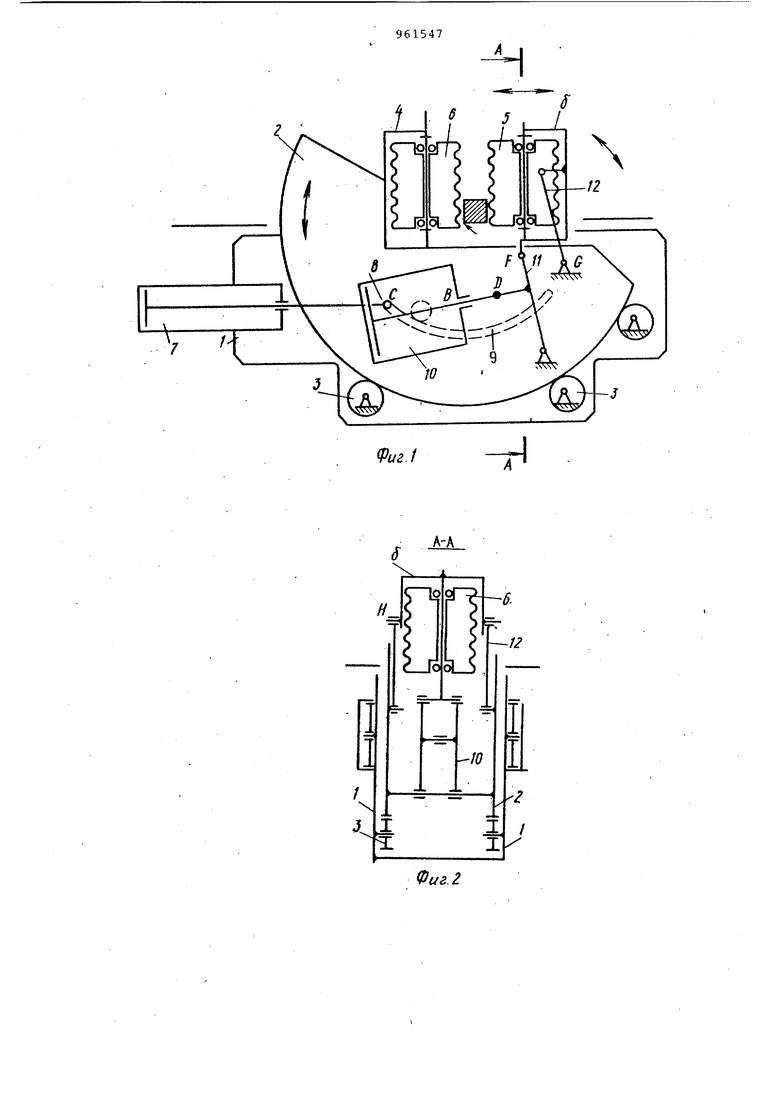
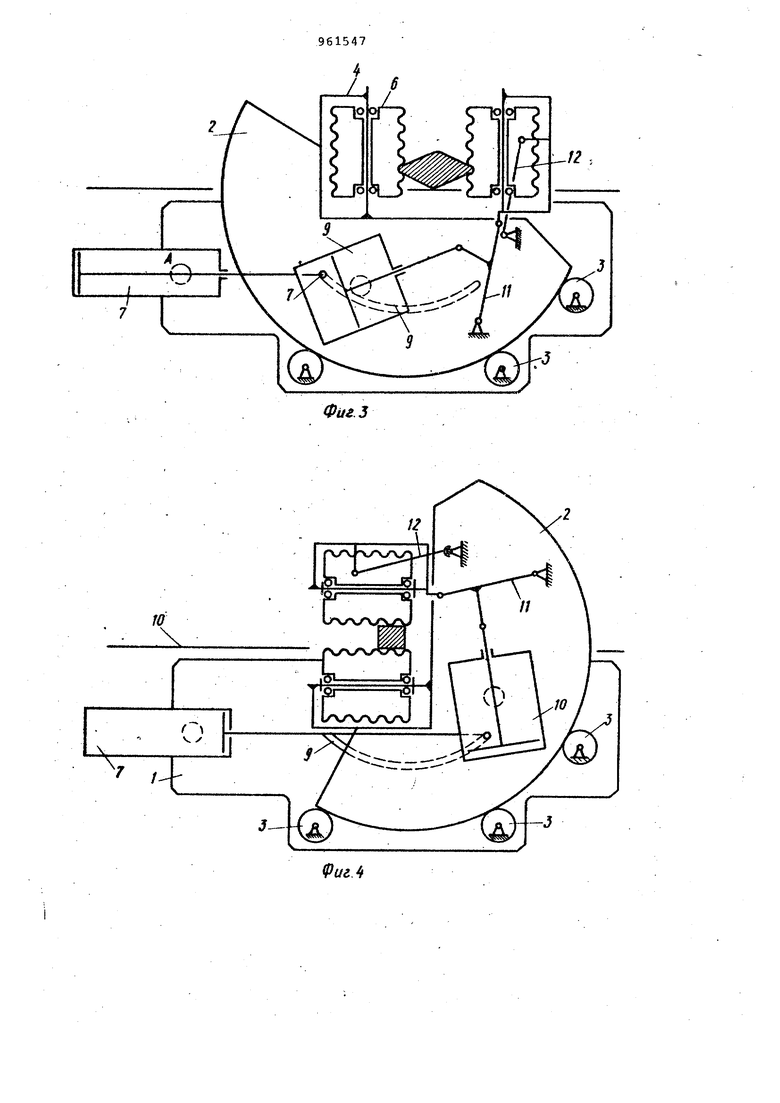
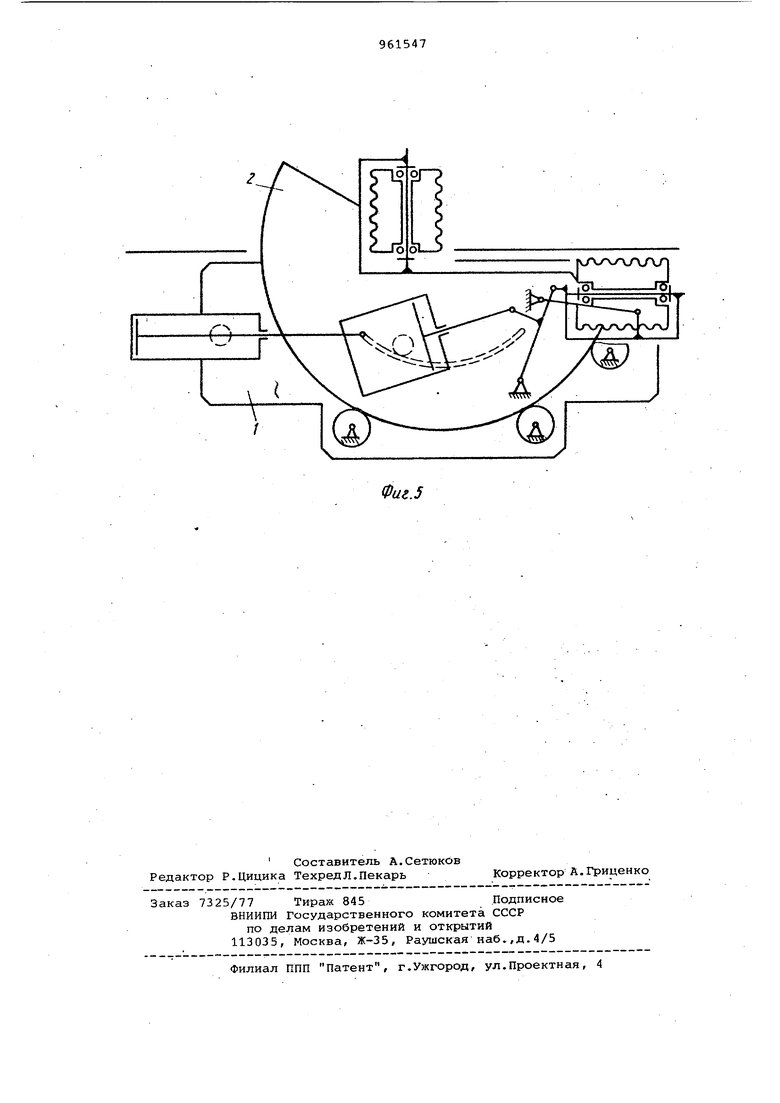
На фиг,1 изображен кантователь при захвате детали квадратного сечения, продольный разрез; на фиг.2 разрез А-А на фиг.1; на фиг.З - кантователь при захвате детали ромбического сечения; на фиг.4 - то же, после кантовки; на фиг.5 - то же, исходное положение.
Кан-тователь сортового проката включает тележку 1, подвижную поперек оси прокатки. Кантующая люлька 2 опирается на ролики 3, установленные в проеме и размещенные по дуге окружности. Кантующая люлька несёт два кантующих рычага 4 и 5 с роликами б.
Люлька снабжена гидроприводом ее поворота. Шток гидроцилиндра 7 этого гидропривода через соединительный элемент 8, выполненный в виде вилки и установленный в дугообразных направляющих 9 тележки 1, жестко связан с люлькой. Таким образом люлька подвижна относительно тележки, что при случайном подъеме люльки препятствует опрокидыванию тележки, если величина подъема не npesHLJaeT длины направляющих 9.
Кантующий рычаг 4 установлен на люльке жестко, а рычаг 5 установлен с возможностью поворота с помощью четырехзвенного шарнирного механизма с гидроцилиндром 10. Гидроцилиндр 10 шарнирно установлен на люльке. Четырехзвенный шарнирный механизм включает кривошип 11, в средней CBoefi части жестко связанный со штоком гидроцилиндра 10 и шарнирно связанный с кантующим рычагом 5 и люлькой-, а также включает рычаг 12, ыарнирно связанный с люлькой и кантующим рычагом 5. Ролики б имеют форму цилиндра с
ребристой наружной поверхностью ;Лля лучшего захвата проката.
Кантователь сортового проката работает следующим орразом.
.Прокат подается рольгангом к прокатной клети, к нему перемещается, тележка кантователя, кантующие рычаги установлены в исходном поло;кении (фиг.5). При срабатывании от гидроцилиндра 10 четырехзвенного рычажного
механизма, кантующие рычаги с роликами захватывают и удерживают прокат.
При захвате проката с большим или ромбическим поперечным сечением процесс осуществляется аналогичным образом, так как.четырехзвенный шарнирный механизм обеспечивает возможность поворота на 90° кантующего рычага и регулировку расстояния между кантующими рычагами. После захвата проката
:гидроцилиндром 7 поворачивают люльку
ш угол от О до 90°. Таким образом осуществляется кантовка и подача проката к, нужному калибру клети.
. Формула изобретения
Кантователь сортового проката, включагаций тележку, установленную с возможностью перемещения поперек оси прокат ки и несущую кантующую люльку с привЪдом ее поворота и с двумя роликами, ось одного из которых установлена на люльке жестко, а ось другого - с возможностью поворота относительно люльки с помощью рычажного механизма с гидроприводом, причем
цилиндр гидропривода шарнирно закреплен на люльке, отличающийся тем, что, с целью расширения технологических возможностей кантователя за. счет расширения типоразмеров кантуемого проката, рычажный механизм выполнен в виде четырехзвенника, кривошипы которого шарнирно установлены на люльке, а шатун жестко связан с осью ролика.
Источники информации,
принятые во внимание при экспертизе
1. Патент ФРГ № 941785, кл. В 21 В 39/30, 1956.
И
А 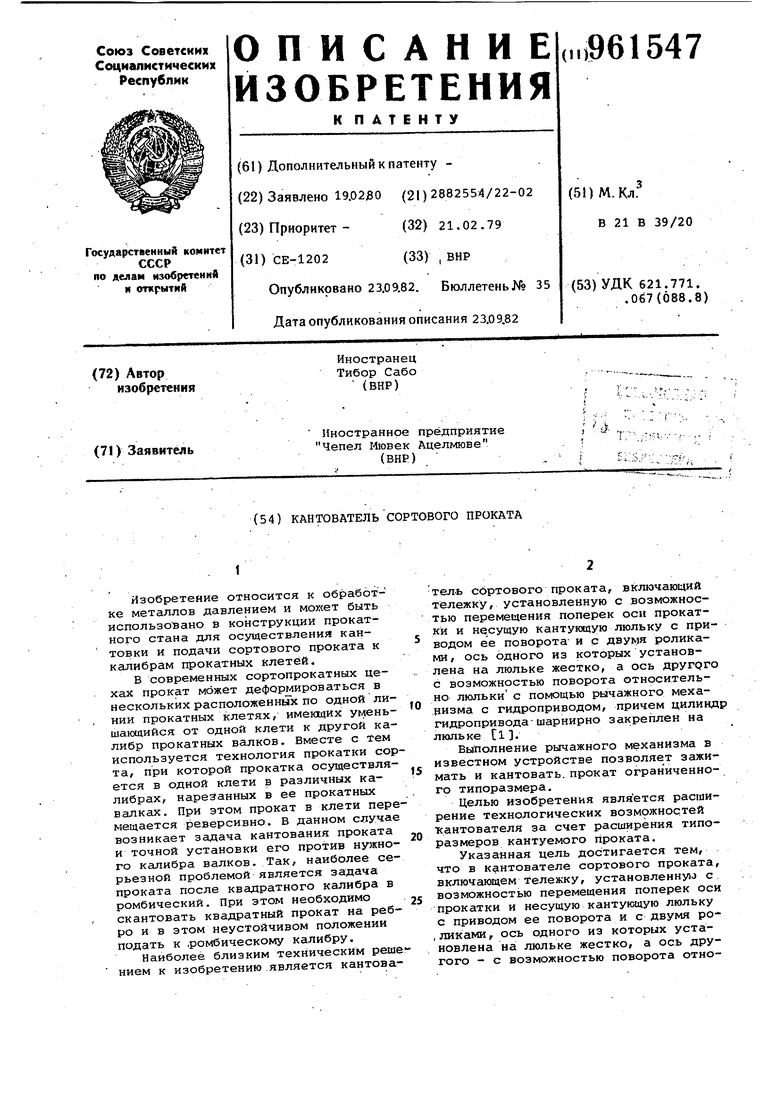
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь сортового проката | 1990 |
|
SU1733144A1 |
| Кантователь сортового проката | 1985 |
|
SU1289576A1 |
| Кантователь сортового проката | 1990 |
|
SU1803215A1 |
| Кантователь сортового проката | 1955 |
|
SU869896A1 |
| Кантователь сортового проката | 1990 |
|
SU1754254A1 |
| Кантователь сортового проката | 1981 |
|
SU994069A1 |
| Кантователь сортового проката | 1980 |
|
SU1011292A1 |
| КАНТОВАТЕЛЬ СОРТОВОГО ПРОКАТАВ П Т 5п--?О ,, (Ч U | 1972 |
|
SU423536A1 |
| Кантователь проката | 1988 |
|
SU1532110A1 |
| Кантователь сортового проката | 1977 |
|
SU703171A1 |
.±А
б.
Фиг. 2
ФигЛ
