/
О 00
ОО
ьо
ОО
(pi/z.f Изобретение относится к металлообработке, в частности к образованию пазов, например шлицевых, в цилиндрических втулках. Известен способ изготовления шлицев в предварительно подготовленном отверстии детали методом протягивания 1. Однако этот способ создает значительные технологические трудности при обработке шлицев в труднообрабатываемых материалах. Известен также способ образования пазов, выполняемых в теле стержня, который затем вставляют в отверстие детали, образуют неразъемное соединение, и растачивают отверстие в стержне до вскрытия пазов 2. Недостатком этого способа является низкая прочность шлицев вследствие сплошности материала в опасном сечении. Цель изобретения повышение прочности шлицевого соединения. Указанная цель достигается тем, что при осуществлении способа образования пазов в пазы, образованные на наружной цилиндрической поверхности, вводят заполняюш,ие элементы и образуют неразъемное соединение, затем в стержне растачивают отверстие до вскрытия пазов. Заполняющие элементы выполняют преимущественно из материала стержня. На фиг. 1 показан цилиндрический стержень, диаметр которого равен наружному диаметру шлицевой втулки, с пазами; на фиг. 2 - то же, после соединения с заполняющими элементами; на фиг. 3 - то же, после расточки отверстия до вскрытия пазов. Способ осуществляют следующим образом. На токарном станке обтачивают стержень 1 длиной, соответствующей глубине щлицевого отверстия, до диаметра, равного наружному диаметру щлицевой втулки. Затем на стержне фрезеруют пазы 2 заданного профиля. Для улучщения чистоты поверхности пазов их щлифуют. В обработанные пазы вставляют заполняющие элементы 3, выполненные из материала стержня и имеющие призматическую форму, которые соединяют сва{)кой по образующей паза с основным материалом. Затем растачивают отверстие 4 в стрежне до диаметра, равного внутреннему диаметру шлицев. В случае необходимости, полученная шлицевая втулка может быть установлена в корпусную деталь. Использование предлагаемого способа увеличивает прочность шлицевого соединения, так как изменяет условия .заделки шлицевого зуба, исключая сварку в опасном сечении.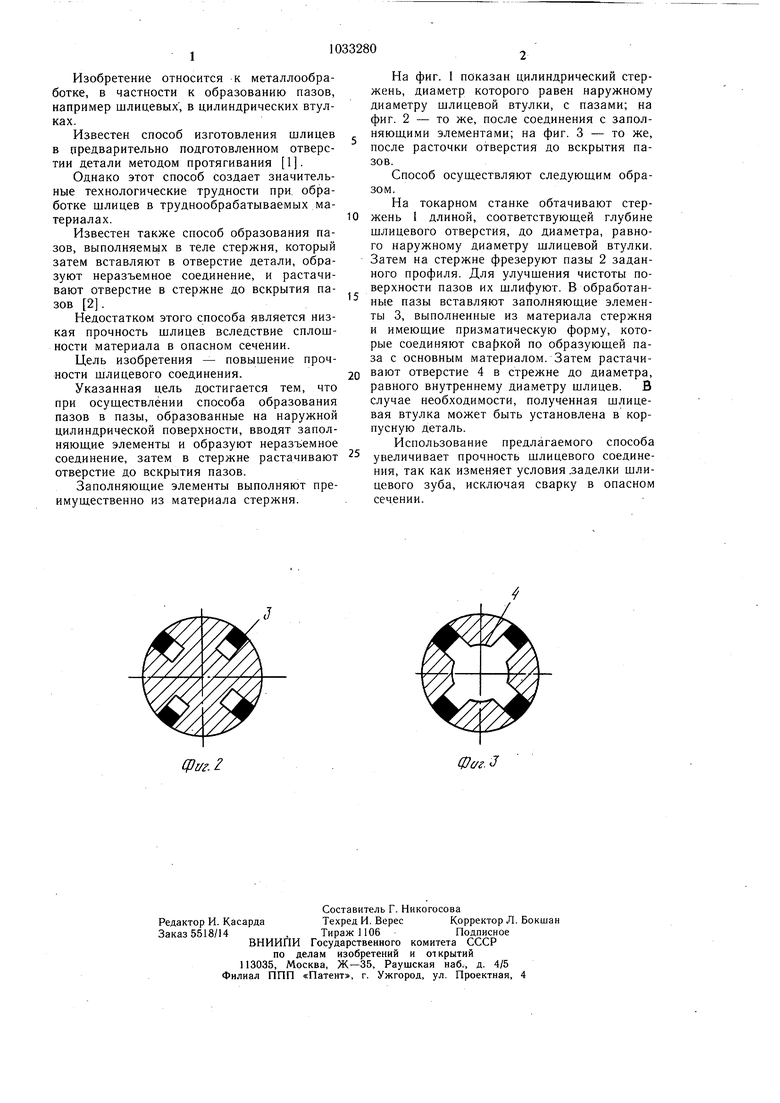
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования пазов | 1983 |
|
SU1085742A2 |
| СПОСОБ ОБРАЗОВАНИЯ ПАЗОВ | 1973 |
|
SU370007A1 |
| Способ фрезерования шлицевых и шпоночных пазов на внутренней поверхности втулки с использованием токарного станка | 2018 |
|
RU2677451C1 |
| Шпиндельное устройство | 1982 |
|
SU1084117A1 |
| МОБИЛЬНЫЙ РАСТОЧНО-НАПЛАВОЧНЫЙ КОМПЛЕКС | 2009 |
|
RU2421303C2 |
| Шифровой замок | 1983 |
|
SU1131993A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА-ИНСТРУМЕНТА С ВНУТРЕННИМ ВИНТОВЫМ КАНАЛОМ | 1972 |
|
SU430981A1 |
| Крепежный элемент стопорного резьбового соединения и стопорное резьбовое соединение с его использованием | 2020 |
|
RU2743320C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078218C1 |
| ОДНОРАЗОВОЕ ЗАПОРНО-ПЛОМБИРОВОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2116424C1 |
1. СПОСОБ ОБРАЗОВАНИЯ ПАЗОВ, например шлицевых, заключающийся в выполнении пазов на наружной поверхности цилиндрического стержня с последующей расточкой отверстия в стержне до вскрытия пазов, отличающийся тем, что, с целью повышения прочности шлицевого соединения, в пазы до расточки отверстия вводят заполняющие элементы и образуют неразъемное соединение. 2. Способ по п. 1, отличающийся тем, что заполняющие элементы выполняют преимущественно из материала стержня.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кацев П | |||
| Г | |||
| Протяжные работы | |||
| М., Профтехиздат, 1961, с | |||
| Способ получения кодеина | 1922 |
|
SU178A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ОБРАЗОВАНИЯ ПАЗОВ | 0 |
|
SU370007A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
