1
Изобретение относится к области металлообработки, в частности к образованию пазов, например шлицевых, в предварительно подготовленном отверстии детали.
В настоящее время такие пазы обрабатывают протягиванием.
Однако известный способ образования пазов создает значительные технологические трудности при обработке деталей из труднообрабатываемых материалов.
По предлагаемому способу пазы выполняют ва стержне, который вставляют в отверстие детали и жестко соединяют с последней, после чего растачивают отверстие в стержне до вскрытия пазов.
С целью предотвращения скалывания стенок пазов в момент их вскрытия при обработке деталей из хрупкого материала полости, образованные пазами на стержне и поверхностью детали, на время обработки заполняют легкоплавким веществом.
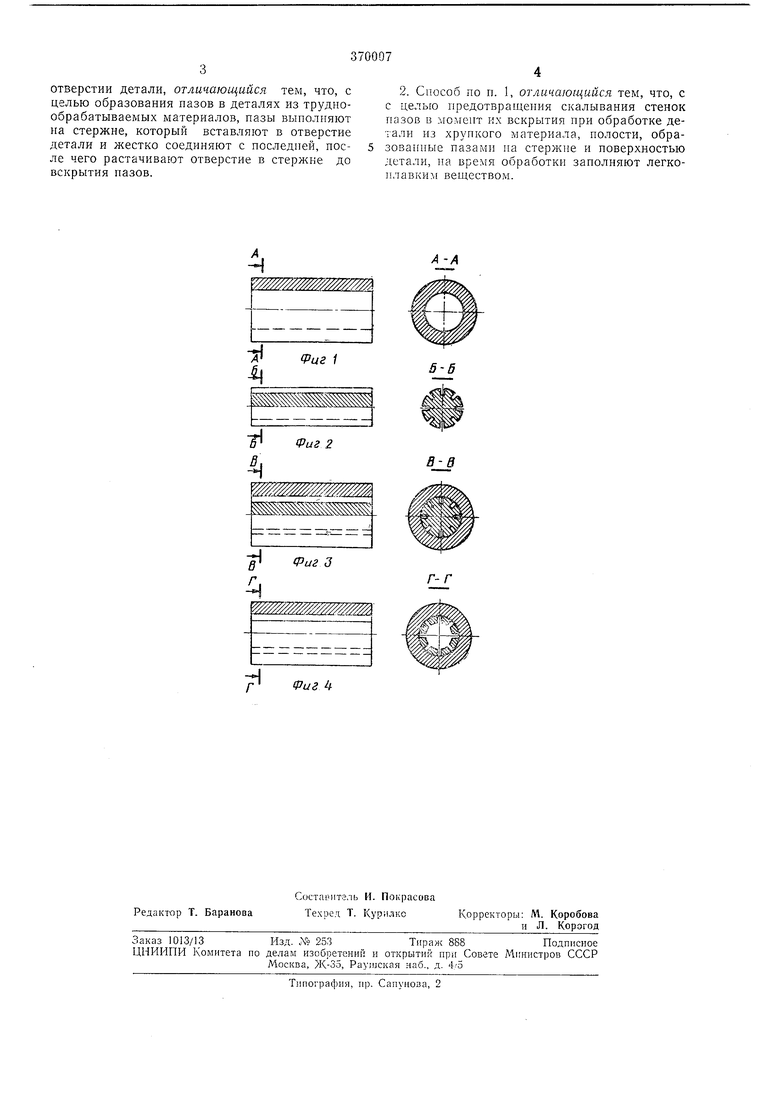
На фиг. 1 показана деталь с цилиндрическим отверстием, предварительно обработанным до диаметра, равного наружному диаметру щлицевого отверстия с разрезом по А-А; на фиг. 2 - цилиндрический стержень, диаметр которого равен наружному диаметру шлицевого отверстия с обработанными пазами с разрезом по Б-Б; на фиг. 3 - деталь после соединения стержня с отверстием с разрезом по В-В; на фиг. 4 - то же, после обработки пазов в стержне, с разрезом по Г-Г. На токарном станке обтачивают стержень длпной, соответствующей глубине щлицевого отверстия до диаметра, равного наружному диаметру щлицев. Для получения более чистой наружной поверхности стержень щлифуют. Затем на стержне фрезеруют пазы заданного профиля. Для улучщения чистоты поверхности пазов их шлифуют. Стержень с обработанными пазами вставляют в отверстие детали, равное наружному диаметру щлицев, и соединяют их диффузионной сваркой или пайкой. Затем растачивают отверстие в стержне до
диаметра, равного внутреннему диаметру щлицев. В случае необходимости после растачивания отверстие щлифуют.
Если обрабатываемый материал обладает низкой пластичностью перед растачиванием
отверстия в стержне полости, образованные пазами на стержне и поверхностью детали, заливают легкоплавким веществом, например сплавом Вуда, которое удаляют путем нагрева после проведения всех операций по обработке отверстия.
Предмет изобретения
1. Способ образования пазов, например щлии,евых, в предварительно подготовленном
отверстии детали, отличающийся тем, что, с целью образования пазов в деталях из труднообрабатываемых материалов, пазы выполняют на стержне, который вставляют в отверстие детали и жестко соединяют с последней, после чего растачивают отверстие в стержне до вскрытия пазов.
2. Способ по н. 1, отличающийся тем, что, с с целью предотвращепия скалывания стенок пазов в момент нх вскрытия при обработке детали из хрупкого материала, полости, образованные пазами на стержне и поверхностью детали, на время обработкп заполняют легкоплавким вепдеством.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования пазов | 1982 |
|
SU1033280A1 |
| Способ фрезерования шлицевых и шпоночных пазов на внутренней поверхности втулки с использованием токарного станка | 2018 |
|
RU2677451C1 |
| Способ образования пазов | 1983 |
|
SU1085742A2 |
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| Инструмент для калибрования шлицевых отверстий | 1985 |
|
SU1255310A1 |
| ГРУЗОЗАХВАТНОЕ УСТРОЙСТВО | 1972 |
|
SU336258A1 |
| Устройство для надевания уплотнительных колец на базовые детали | 1980 |
|
SU1090523A1 |
| БОЛТОВОЕ СОЕДИНЕНИЕ ДЕТАЛЕЙ | 2015 |
|
RU2605373C2 |
| Станок для электрохимической обработки | 1977 |
|
SU743826A1 |
| Резьбовое соединение | 1980 |
|
SU920282A1 |
fue 1
Фаг 3
А-А
5-6
В-в
Г-Г
-Н
г ipua 4
