1
Предлагаемый способ изготовления электрода-инструмента может найти применение для полирования винтовых поверхностей пружин прямоугольного сечения или других винтовых деталей.
В настоящее время повышение чистоты винтовых поверхностей пружин прямоугольного профиля после механической нарезки достигается применением электрохимической обработки. Для осуществления этой операции обычно используются неразъемные электроды-инструменты, которые охватывают обрабатываемые поверхности и пружины по всей длине с постоянным межэлектродным зазором. Установка обрабатываемой пружины при этом производится путем ввинчивания ее в электрод-инструмент до полного ввода витков, после чего выставляются межэлектродные зазоры, одинаковые для обоих торцов пружин, и происходит закрепление обрабатываемой детали.
В случае обработки пружин с большим количеством витков (порядка 20 и более) при длине развертки спирали, достигающей несколько метров, установка таких деталей в неразъемные электроды-инструменты весьма затруднительна и при этом не обеспечивается контроль правильности установки пружины.
Кроме того, из-за использования неразъемных электродов-инструментов для обработки
таких пружин невозможно осуществлять профилактический осмотр винтовых рабочих поверхностей инструмента, ввиду сравнительно небольшого внутреннего отверстия и значительной длины.
Поэтому для обработки многовитковых пружин желательно применять разъемные по оси электроды-инструменты, значительно упрощающие установку пружин в приспособление. Так как базирование обрабатываемой пружины при этом производится по наружному диаметру, то наружный диаметр винтового канала инструмента должен иметь изоляционное покрытие.
Разъемные электроды-инструменты в этом случае изготавливаются из двух одинаковых заготовок с внутренними каналами, из которых вырезаются получасти для инструмента. Однако изготовление заготовок для разъемного электрода-инструмента путем обычной расточки внутренних винтовых каналов нетехнологично из-за высокой трудоемкости операции расточки, доводки поверхности до требуемой чистоты и сложности нанесения качественной изоляции по наружному цилиндру винтового канала.
По основному авт. св. 323244 известен способ изготовления неразъемного электродаинструмента с внутренним винтовым каналом для электрохимической обработки многовитковых пружин прямоугольного сечения. В случае применения этого способа для изготовления разъемного электрода-инструмента необходимо нарезать две цельные заготовки, из которых в дальнейшем вырезаются части для разъемного инструмента.
С целью повышения технологичности изготовления разъемного электрода-инструмента по предлагаемому способу производят нарезание наружного винтового канала в двух скрепленных между собой полувалах. Затем эту составную по оси заготовку с нарезанным каналом устанавливают в две полувтулки через изоляционные прокладки, причем линии разъема должны быть совмещены. После этого осуществляют скрепление составной заготовки с соответствующими полувтулками и расточку центрального стержня по известному способу. Полученные таким образом две части представляют собой рабочие элементы разъемного по оси электрода-инструмента.
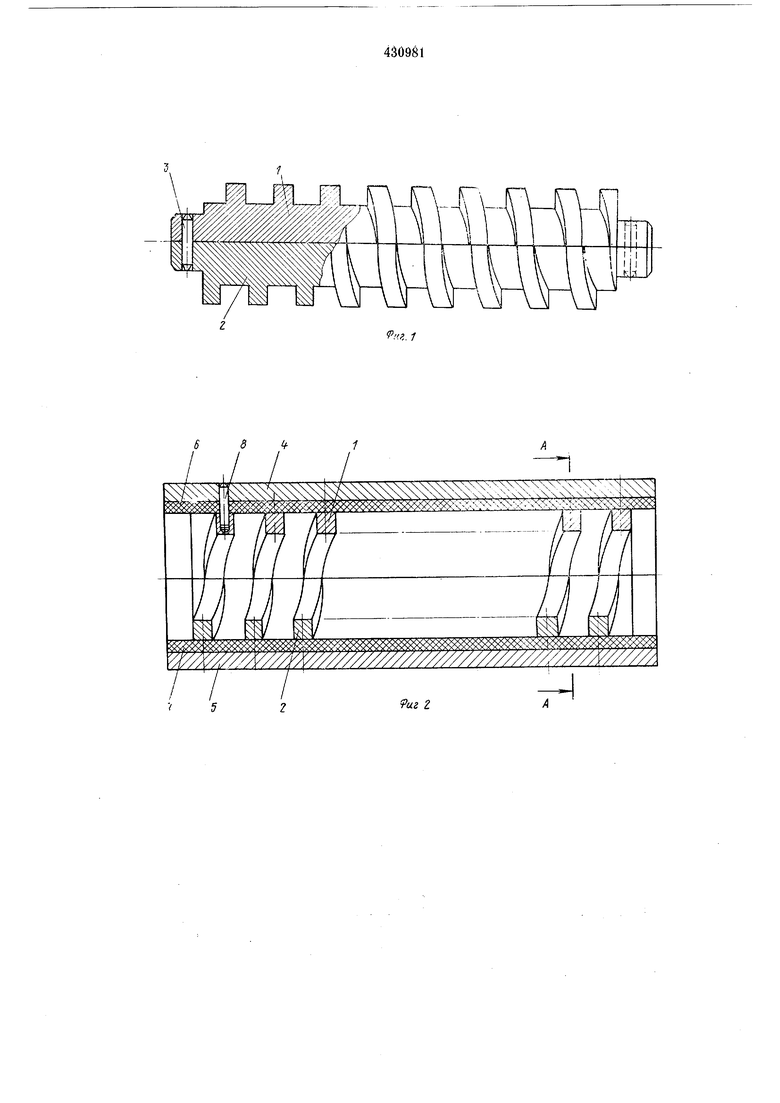
На фиг. 1 изображена составная заготовка с нарул ным винтовым каналом для электрода-инструмента; на фиг. 2 - разъемный электрод-инструмент, общий вид.
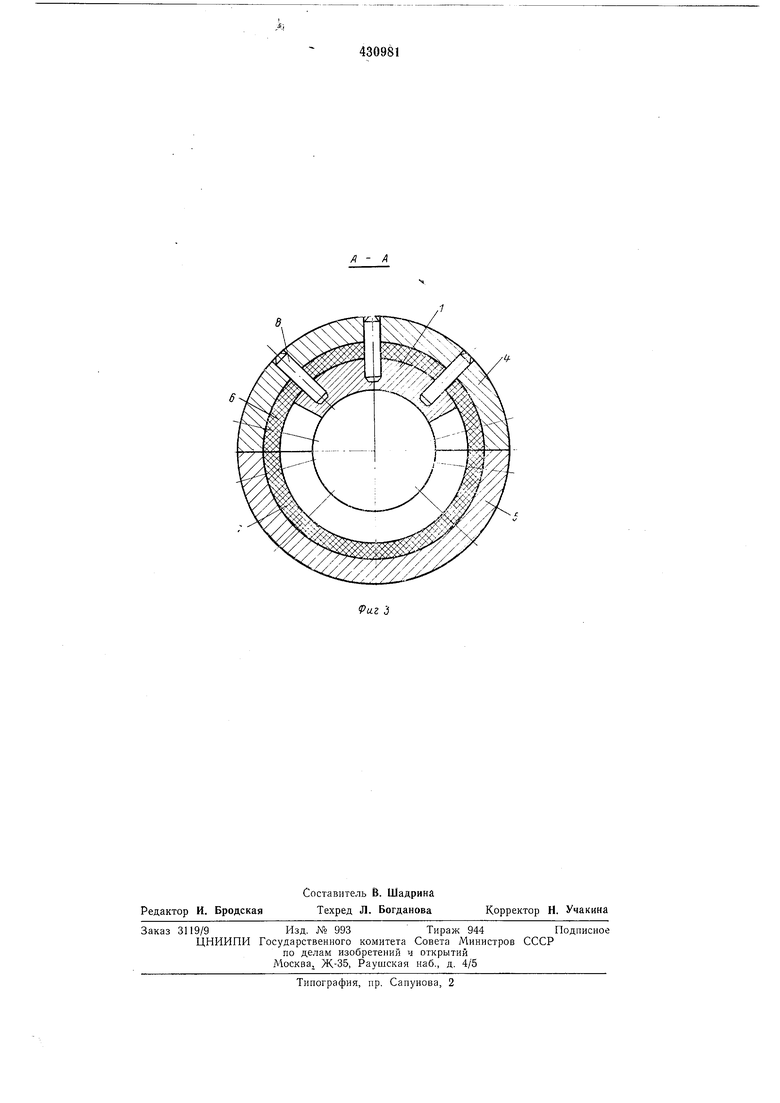
На фиг. 3 - разрез по А-А па фиг. 2.
Для изготовления разъемного по оси электрода-инструмента для обработки винтовых профилей пружин первоначально нарезают наружный винтовой канал на составной заготовке (фиг. 1), представляющей собой соединение двух полувалов 1 и 2 посредством штифтов 3. Затем эту заготовку устанавливают в две полувтулки 4 и 5 через изоляционные прокладки 6 и 7, закрепляют с помощью штифтов 8, как показано на фиг. 2 и 3. Перед закреплением необходимо обеспечить совпадение линий разъема полувалов 1, 2 и полувтулок 4, 5 (фиг. 3). После этого растачивают центральный стержень скрепленной заготовки до вскрытия винтового канала в полувалах 1 и 2.
Изготовленный таким образом электродинструмент представляет собой две разъемные по оси части, благодаря чему обеспечивается быстрая и контролируемая установка обрабатываемой пружины. Нарезание винтового капала одновременно на обеих частях разъемного электрода-инструмента повышает технологичность его изготовления, так как помимо сокращения трудоемкости при этом автоматически осуществляется высокая точность сопряжения рабочих поверхностей обеих разъемных частей. Кроме того, при таком способе обеспечивается простота получения изоляционных баз инструмента по наружному диаметру винтового канала, что также
повышает технологичность изготовления инструмента.
Предмет изобретения
Способ изготовления электрода-инструмента с внутренним винтовым каналом по авт. св. 323244 для электрохимической обработки многовитковых пружин прямоугольного сечения, отличающийся тем, что, с целью изготовления разъемного по оси электрода-инструмента, повышения точности сопряжения рабочих профилей разъемных частей, производят нарезание наружного винтового канала в составной заготовке, представляющей собой два заштифтованных полувала, причем закрепляют ее в двух втулках через изоляционные прокладки, обеспечивая при этом совмещение линий разъема полувалов и полувтулок.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электродаинструмента для электрохимической обработки | 1972 |
|
SU440230A2 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ | 1973 |
|
SU387806A1 |
| Инструмент для электрохимической обработки винтовых лопастей шнеков | 1974 |
|
SU525521A1 |
| ФОРМА ЛИТЬЕВАЯ | 2003 |
|
RU2248275C1 |
| ВКЛАДЫШ ПОДШИПНИКА СКОЛЬЖЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ВКЛАДЫША ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2006 |
|
RU2347963C2 |
| Устройство для направления ползуна пресса | 1991 |
|
SU1779616A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ГОФРАМИ | 1992 |
|
RU2016685C1 |
| Способ электрохимического нарезания резьбы | 1988 |
|
SU1535686A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
g« g$gg« «й« :-; -: 5 X: g У:
