Изобретение относится к перерабоке полимерных материалов и может быть использовано для изготовления изделий с пересекающимися отверстиями, одно ИЗ которых криволинейное.
Известна пресс-форма для изготов:г1ения изделий с углу блеяниями, содержащая матрицу, пуансон и формукяцие знаки с резьбовыми хвостовиками, связанными через шестерни с приводной рейкой
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является литьевая форма для полимерных изделий, содержащая неподвижную литниковую плиту, полуматрицы, оформпяияцие знаки и кинематически связанные посредством зубчато-реечной передачи подвижные промежуточную плиту и основание C2j Однако в известных формах невозможно изготовлять изделия с пересекающимися отверстиями, одно из которых криволинейное, так как не предумотрено -йоследовательное перемещение оформляющих знаков,
Цель изобретения - обеспечение возможности изготовления изделий с пересекающимися отверстиями, одно из которых криволинейное.
ПЬставленная целть достигается тем, что литьевая форма для полимерных изделий, содержащая неподвижную литниковую плиту, полуматрицы, оформлякацие знаки и ки.нематически связанные посредством зубчато-реечной передачи подвижные промежуточную плиту и основание, снабжена механизмом ограничения перемещения знаков, выполненным в виде опорной призмы, шарнирно связанной с концами пары удерживающих ры чагов и жестко связанной с концом направляющего рычага, при этом другие концы удерживающих рычагов ыарнирно закреплены в основании, а вгпромежуточной плите выполнен паз, с ко-. торым связан другой конец направляющего рычага.
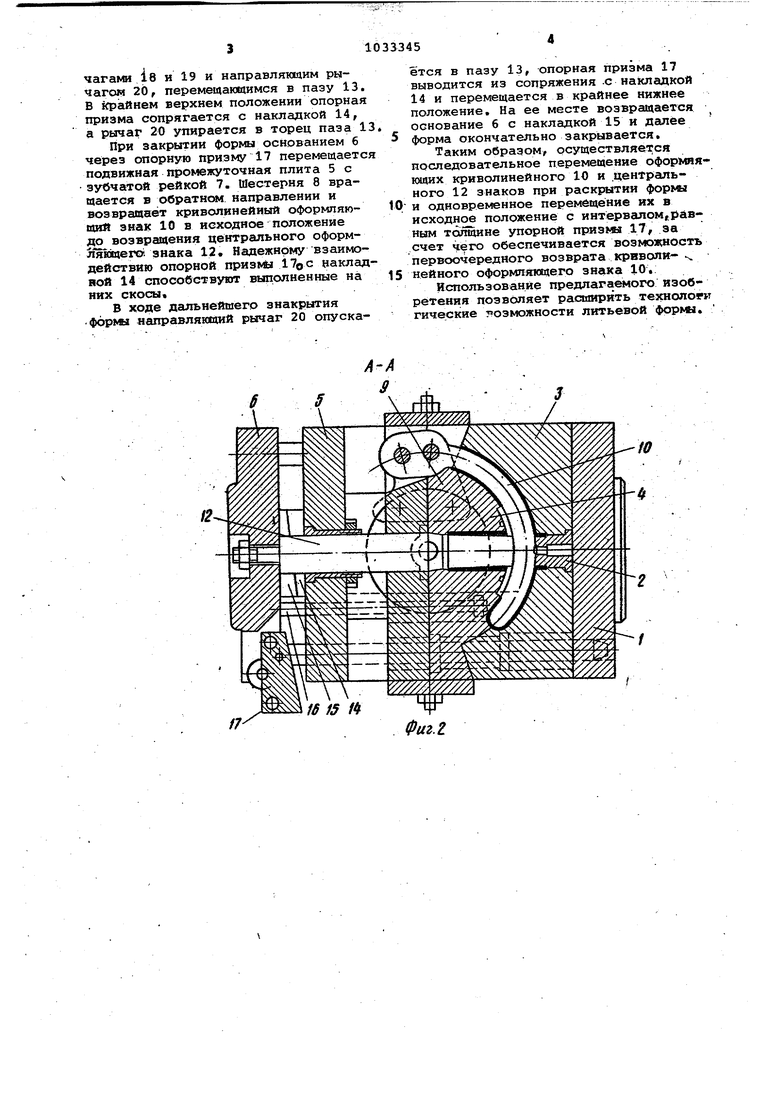
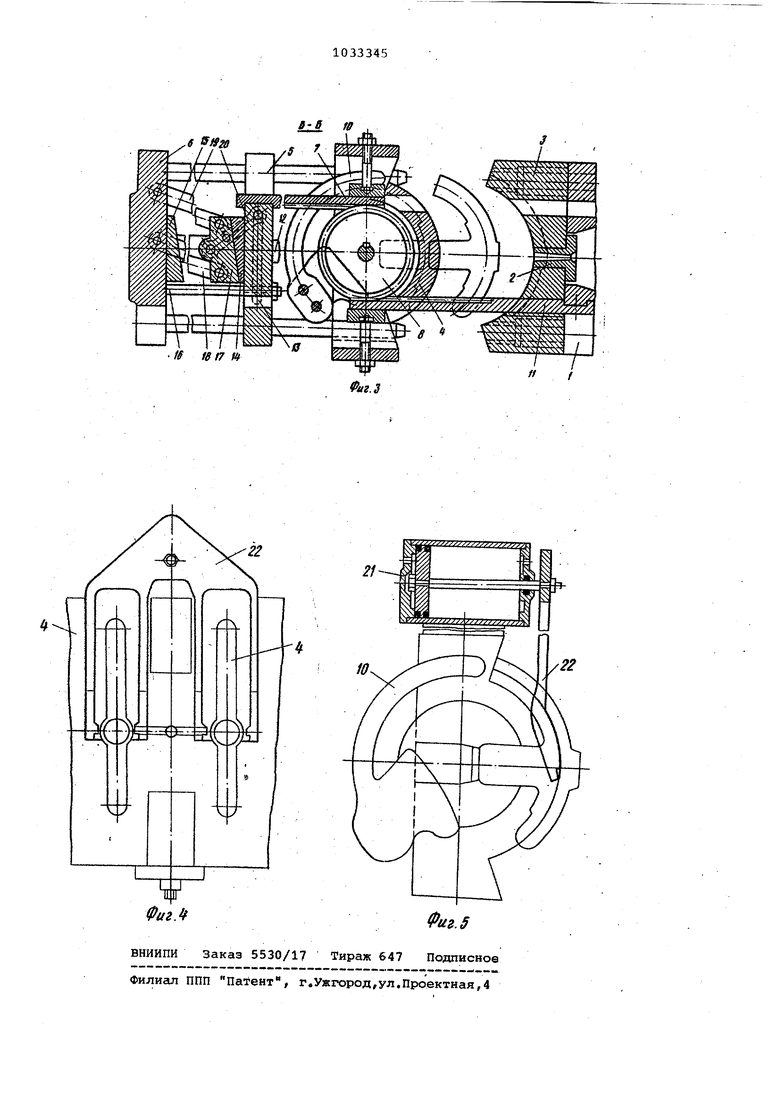
На фиг. 1 показан вид по разъему литьевой формы; на фиг. 2 - разрез А-А на фиг, iCno оси к криволинейного знака),- на фиг, 3 - разрез .Б-В на фиг. 1 условно литьевая форма в раскрытом положении jна фиг. 4 и 5 - механизм для сталкивания изделий, видв плане и вид сбоку соответственно.
Литьевая форма содержит неподвижную литниковую плиту 1 с оформпя-. ювдим знаком 2, полуматрицы 3 и 4, кинематически связанные посредством зубчато-реечной передачи подвижные промежутс5чную плиту 5 и основание 6, при этом зубчатая рейка 7 закреплена в подвижной промежуточной плите 5, а шестерня 8 закреплена на
кронштейне 9, на котором эксцентрично с возможностью поворота установ- . лен криволинейный оформляющий знай 10. Неподвижная зубчатая рейка 11, вэаимодействуквдая с шестерней 8, закреплена в неподвижной литниковой плите. Основание 6 жестко связано с центральным оформляющим знаком 12, а,подвижная промежуточная плита 5 выполнена с пазом 13 и
0 сопряжена с основанием б, для чего предусмотрены накладки 14 и 15, закрепленные в обоих элементах. Основание 6 связано тягами 16 с подвижной промежуточной плитой 5.
5 Механизм органичения перемещения оформляющих центрешьного 12 и кривсзлинейного 10 знаков выполнен в виде опорной призмы 17, шарнирно связанной с концами пары удерживающих рычагов 18 и 19 и жестко свя- . занной с концом направляющего рычага 20, при этом другиеконцы удерживающих рычагов 18 и 19. шарнирно закреплены несимметрично относительно центральной продольной оси формы в основании б, а другой конец направлякяцего рычага 20 связан с пазом 13.
Механизм.сталкивания выполнен в виде установленного на полуматрице 4 пневмоцилиндра 21, на штоке которого закреплена вилка съема 22,
Литьевая форма работает следующим образом.
После впрыска полимерного материала и технологической выдержки форма раскрывается, при этсм основание б отводится от подвижной промежуточной плиты 5, а центральный бформля-1 ющий знак 12 из полуматрицы 4,
0 в результате чего перед последней освобождается зона для перемеще- , ния в нее криволинейного оформляющего знака 10. Это перемещение осуществляется при дальнейшем раскрытии формы, когда подвижная промежуточная плита 5 перемещается тягами 16, а зубчатая рейка 7 вращает шестерню 8, которая перекрывается по неподвижной зубчатой рейке 11, чем
0 обеспечивается извлечение криволинейного знака 10 и перемещение полуматрицы 4 в направлении разъема. Ход подвижной промежуточной плиты 5 значительно превышает ход пуансона и
е оказывается достаточным для беспрепятственного поворота криволинейного знака 10.
При разъме фор№л производится подготовка к последовательному воэ0 врату оформляющих центрального 12 и криволинейного 10 знаков, для чего до Нс.чала перемещения подвижной промежуточной плиты 5 опорная призма 17 поднимается удерживающими ры5 тагами 18 и 19 и направляющим рычачагами ie и 19 и направляющим рычагом 20, перемещакадимся в пазу 13. В Крайнем верхнем положении опорная призма сопрягается с наклалкой 14, а рычаг 20 упирается в торец паза 13
При закрытии формы основанием б через опорную призму 17 перемещается подвижная промежуточная плита 5 с эуйчатоЛ рейкой 7. Шестерия 8 вращается в обратнсми направлении и воэврашаёт криволинейный оформляющий знак 10 в исходное положение до возвращения центрального оформляющего, знака 12, Надежному взаимодействию опорной призмы 17ос накладной 14 способствуют выполненные на них скосы.
В ходе дальнейшего знакрытия формы «аправлякадий рычаг 20 опускается в пазу 13, опорная призма 17 выводится из сопряжения -С накладкой 14 и перемещается в крайнее нижнее положение. На ее месте возвращается основание 6 с накладкой 15 и далее
форма окончательно закрывается.
Таким образом, осуществляется последовательное перемещение оформнякадих криволинейногоЮ и .центрального 12 знаков при раскрытии формы
и одновременное перемещение их в исходное положение с интервалом,равным толщине упорной призмы 17, за счет чего обеспечивается возможность первоочередного возврата крввали- нейного оформляющего знака 10.
Использование предлагаемого изобретения позволяет расширить технологк гические т-озможности литьевой форкы. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из пластмасс | 1981 |
|
SU939232A1 |
| Литьевая форма для полимерных изделий с резьбой | 1989 |
|
SU1680544A2 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая пресс-форма | 1980 |
|
SU897539A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1650467A1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1130487A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1977 |
|
SU651968A1 |

а-8 fff
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВ.ЛЕНИЯ ИЗДЕЛИЙ С УГЛУБЛЕНИЯМИ | 1972 |
|
SU426849A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1977 |
|
SU651968A1 |
| Солесос | 1922 |
|
SU29A1 |
