(З) ЛИТЬЕВАЯ ПРЕСС-ФОРМА
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полимерных изделий с отверстиями | 1990 |
|
SU1775302A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1989 |
|
SU1682195A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1130487A1 |
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
| Многогнездная литьевая форма дляпОлиМЕРНыХ издЕлий | 1979 |
|
SU835777A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |


1
Изобретение относится к перера- i ботке пластмасс, и может быть использовано для изготовления длинномерных изделий со сложными поднутрениями и ребрами жесткости.
Известна литьевая форма для изготовления длинномерных полых изделий-, содержащая подвижную и неподвижную полуформы.сталкивающую втулку,размещенную на знаке, и рычажный механизм, соединенный со втулкой через тяги tn.
Однако технологические возможности такой формы ограничены из-за невозможности изготовления в ней изделий со сложными поднутрениями и ребрами жесткости.
Известна также литьевая форма для изготовления изделий из пластмасс, содержащая неподвижную литниковую плиту с закрепленными в ней формующими знаками и раздвижными клиньями.
взаимодействующими с полуматрицами, подвижную и опорную плиты 2,
В данной форме недостатком является необходимость отвода подвижной части на расстояние, равное двум длинам изделия и длине удерживающего изделие стержня, что приводит к увеличению продолжительности рабочего цикла.
10
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является литьевая пресс-форма, содержащая неподвижные литниковую плиту и плиту матриц,
15 подвижные плиту пуансонов и опорную плиту и размещенные между ними плиты выталкивающей системы с размещенными в них оформляющими знаками и концен- трично установленными на них трубча
20 тыми выталкивателями. Время выталкивания изделия в известной форме per- ламентируется продолжительностью перемещения подвижной плиты на рас589
стояние, превышающее две длины изделия 3.
Цель изобретения - повышение про- изаодительности формы за счет сокращения времени ка 8ыталкиван)е длиннокерных изделий.
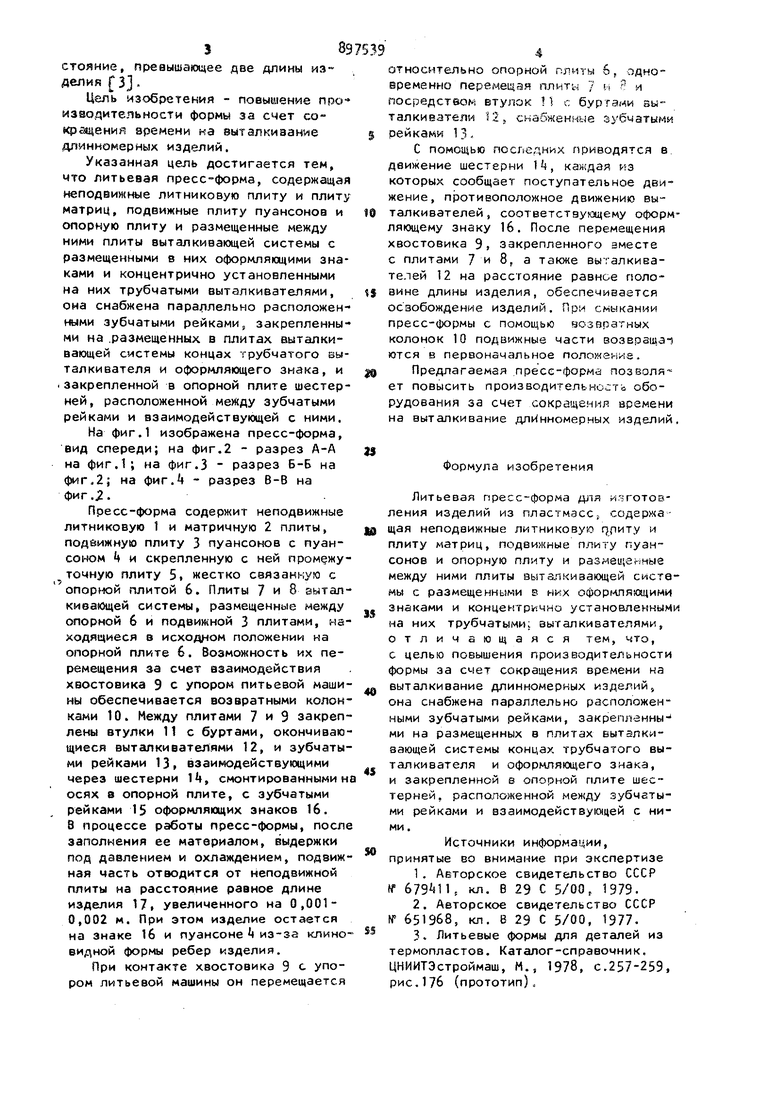
Указанная цель достигается тем, что литьевая пресс-форма, содержащая неподвижные литниковую плиту и плиту матриц, подвижные плиту пуансонов и опорную плиту и размещенные между ними плиты выталкивающей системы с размещенными в них оформлякзщими знаками и концентрично установленными на них трубчатыми выталкивателями, она снабжена параллельно расположенными зубчатыми рейками, закрепленными на .размещенных а плитах выталкивающей системы концах трубчатого выталкивателя и оформляющего знака, и закрепленной в опорной плите шестерней, расположенной между зубчатыми рейками и взаимодействующей с ними. На фиг.1 изображена пресс-форма, вид спереди; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на на фиг. - разрез В-В на фиг ,2Пресс-форма содержит неподвижные литниковую 1 и матричную 2 плиты, подвижную плиту 3 пуансонов с пуансоном k и скрепленную с ней пром жуточную плиту 5, жестко связанную с опорной плитой 6. Плиты 7 и 8 выталкивающей системы, размещенные между сяюрной 6 и подвижной 3 плитами, находящиеся в исходном положении на опорной плите 6. Возможность их перемещения за счет взаимодействия хвостовика 9 с упором питьевой машины обеспечивается возвратными колонками 10. Между плитами 7 и 9 закреплены втулки 11 с буртами, окончивающиеся выталкивателями 12, и зубчатыми рейками 13, взаимодействующими через шестерни 1, смонтированными н осях 8 опорной плите, с зубчатыми рейками 15 оформляющих знаков 16. В процессе работы пресс-формы, после заполнения ее материалом, выдержки под давлением и охлаждением, подзижная часть отводится от неподвижной плиты на расстояние равное длине изделия 17, увеличенного на 0,0010,002 м. При этом изделие остается на знаке 16 и пуансоне 4 из-за клиновидной формы ребер изделия.
При контакте хвостовика 9 с упором литьевой машины он перемещается
относительно опорной плиты 6, одновременно перемещая плиты 7 и и посредствен втулок П с буртами зыталкийателм 12, снабженные зубчатыми рейками 13
С помощью последних приводятся в, движение шестерни Н, каждая из которых сообщает поступательное движение, противоположное движению выталкивателей, соответстзуицему оформляющему знаку 16. После перемещения хвостовика 9, закрепленного вместе с плитами 7 и 8, а также выталкивателей 12 на расстояние равное половине длины изделия, обеспечивается освобождение изделий. При смыкании пресс-формы с помощью возяратных колонок 10 подвижные части зозвраща1 отся в первоначальное положение.
Предлагаемая .пресс-форма позволя ет повысить производительность оборудования за счет сокращения времени на выталкивание длинномерных изделий
Формула изобретения
Литьевая пресс-форма для изготовления изделий из пластмассS содержащая неподвижные литниковую г}литу и плиту матриц, подвижные плиту пуансонов и опорную плиту и размеи(енмые между ними плиты выталкивающей системы с размещенными в них оформляющими знаками и концентрично установленным на них трубчатыми; выталкивателями, отличающаяся тем, что, с целью повышения производительности формы за смет сокращения времени на выталкивание длинномерных изделий, она снабжена параллельно расположен ными зубчатыми рейками, закрепленными на размещенных в плитах выталкивающей системы концах трубчатого выталкивателя и оформ.пяющего знака, и закрепленной в опорной плите шеетерней, распапоженной между зубчатыми рейками и взаимодействующей с ними .
Источники информации, принятые во внимание при экспертизе
