Изобретение относится к оснастке для переработки полимерных материалов и может быть использовано для изготовления винтовых изделий.
Целью изобретения является обеспечение возможности изготовления изделий типа шнек с торцовым фланцем, полым винтовым выступом и глухим отверстием в стержне на противоположной стороне.
На фиг.1 изображена литьевая форма, разрез; на фиг.2 - то же, план; на фиг.З - то же, в раскрытом состоянии.
Литьевая форма содержит литниковую плиту 1, составную матрицу, выполненную из полуматриц 2 и 3, первая из которых расположена на литниковой плите 1, а вторая установлена с возможностью вращения в промежуточной плите 4, механизм вывертывания изделий, включающий связанный с литниковой плитой 1 ходовой винт 5, выталкивающую систему с плитами 6 толкания и выталкивателями 7, центральный знак 8 и основание 9. Матрица выполнена составной по вершине оформляющей винтовой выступ поверхности, при этом первая полуматрица 2 и плиты 6 толкания установлены с возможностью вращения, а механизм вывертывания изделий снабжен дополнительным ходовым винтом 10, закрепленным в основании 9, причем оба винта 5 и 10 кинематически связаны соответственно второй полуматрицей и центральным знаком и плитами 6 толкания. Обе полуматрицы охватывает коническая обойма 11, установленная на литниковой плите 1.
Полуматрица 2 жестко соединена с торцом диска 12, установленного на опорах 13 качения в неподвижной литниковой плите 1, полуматрица 3 закреплена в вывинчивающем зубчатом венце 14 и посредством кольцевых направляющих 15 размещена между несущими ее роликами 16, свободно установленными на направляющих колонках 17, центральный знак 8 расположен соосно с диском 12, выполнен заодно с зубчатой шестерней 18, сцепленной с гайкой шестерней 19, закрепленного в неподвижной литниковой плите 1 дополнительного ходового винта 10 и имеет сквозные ступенчатые отверстия 20 с размещенными в них ответными концами выталкивателей 7, а выталкивающая плита 6 связана с установленным в основании 9 механизмом возврата с возможностью поворота, состоящим из толкателя 21, снабженного гнездом 22 с шарико-фиксатором 23 с шариками 24, на который опирается плита 6 толкания, хвостовик 25 с канавкой 26 и втулки 27 с кольцевым пазом 28, закрепленным в основании 9. Центральный знак 8 снабжен винтовым выступом 29, который формует полость внутри винтового выступа детали.
Литьевая форма работает следующим образом.
После подачи полимерного материала и
выдержки под давлением и охлаждением, производится размыкание формы.
При этом подвижная часть формы отходит от неподвижной.
Вначале осуществляется разъем между двумя частями 2 и 3 матрицы, при этом ходовые винты 5 и 10 выбирают холостой ход, так как они подпружинены, что обеспечивает мягкую нагрузку на гайки-шестерни.
При дальнейшем разъеме формы за счет тяг, установленных в литниковой плите 1 и взаимодействующих с промежуточной плитой 4, начинает вывинчиваться из пространства между фланцем и пером изделия часть
3 матрицы за счет того, что она закреплена в вывинчивающем зубчатом венце 14 и одновременно перемещается относительно подвижной части по направляющим колонкам 17 вместе с роликами 16 за счет того, что
шаг ходовых винтов и шаг винтовой спирали шнека совпадает.
Одновременно вращаясь в противоположном направлении, центральный знак 8 вывинчивается из изделия, при этом плита
6 толкания совместно с выталкивателями 7 вращается. При дальнейшем ходе через хвостовик 25 срабатывает система выталкивания и выталкиватели 7, вращаясь совместно с центральным знаком 8, сбрасывают изделие.
Смыкание формы осуществляется в обратном порядке, при этом выталкиватели 7 возвращаются совместно с плитой 6, так как хвостовик связан постоянно с упором термопластавтомата.
Формула изобретения Литьевая форма для изготовления полимерных изделий, содержащая литниковую
плиту, составную матрицу, выполненную из полуматриц, первая из которых расположена на литниковой плите, а вторая установлена с возможностью вращения в промежуточной плите, механизм вывертывания изделий, включающий связанный с литниковой плитой ходовой винт, выталкивающую систему с плитами толкания с выталкивателями, центральный знак, основание, отличающаяся тем, что. с целью
обеспечения возможности изготовления изделий типа шнек с торцовым фланцем, полым винтовым выступом и глухим отверстием в стержне на противоположной стороне, матрица выполнена составной по вершине, оформляющей винтовой выступ
поверхности, при этом первая полуматрица плиты толкания и центральный знак установлены с возможностью вращения, а механизм вывертывания изделий снабжен
ленным в основании и кинематически связанным с второй полуматрицей, при этом основной ходовой винт кинематически связан с центральным знаком и плитами толка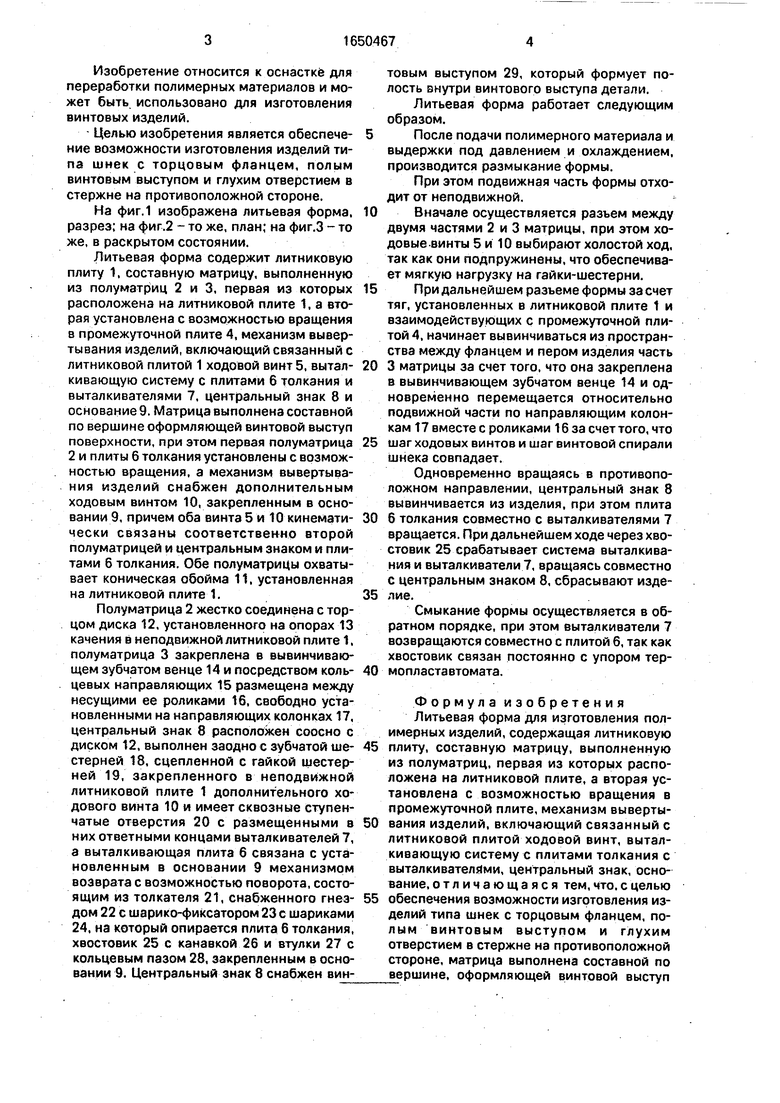
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для полимерных изделий с внешней резьбой | 1981 |
|
SU954244A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1983 |
|
SU1199643A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1382650A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1988 |
|
SU1676822A1 |
| Литьевая форма для изготовления полимерных изделий с резьбами | 1982 |
|
SU1115912A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |
| Литьевая форма с автоматическим вывинчиванием резьбовых знаков | 1980 |
|
SU937179A1 |

Изобретение относится к литьевым формам для изготовления полимерных изделий. Цель изобретения - обеспечение возможности изготовления изделий типа шнек с тори а цовым фланцем, полым винтовым выступом и глухим отверстием в стержне на противоположной стороне. Для этого матрица выполнена составной по вершине, оформляющей винтовой выступ поверхности. Первая полуматрица 2 и плита толкания 6 установлены с возможностью вращения, центральный диск 8 размещен в плитах толкания, а механизм вывертывания изделий снабжен дополнительным ходовым винтом 10, закрепленным в литниковой плите. Оба винта кинематически связаны соответственно с плитами толкания и центральным знаком и второй 3 полуматрицей. При раскрытии формы вторая полуматрица 3 и центральный диск вывинчиваются из изделия, которое затем удаляется из формы выталкивателями. 3 ил. г а 2 Ё о. (Л 8 О VI
дополнительным ходовым винтом, закреп- 5 ния.
17
16
Фиг.2
шн
| Зажим | 1980 |
|
SU952244A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
