(54) ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС

| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМАОШР^-::- | 1971 |
|
SU320386A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| Литьевая форма | 1981 |
|
SU958112A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая пресс-форма | 1980 |
|
SU897539A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU994272A1 |
| Литьевая форма для изготовления полых изделий | 1991 |
|
SU1794034A3 |

1
Изобретение относится к переработке пластмасс и может быть использовано для изготовления изделий методом литья под давлением.
Известна литьевая форма, содержащая, неподвижную литниковую плиту с размещенными в ней формующими знаками и клиньями, подвижную плиту, взаимодействующие с клиньями раздвижные полуматрицы опорную плиту и расположенный в подвижной части хвостовик. Причем промежуточная плита установлена между опорной и подвижной плитами с возможностью перемещения вдоль оси формы, односторонние зубчатые .релки закреплены в промежуточной плите симметрично относительно хвостовика, выполненного в виде двухсторонней зубчатой рейки, а шестерни установлены на осях, размещенных снаружи подвижной плиты, и взаимодействуют с односторонними зубчатыми рейками и хвостовиком. Подпружиненные стержни размещены в подвижной плите соосно формующим знакам и проходят через промежуточную и опорную плиты и подпружинены в сторону знаков 1.
Недостатки известной формы заключаются в сложности ее изготовления и эксплуатации.
Наиболее близкой к предлагаемой по технической сущности и достигаемому эффек5 ту является литьевая форма для изготовления изделий из пластмасс, содержащая неподвижную литниковую плиту, обойму с раздвижными полуматрицами, в которых выполнены отверстия, наклонные колонки, Q взаимодействующие с поверхностью отверстий, опорную плиту, тяги и пуансон 2. Однако при раскрытии полуматриц возможно «залипание изделия на одной из них
Цель изобретения -- повышение надежности удаления изделий из формы.
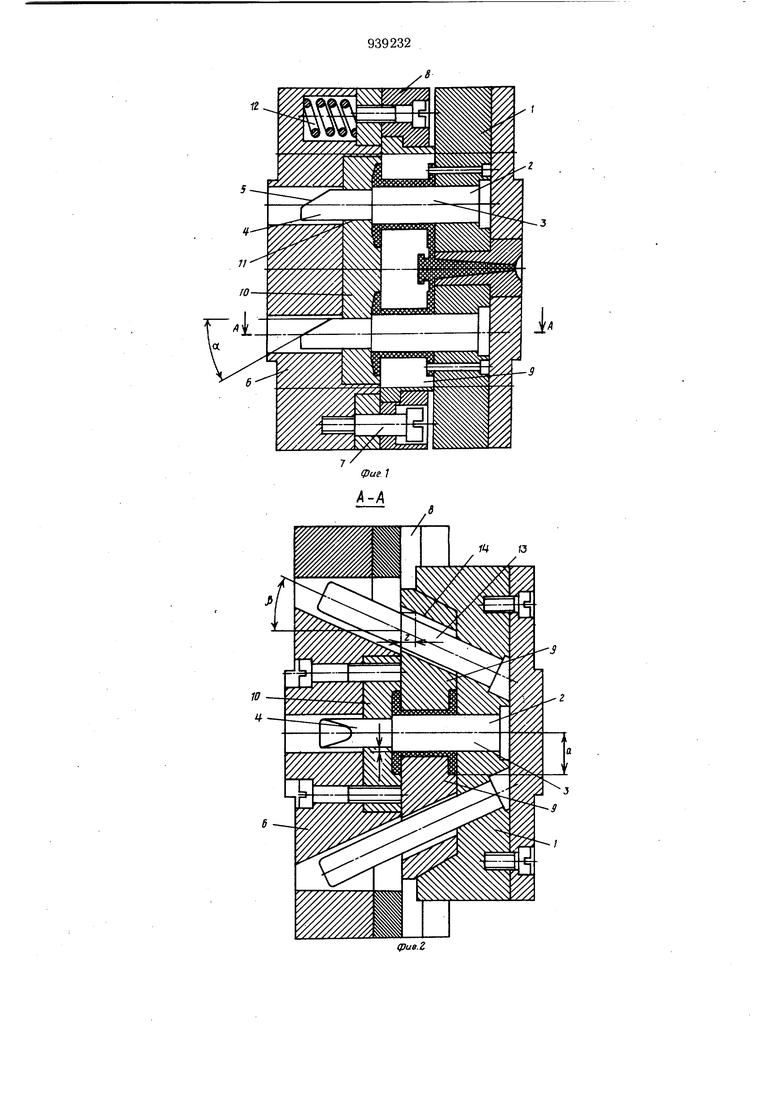
Поставленная цель достигается тем, что литьевая форма для изготовления изделий из пластмасс, содержащая неподвижную литниковую плиту, обойму с раздвижными полуматрицами, в которых выполнены отверстия, наклонные колонки, взаимодействующие с поверхностью отверстий, опорную плиту, тяги и пуалсон, снабжена пружинами, установленными между обоймой с раздвижными полуматрицами и опорной плитой, а опорная плита связана тягами ограниченного перемещения с обоймой с раздвижными полуматрицами, причем пуансон выполнен ступенчатым с оформляющим и центрирующим участками, а диаметр последнего меньше диаметра оформляющего участка, и со скосом на конце центрирующего участка, при этом угол скоса больше угла трения материала пуансона и изделия. На фиг. 1 показана литьевая форма в сомкнутом состоянии, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - литьевая форма в момент ее раскрытия. - Литьевая форма содержит неподвижную литниковую плиту 1 с закрепленными в ней пуансонами 2, которые выполнены ступенчатыми с оформляющими 3 и центрирующими 4 участками. Диаметр последнего меньще диаметра оформляющего участка 3. Угол 5 скоса, выполненный .на конце центрирующего участка, больще угла трения материалов пуансона и изделия. В опорной плите 6, связанной тягами 7 ограниченного перемещения с обоймой 8 с раздвижными полуматрицами 9, размещены вкладыши Ю с отверстиями 11 для центрирования пуансонов 2. Между опорной плитой 6 и обоймой 8 установлены пружины 12. Наклонные колонки 13, закрепленные в литниковой, плите, размещены в отверстиях 14, выполненных в раздвижных полуматрицах, с зазором Z относительно поверхности отверстий. Величина ограниченного перемещения m обоймы относительно опорной плиты превышает глубину h оформляющей полости вкладыша. В противном случае возможно «залипание изделия во вкладыше. Литьевая форма работает следующим образом. После подачи расплава полимера и необходимой выдержки производится размыкание формы, в начальный момент которого обойма 8 с раздвижными полуматрицами 9 остается прижатой к литниковой плите 1 до тех пор. пока с помощью пружины 12 не освободится от. изделия формующая полость вклпдыща 10. Вслед за этим обойма 8 с раздвижными полуматрицами 9 начинает отводиться от литниковой плиты, при этом оформление участка 3 пуансонов 2 выводятся из изделия. После того как выбран зазор Z, полуматрицы начинают раздвигаться. После выхода оформляющего участка 3 пуансона 2 из изделия, оно оказывается на центрирующем участке 4 и далее, когда полностью освобождается от полуматриц, перемещается на скос 5 и при дальнейщем раскрытии формы соскальзывает по нему в приемный бункер. Использование предлагаемой формы позволяет получить положительный эффект за счет повышения надежности удаления изделий из формующих гнезд. Формула изобретения Литьевая форма для изготовления изделий из пластмасс, содержащая неподвижную литниковую плиту, обойму с раздвижными полуматрицами, в которых выполнены отверстия, наклонные колонки, взаимодействующие с поверхностью отверстий, опорную плиту,,тяги и пуансон, отличающаяся тем, что, с целью повыщения надежности удаления изделий из формы, она снабжена пружинами, установленными между обоймой с раздвижными полуматрицами и опорной плитой, а опорная плита связана тягами ограниченного перемещения с обоймой с раздвижными полуматрицами, причем пуансон выполнен ступенчатым с оформляющим и центрирующим участками.а диаметр последнего меньше диаметра оформляющего участка, и со скосом на конце центрирующего участка, при этом угол скоса больше угла трения материалов пуансона и изделия. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 651968, кл. В 29 С 1/14, В 29 С 5/00, 1977. 2.Авторское свидетельство СССР 6 320386, кл. В 29 С 1/00, 1970 (прототип).
Г2
