СО
со со
00 СП
СХ)
Изобретение относится к технологии изготовления изоляционных гильз и моет быть использовано в электромашиностроении для изолирования, например, обмоток якорей автотракторных стартеров.
Целью изобретения является расширение технологических возможностей за счет изготовления многослойных . ю изоляционных гильз S-образного профиля с перекрытием стыков и улучшение качества изолирования путем исключения повреждения изоляции.
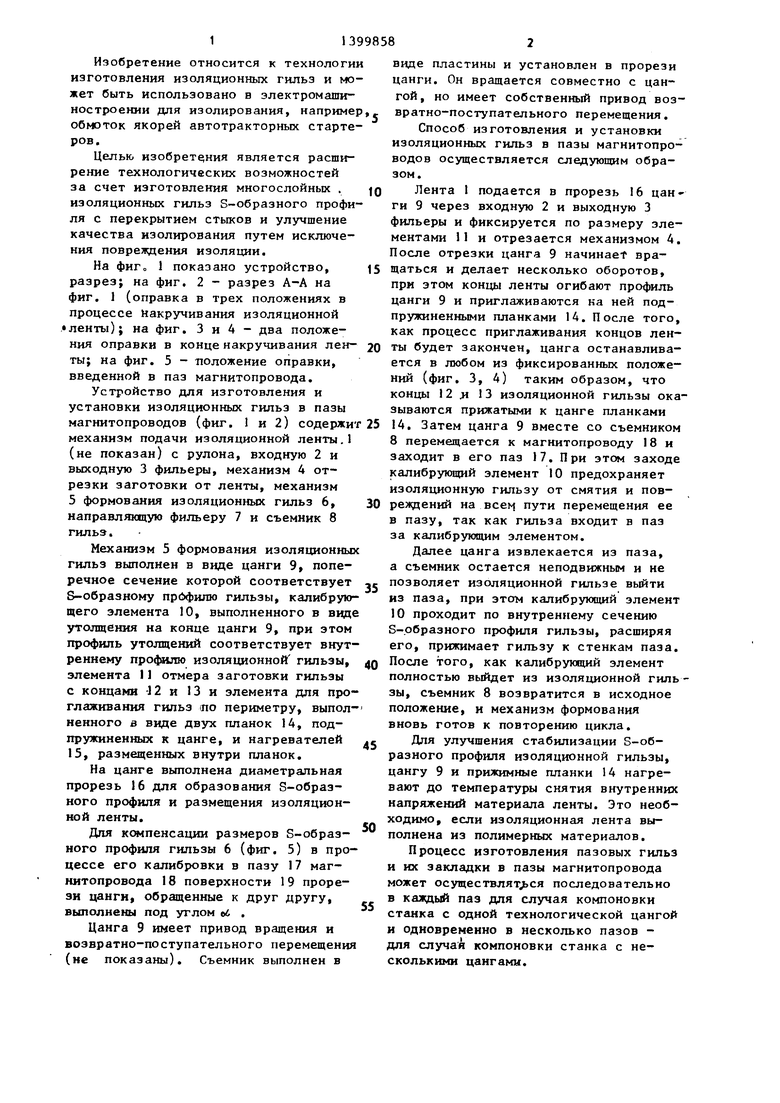
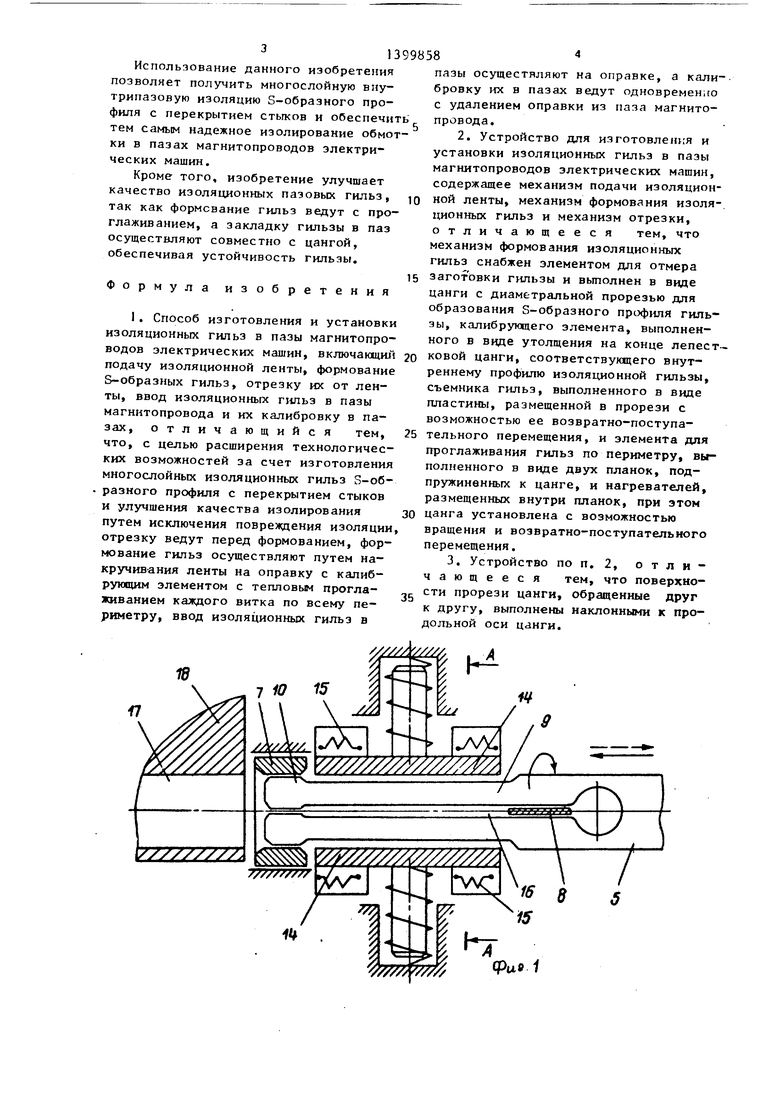
На фиг о 1 показано устройство, 15 разрез; на фиг. 2 - разрез А-А на фиг. 1 (оправка в трех положениях в процессе накручивания изоляционной ленты); на фиг. 3 и 4 - два положения оправки в конце накручивания лен- 20 ты; на фиг. 5 - положение оправки, введенной в паз магнитопровода.
Устройство для изготовления и установки изоляционных гильз в пазы магнитопроводов (фиг. 1 и 2) содержит 25 механизм подачи изоляционной ленты.1 (не показан) с рулона, входную 2 и выходную 3 фильеры, механизм 4 отрезки заготовки от ленты, механизм 5 формования изоляционных гильз 6, 30 направляющую фильеру 7 и съемник 8 гильэ.
Механизм 5 формования изоляционных гильз выполнен в виде цанги 9, поперечное сечение которой соответствует ,, S-образному прйфилю гильзы, калибрующего элемента 10, выполненного в вцде утолщения на конце цанги 9, при этом профиль утолщений соответствует внутреннему профилю изоляционной гильзы, 40 элемента I1 отмера заготовки гильзы с концами -12 и 13 и элемента для про- глаживания гильз спо периметру, выпол- ненного в виде двух планок 14, подпружиненных к цанге, и нагревателей , 15, размещенных внутри планок.
На цанге выполнена диаметральная прорезь 16 для образования S-образного профиля и размещения изоляционной ленты.
СП
Для компенсации размеров Б-образ- ного профиля гильзы 6 (фиг. 5) в процессе его калибровки в пазу 17 магнитопровода 18 поверхности 19 прорези цанги, обращенные к друг другу, выполнены под углом ei .
Цанга 9 имеет привод вращения и возвратно-поступательного перемещения (не показаны). Съемник выполнен в
55
5 0
5 0
, 0 ,
П
5
виде пластины и установлен в прорези цанги. Он вращается совместно с цангой, но имеет собственный привод возвратно-поступательного перемещения.
Способ изготовления и установки изоляционных гильз в пазы магнитопроводов осуществляется следующим образом.
Лента I подается в прорезь 16 цанги 9 через входную 2 и выходную 3 фильеры и фиксируется по размеру элементами 11 и отрезается механизмом 4. После отрезки цанга 9 начинает вращаться и делает несколько оборотов, при этом концы ленты огибают профиль цанги 9 и приглаживаются на ней подпружиненными планками 14. После того, как процесс приглаживания концов ленты будет закончен, цанга останавливается в любом из фиксированных положений (фиг. 3, 4) таким образом, что концы 12л 13 изоляционной гильзы оказываются прижатыми к цанге планками 14. Затем цанга 9 вместе со съемником 8 перемещается к магнитопроводу 18 и заходит в его паз 17. При этом заходе калибрующий элемент 10 предохраняет изоляционную гильзу от смятия и повреждений на всен пути перемещения ее в пазу, так как гильза входит в паз за калибрующим элементом.
Далее цанга извлекается из паза, а съемник остается неподвижным и не позволяет изоляционной гильзе выйти из паза, при этом калибрующий элемент 10 проходит по внутреннему сечению S-рбразиого прюфиля гильзы, расширяя его, прижимает гильзу к стенкам паза. После того, как калибрующий элемент полностью выйдет из изоляционной гильзы, съемник 8 возвратится в исходное положение, и механизм формования вновь готов к повторению цикла.
Для улучшения стабилизации S-образного профиля изоляционной гильзы, цангу 9 и прижимные планки 14 нагревают до температуры снятия внутренних напряжений материала ленты. Это необходимо, если изоляционная лента выполнена из полимерных материалов.
Процесс изготовления пазовых гильз и их закладки в пазы магнитопровода может осуществляться последовательно в каждый паз для случая компоновки станка с одной технологической цангой и одновременно в несколько пазов - для случая компоновки станка с несколькими цаигами.
////
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изолирования пазов магнитопровода электрических машин | 1977 |
|
SU736281A1 |
| Станок для изолирования пазов магнитопроводов электрических машин | 1985 |
|
SU1293796A1 |
| Станок для изготовления и укладки в пазы статоров электрических машин изоляционных гильз | 1977 |
|
SU658670A1 |
| Станок для изолирования пазов магнитопроводов электрических машин | 1984 |
|
SU1257762A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЗОВЫХ ИЗОЛЯЦИОННЫХ ГИЛЬЗ | 1992 |
|
RU2037252C1 |
| Станок для изолирования пазов магнитопроводов статоров и роторов электрических машин | 1980 |
|
SU871281A1 |
| Устройство для изолирования пазов магнитопровода электрической машины | 1980 |
|
SU943999A1 |
| Устройство для изолирования пазов магнитопровода электрических машин | 1982 |
|
SU1050055A1 |
| Способ изготовления пазовой изоляционной гильзы | 1982 |
|
SU1035736A1 |
| Устройство для изолирования пазов магнитопроводов электрических машин | 1984 |
|
SU1334296A1 |
Изобретение относится к технологии изготовления изоляционных гильз и м.б, использовано в электромашиностроении. Цель изобретения - расширение технологических возможностей за счет изготовления многослойных У13оля- ционных гильз 3-образного профиля с перекрытием стыков и улучшение качества изолирования путем исключения повреждения изоляции. Способ включает формование S-образных гильз, их отрезку от ленты, введенне гильзы в пазы магнитопровода и их калибровку в пазах. Отрезку участка ленты ведут перед формованием, а формование гильзы проводят накручиванием отрезанного участка ленты на оправку с калибрующим элементом. При формовании осуществляют тепловое проглаживание каждого витка по периметру. Затем вводят изоляционные гильзы в пазы на оправке. Калибровку в пазах ведут одновременно с удалением оправки из паза 2 с.п. 1 з.п. ф-лы, 5 ил. (/)
12
I г
Фиг.З
иг.
Фиъ.2
Фин. 5
| Автоматический станок для укладки пазовой изоляции ротора или статора электрической машины | 1959 |
|
SU125611A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Станок для изолирования пазов магнитопровода электрических машин | 1977 |
|
SU736281A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
