(54) СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ И УКЛАДКИ 8 ПАЗЫ СТАТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН ИЗОЛЯЦИОННЫХ ГИЛЬЗ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изолирования пазов магнитопровода электрической машины | 1980 |
|
SU896719A1 |
| Устройство для изготовления и подачи клиньев в пазы магнитопроводов электрических машин | 1974 |
|
SU723727A1 |
| Станок для изолирования пазов магнитопроводов электрических машин | 1984 |
|
SU1257762A1 |
| Станок для изолирования пазов магнитопроводов электрических машин | 1985 |
|
SU1293796A1 |
| Станок для изолирования пазов магнитопровода электрических машин | 1977 |
|
SU736281A1 |
| Станок для изолирования пазов магнитопроводов статоров и роторов электрических машин | 1980 |
|
SU871281A1 |
| Устройство для изготовления и укладки изоляции обмотки в пазы магнитопровода электрической машины | 1973 |
|
SU510965A1 |
| Станок для изолирования пазов магнитопроводов электрических машин | 1984 |
|
SU1277307A1 |
| Автоматический станок для укладки пазовой изоляции ротора или статора электрической машины | 1959 |
|
SU125611A1 |
| Полуавтомат для укладки пазовойизОляции B МАгНиТОпРОВОд яКОРяэлЕКТРичЕСКОй МАшиНы | 1979 |
|
SU845230A1 |
Изобретение относится к области электромашиностроения и может использоваться в технологии механизированного изготовления изоляционных гильз и изолирования ими. пазов статоров асинхронных электродвигателей, у которых пазы имеют гладкий- криволинейный профиль.
Известен пазоизолированный станок, в котором изоляционные гильзы изготавливаются методом продольного формования изоляционной ленты посредством системы справок с формовочными отверстиями.
Недостатком этого станка является то, что он не может изготавливать изоляционные гильзы с отогнутыми краями на концах (с манжетами), которые получаются лишь при поперечной проформовке изоляционной ленты. Данное обстоятельство не позволяет применить этот станок в электромашиностроении при производстве асинхронных электродвигателей, где используются только гильзы с манжетами.
Известен также автомат для изолирова НИН пазов статоров электродвигателей. Автомат содержит основание, установленные на нем устройство для установки и пввогрота статора, отрезной и досылающий механизмы, формующее устройство и приводы механизмов. Формующее устройство представляет собой комбинированную матрицу и nyaTicoH. Оно обеспечивает возможность формования гнльз, расстояние между боковыми кромками которых больше или равiHo попере ному размеру самой гильзы (толщина материала при этом не учитывается).
Данное техническое решение является на
иболее б зизким к изобретению по техничесКОЙ сущности и достигаемому результату.
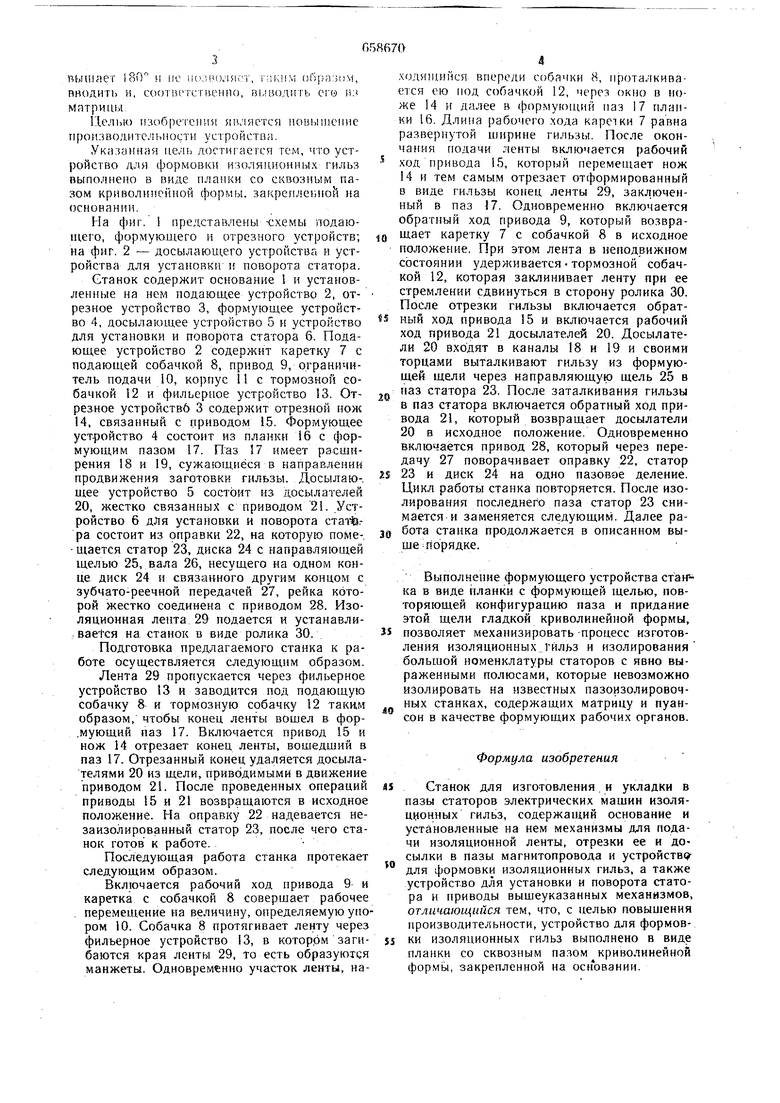
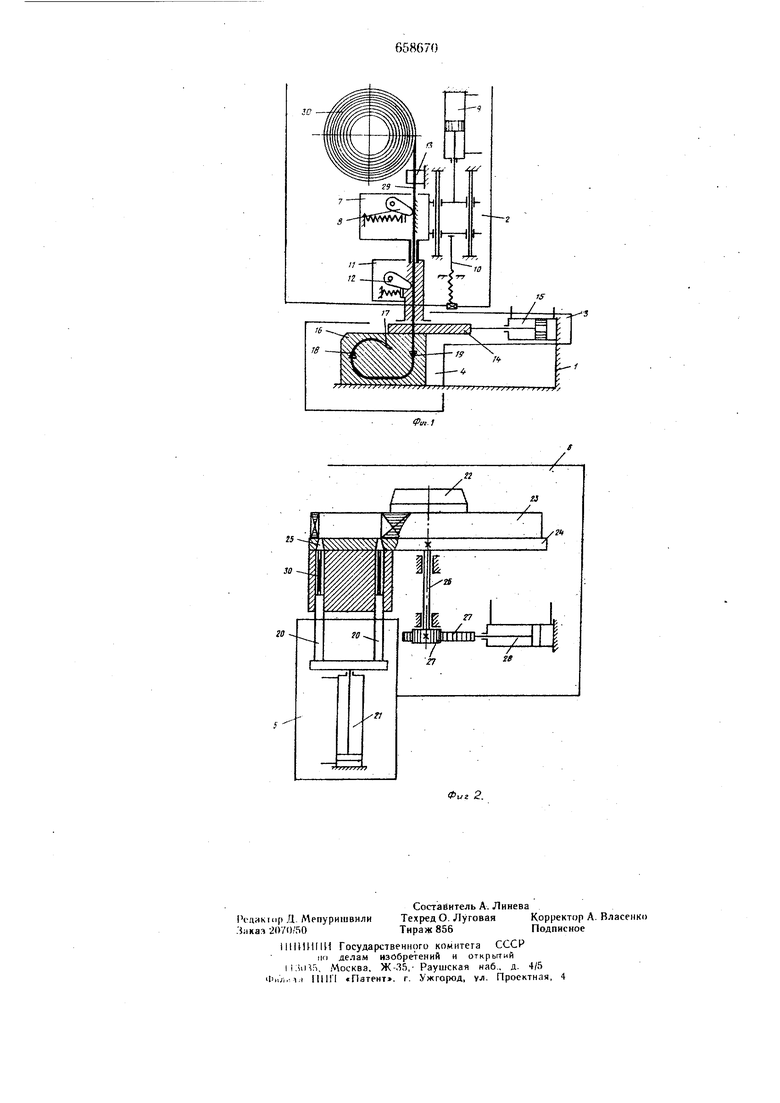
Недостатком известного пазоизолировочного автомата яв.; яется то, что на нем невозможно изготовлять изоляционные гильзы, расстояние между боковыми кромками которых меньше, поперечного габарита самой гильзы. Такие гильзы с С-образным профилем применяются для изолирования пазов статоров, например, с явновыраженными полюсами. Профиль С-образных гильз представляет собой отрезок гладкой кривой.
Описанное формующее устройство изго ойление таких гильз не обеспечивает. Это обусловлено тем, что в данном случае угол обхвата пуансона С-образной гильзой превытает 180 и но по.(.1яот, rai-aiM ((М, вводить и, cooTiiereTiienno, В1. его JK матрицы ГАел1)1о изобретении является повышение производительности устройства. Указанная цель достигаегся тем, что устройство для формовки изоляционных гильз выполнено в внае илаики со сквозным пазом криволн ей 1ой формы, закрепленной на основании. На фиг. 1 представлены -схемы подающего, формующего и отрезного устройств; на фиг. 2 - досылаюи1,его устро ютва и устройства для установки и поворота статора, Станок содержит основание и установленные на нем подающее устройство 2, отрезное устройство 3, формующее устройство 4, досылающее устройство 5 и устройство для установки и поворота статора 6. Подающее устройство 2 содержит каретку 7 с подающей собачкой 8, привод 9, ограничитель подачи 10, корпус 11 с тормозной собачкой 12 и фильерное устройство 13. Отрезное устройствб 3 содержит отрезной нож 4, связанный с приводом 15, Формующее устройство 4 состоит из планки 16 с формующим пазом 17, Пнз 17 имеет рзсшнрения 18 и 19, сужающиеся в направлении продвижения заготовки гильзы. Досылаю-. щее устройство 5 состоит из досылателей 20, жестко связанных с приводом 21. Устройство 6 для установки и поворота стаШг ра состоит из оправки 22, на которую поме-. - щается статор 23, диска 24 с направляющей щелью 25, вала 26, несущего на одном конце диск 24 и связанного другим концом с зубчато-реечной передачей 27, рейка которой жестко соединена с приводом 28. Изоляционная лента 29 подается и устанавливaetcя на станок в виде ролика 30. Подготовка предлагаемого станка к работе осуществляется следующим образом. Лента 29 пропускается через фильерное устройство 13 и заводится под подающую собачку 8 и тормозную собачку 12 таким образом, чтобы конец ленты вошел в фор.мующий паз 17, Включается привод 15 и нож 14 отрезает конец ленты, вошедщий в паз 17. Отрезанный конец, удаляется досылателями 20 из щели, приводимыми в движение приводом 21. После проведенных операций приводы 15 и 21 возвращаются в исходное положение. На оправку 22 надевается незаизолированный статор 23, после чего станок готов к работе. Последующая работа станка протекает следующим образом. Включается рабочий ход привода 9 и каретка с собачкой 8 соверщает рабочее перемещение на величину, определяемую упо ром 10. Собачка 8 протягивает ленту через фильерное устройство 13, в котором загибаются края ленты 29, то есть образуются манжеты. Одновременно участок ленты, на.ходящийся впереди собачки 8, проталкивается ею под собачкой 12, через окно в ноже 14 и далее в формующий паз 17 планки 16. Длина рабочего хода каретки 7 равна развернутой щирине гильзы. После окончания подачи ленты вк пючается рабочий ход привода 5, который перемещает нож 14 и тем самым отрезает отформированный в виде гильзы конец ленты 29, заключенный в паз 7. Одновременно включается обратный ход привода 9, который возвращает каретку 7 с собачкой 8 в исходное положение. При этом лента в неподвижном состоянии удерживается тормозной собачкой 12, которая заклинивает ленту при ее стремлении сдвинуться в сторону ролика 30. После отрезки гильзы включается обрат ый ход привода 5 и включается рабочий ход привода 21 досылателей 20. Досылатели 20 в,ходят в каналы 18 и 19 и своими торцами выталкивают гильзу из формующей щели через направляющую щель 25 в паз статора 23, После заталкивания гильзы в паз статора включается обратный ход привода 21, который возвращает досылатели 20 в исходное положение. Одновременно включается привод 28, который через передачу 27 поворачивает оправку 22, статор 23 и диск 24 на одно пазовае деление. Цикл работы станка повторяется. После изолирования последнего паза статор 23 снимается и заменяется следующим. Далее работа станка продолжается в описанном выще порядке. Вьтолнение формующего устройства в виде планки с формующей щелью, повторяющей конфигурацию паза и придание этой щели гладкой криволинейной формы, позволяет механизировать -процесс изготовления изоляционных,гйлъз и изолирования больщой номенклатуры статоров с явно выраженными полюсами, которые невозможно изолировать на известных пазоизолировочных станках, содержащих матрицу и пуансон в качестве формующих рабочих органов. Формула изобретения Станок для изготовления. и укладки в пазы статоров электрических мащин изоляmioHHbix гильз, содержащий основание и установленные на нем механизмы л,ля подачи изоляционной ленты, отрезки ее и досылки в пазы магнитопровода и устройстве для формовки изоляционных гильз, а также устройство для установки и поворота статора и приводы выщеуказанных механизмов, отличающийся тем, что, с целью повышения производительности, устройство для формовки изоляционных гильз выполнено в виде планки со сквозным пазом криволинейной форм1э1, закрепленной на осн овании.
