2. Форма поп.1,отличающ а я с я тем, что в опорной плите выполнены окна, в формообразующих элементах, оформляющих внутреннюю полость изделия, выполнены отверстия,
а выталкиватели установлены в отверстиях и окнах и подпружинены относительно формообразующих эелементов, оформляющих внутреннюю полость.

| название | год | авторы | номер документа |
|---|---|---|---|
| Многогнездная литьевая форма для изготовления изделий с поднутрениями | 1981 |
|
SU988571A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для изготовления полимерных изделий с поднутрением | 1977 |
|
SU927513A1 |
| Литьевая форма | 1987 |
|
SU1493489A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1989 |
|
SU1682195A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1987 |
|
SU1463498A1 |
| Форма для изготовления полимерных изделий | 1982 |
|
SU1073110A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |


Ь ЛИТЬЕВАЯ ФОРМА, содержащая неподвижную литниковую плиту, подвижную опорную плиту, установленную на ней с возможностью ограуученного перемещения разъемные в вертикальных плоскостях формообразующие элементы, соединенные тягами, механизм скло во го замыкания формообразующих элементов, выталкивающую плиту, выталкиватели и основание, о т л .и чающа ся тем, что, с целью обеспечения изготовления изделий с внутренней полостью и повышения производительности, формообразующие элементы соединены тягами последовательно, причем в формообразующих элементах, оформляющих внутреннюю полость изделия, выполнены пазы, а концы тяг установлены в пазах с зазором g относительностенок паза. (Л fi со Од ел 05 4;ih
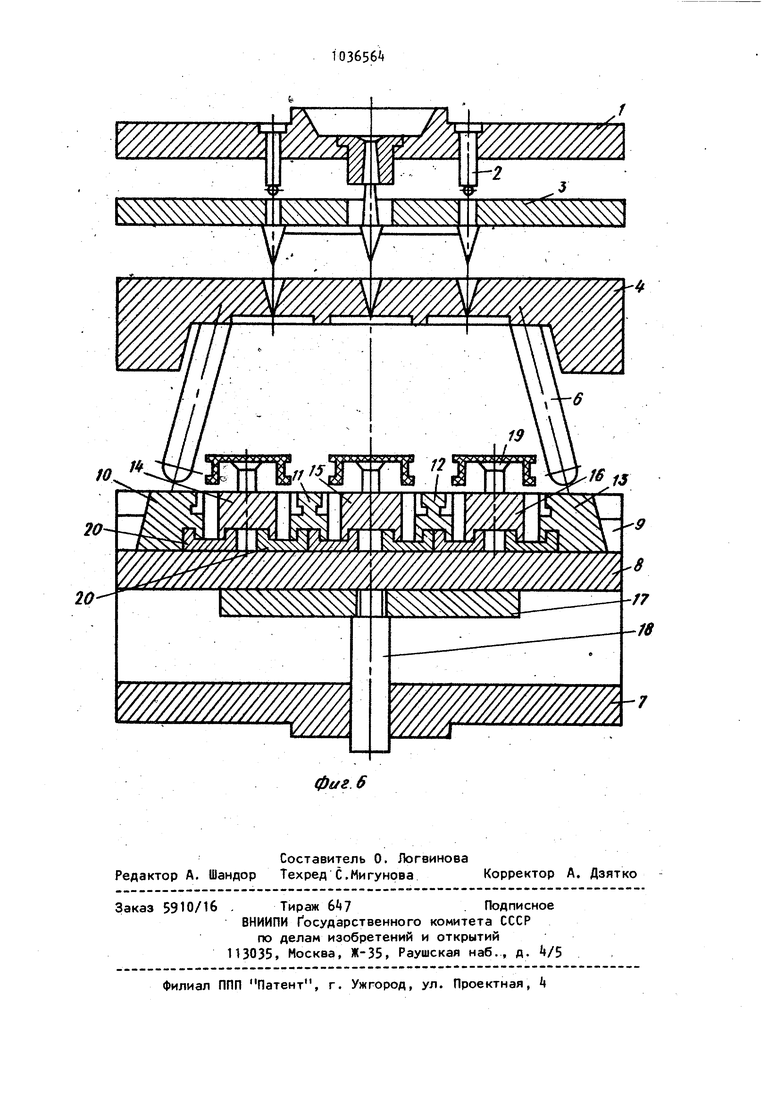
Изобретение относится к переработ ке пластмасс в изделия литьем под давлением, в частности к формам с несколькими вертикальными плоскостями разъема, используемым для изготов ления изделий с поднутрением. Известна литьевая форма, содержащая неподвижную литниковую плиту, подвижную опорную плиту с тремя формообразующими элементами, разъемными в двух вертикальных плоскостях, меха низм силового запирания формообразую щих элементов, плиту выталкивания, выталкиватели и основание Cl }. Недостаток формы заключается в то что для удаления изделий с поднутрениями необходимо раздвигать боковые формообразующие элементы, что увеличивает габариты формы и усложняет ее конструкцию, Наиболее близким техническим реше нием к изЬбретению является литьевая форма, содержащая неподвижную литниковую плиту, подвижную опорную плиту установленные на ней с возможностью ограниченного перемещения разъемные в вертикальных плоскостях формообразующие элементы, соединенные тягами, механизм силового замыкания формообразующих элементов, выталкивающую плиту, выталкиватели и основание. Литьевая форма содержит три формообразующих элемента, средний из ко торых выполнен из установленных с за зором одна относительно другой частей, каждая из которых жестко соединена тягами с противоположным боковым формообразующим элементом С2 J Однако в известной форме невозмож но изготавливать изделия с внутренней полостью. Кроме того, форма не компактна, малопроизводительна, так как зазор между частями среднего фор мообразующего элемента для обеспечения раскрытия формообразующих элементов не позволяет-увеличить количество рядов отливаемых изделий. Целью изобретения является обеспечение изготовления изделий с внутренней полос5ью и повышение производительности. Поставленная цель достигается тем, что в литьевой.форме, содержащей неподвижную литниковую плиту, подвижную опорную плиту, установленные на ней с возможностью ограниченного переме- , щения разъемные в вертикальных плоскостях формообразующие элементы; соединенные тягами, механизм силового замыкания формообразующих элементов, выталкивающую плиту, выталкиватели и основание, формообразующие элементы соединены тягами последовательно, причем в формообразующих элементах, оформляющих внутреннюю полость изделия выполнены пазы, а концы тяг установлены в пазах с зазором относительно стенок паза. Кроме того, в опорной плите выполнены окна, в формообразующих элементах, оформляющих внутреннюю полость изделия, выполнены отверстия, а выталкиватели установлены в отверстиях и окнах: и подпружинены относительно формообразующих элементов, оформляющих внутреннюю полость. На фиг, 1 изображена литьевая форма, продольный разрез; на фиг, 2 вид А на фиг, 1; на фиг. 3 разрез Б-Б на фиг, 2; на фиг, k - подвижная часть формы, вид в плане; на фиг, 5 разрез В-В на фиг. 4; на фиг. 6 литьевая форма в разомкнутом положении. Литьевая форма содержит неподвижную и подвижную части. Неподвижная часть формы включает в литниковую плиту 1 с закрепленными в ней задержками 2, плиту съема 3 литников, замковую плиту с литниковыми каналами 5 и наклонными колонками 6, Подвижная часть включает основание 7 опорную плиту 8, в направляющих 9 которой установлены с возможностью ограниченного перемещения разъемные в вертикальных плоскостях формообразующие элементы, 10-13 образущи наружную поверхность изделий, и раз мещенные между ними формообразующие элементы , образующие внутреннюю полость изделий, выталкивающую плиту 17 с закрепленными в ней хвос товиком 18, выталкиватели 19Формообразующие элементы 10-16 связаны между собой тягами 20, имею возможность ограниченного продольного перемещения за счет того, что концы 21 тяг 20 расположены в п зах 22 оформляющих элементов 14-16, образующих внутреннюю полость, с за зором относительно стенок пазов 22. Выталкивающая плита 17 расположена между основанием 7 и опорной плитой 8, а выталкиватели, размещенные в о верстиях 23, выполненных в формообр зующих элементах , образующих внутреннюю полость изделий, подпружинены относительно пружиной 2 и пропущены через окна 25 в опорной плите 8. Наклонные колонки 6 взаимодействуют с наклонными отверстиями 26, выполненными в боковых формообразую щих элементах 10 и 13, образующих наружную поверхность изделий. Литьевая форма работает следующим образом. После впрыска расплава через лит никовую втулку литниковой плиты 1 и литниковые каналы 5 в формующие полости и соответствующей выдержки под давлением литьевую форму размыкают. При этом подвижная часть формы первоначально увлекает за собой зам ковую плиту , которая при отходе от плиты съема 3 отрывает литники от изделий и они остаются на задерж ках 2. Затем с помощью системы тяг (не показаны) происходит перемещение пл ты съема 3 и она, отходя от плиты 1 сбрасывает литники с задержек 2. При дальнейшем перемещении замковая плита i останавливается, а наклонные колонки 6, взаимодействуя с наклонными отверстиями 26 боковых формообразующих элементов, перемещают их по направляющим Э опорной плиты В в противоположные стороны от оси формы совместно с тягами 20. После выбора зазора между концами 21 тяг 20 и стенками пазов 22 формообразующие элементы 10 и 13, образующие наружную поверхность изделий, тягами 20 увлекают за собой формообразующие элементы 1 и 16, образующие внутреннюю полость изделия, а они соответственно следующие форисюбразующие элeмeнtы 11 и 12. В процессе перемещения формообразующих элементов , образующих внутреннюю похюсть, по направляющим Э выталкиватели 19 перемещаются вместе с ними вдоль окон 25 в опорной плите 8. По окончании раскрытия формы тягами 20 обеспечивается равномерный зазор между формообразующие элементами 10-16, достаточный для освобождения наружных поднутрений изделий. При встрече хвостовика 18 с неподвижным упором термопластавтомата выталкивающая плита 17 останавливается и входит во взаимодействие с продолжающик 1 движение выталкивателями 19, которые, сжимая пружины 2, выдвигаются из отверстий 23 формообразующих элементов И, 15, 16 и сбрасывают с них изделия. При смыкании литьевой формы все ее элементы возвращаются в исходное положение в порядке обратном описанному и цикл работы повторяется. Предлагаемое решение за счет исключения зазора между формообразующими элементами и связи их тягами последовательно позволяет увеличить количество рядов отливаемых в форме изделий, а следовательно, обеспечить компактность конструкции и повысить производительность литьевой формы в 1,5 раза.
ви( 5-6 6
Фиг 2 I
10 26 - 1 2
Г
в
Т
20 2t 21 20 физЗ
