Изобретение относится к переработке пластических масс литьем под давлением и может быть использовано при производстве отливок .под давлением из пластмасс, цветных металлов и их сплавов.
Известна форма для изготовления издеЛИЙ из пластических масс, содержащая рычажно-шарнирную систему 1.
Данная форма не обеспечивает надежного извлечения изделий с поднутрениями.
Наиболее близкой к изобретению является форма для изготовления полимерных изделий литьем под давлением, содержащая неподвижную литниковую плиту, подвижное основание, полуматрицы, щарнирно соединенные с основанием посредством серег, и выталкивающую систему 2.
Данная форма позволяет изготавливать изделия с ребрами, буртами и поднутрениями, располагаемыми симметрично относительно плоскости разъема полуформ. В случае несимметричного расположения глубоких поднутрений относительно плоскости разъема или выполнения в одной из полуформ высоких знаков, расположенных перпендикулярно плоскости разъема, а также выполнения при помощи матрицы одностороннего глубокого поднутрения, изготавляемое пластмассовое изделие остается в одной половине формы, что требует выполнения больших уклонов в оформляющих полостях и на оформляющих знаках при ручном удалении изделия из полуформы, т. е. не обеспечивается изготовление изделия в автоматическом режиме работы термопластавтомата.
Цель изобретения - повыщение надежного извлечения сложной конфигурации с глубокими поднутрениями за счет принудительного удаления изделия со знаков, оформляющих поднутрения.
Поставленная цель достигается тем, что форма, содержащая неподвижную литниковую плиту, подвижноеоснование, полуматрицы, щарнирно соединенные с основанием посредством серег, и выталкивающую систему, снабжена тягами, одна из которых щарнирно соединена с выталкивающей системой и с одной из серег, а другие щарнирно соединены с серьгами и с литниковой плитой, причем щарниры тяг установлены с возможностью перемещения в отверстиях щарнирного соединения с литниковой плитой и с выталкивающей системой.
На фиг. 1 изображена форма в сомкнутом виде, на фиг. 2 - форма в момент раскрытия и удаления из нее изделия.
Форма содержит основание 1, литниковую плиту 2, полуматрицы 3 и 4, соединенные с кронштейном 5 основания щарнирно закрепленными по углам параллелограмма серьгами 6, 7 и 8. Серьги 7 и 8 с помощью тяги 9 дополнительно соединены с проушиной 10 литниковой плиты, имеющей прорезь для свободного перемещения шарнира тяги 9. Кроме того, серьга 7 щарнирно соединена при помощи тяги 11 с плитой 12 выталкивающей системы, в которой закреплены выталкиватели 13.. Одна из проушин тяги 11 выполнена в виде оваль.ного отверстия. Пружина 14 соединяет серьги 7 и 8 с кронщтейном 5 основания 1. В полуматрице 4 закреплен знак 15, оформляющий поднутрение изделия.
Форма работает следующим образом.
После заливки формы расплавленной пластмассой и отверждения изделия подвижная плита литьевой машины сов.местно с основанием 1 отходит влево по отношению литниковой плиты 2. Полуматрицы 3 и 4, удерживаемые через серьги 6 и 8, а также серьги 7, пружинами 14 и адгезией отформованного изделия перемешаются совместно с основанием 1, извлекая изделие и литник из литниковой плиты 2. Шарнир тяги 9 перемещается по прорези проущины 10, осуществляя свободный ход раскрывающейся форме. Дойдя до конца прорезей проушин 10, щарниры тяг 9 останавливают тяги, а дальнейшее движение основания 1 вызывает поворот серег 7 и 8, что, в свою очередь, перемещая полуматрицы, вызывает поворот серьги 6. Полуматрицы 3 и 4 раскрываются в противоположные друг другу стороны, оставляя отформованное изделие на знаке 15 и контуре полуматрицы 4, оформляющем внутреннюю полость изделия, одновременно увеличивая натяжение пружин 14 и перемещая щарниры вдоль овального отверстия тяги 11. Дальнейший поворот серьги 7, а с ней и тяги 11, приводит к перемещению относительно полуматрицы 4 плиты 12 выталкивающей системы с выталкивателями 13, которые удаляют изделия со знака 15.
После окончания извлечения изделия и обратном ходе основания 1, натяжением пружин и перемещением шарнира серьги 7 вдоль прорези проущины 10 до упора, возвращают полуматрицы 3 и 4 в исходное положение. При этом разностью величины хода полуматрицы 4 при закрытии и величиной поворота шарнира серьги 7, плита 12 с выталкивателями 13 при помощи щарнирной тяги 11 и пружины 14 возвраш,аются в исходное положение для заливки формы пласт .массой.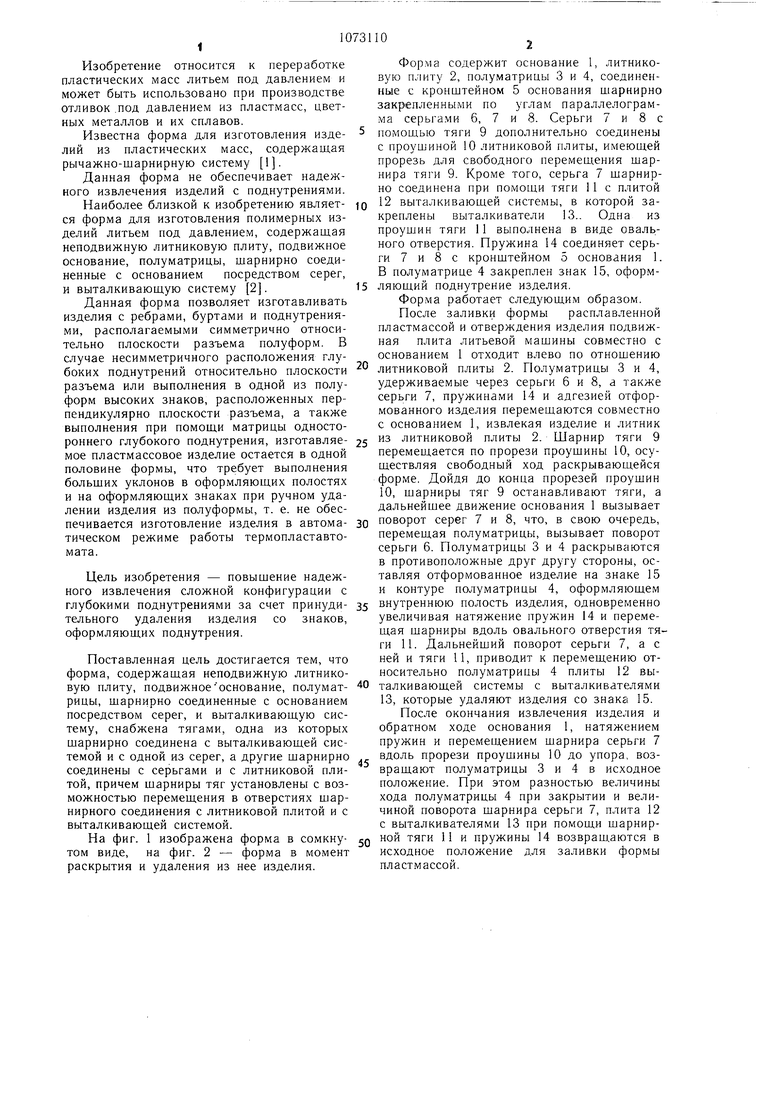
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1130487A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| Литьевая форма для полимерных изделий | 1984 |
|
SU1248836A1 |
| Многогнездная литьевая форма для изготовления изделий с поднутрениями | 1981 |
|
SU988571A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU689079A1 |
| Форма для изготовления полимерных изделий | 1978 |
|
SU725890A1 |
| Литьевая форма для изготовления изделий с поднутрениями | 1983 |
|
SU1151479A1 |
| Литьевая форма для изготовления полимерных изделий с двухсторонними поднутрениями | 1978 |
|
SU716840A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1984 |
|
SU1162606A1 |
ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ литьем под давлением, содержащая неподвижную литниковую плиту, подвижное основание, полуматрицы, шарнирно соединенные с основанием посредством серег, и выталкивающую систему, отличающаяся тем, что, с целью повышения надежности извлечения изделий сложной конфигурации с глубокими гюднутрения.ми за счет принудительно1о удаления изделий со знаков, оформляющих поднутрения, она снабжена тягами, одна из которы.х щарнирно соединена с выталкивающей системой и с одной из серег, а другие щарнирно соединены с серьгами и с литниковой плитой, причем щарниры тя1 установлены с возможностью перемещения в отверстиях щарнирного соединения с литниковой плитой и с выталкивающей системой. , (Л 0 со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Форма | 1975 |
|
SU538893A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Форма для изготовления полимерных изделий | 1978 |
|
SU725890A1 |
| Солесос | 1922 |
|
SU29A1 |
