Изобретение относится к переработке пластмасс в изделия и может быть использовано при изготовлении изделий с поднутрениями в многогнездйых литьевых формах. Известна многозвездная литьевая форма для изготовления изделий с поднутрениями, содержащая подвижную опорную и неподвижную запирающую плиты, размещенные между ними раздвижные полуматрицы с полостями, оформляющими поднутрение изделий, наклонные колонки, взаимодействующие с полуматрицами и закрепленные в запирающей плите, литниковую плиту с центральной литниковой втулкой и литниковыми каналами и выталкивающую систему 1. Недостатком этой формы является расположение полостей, оформляющих поднутрения изделий, на одной плоскости разъема полуматриц. При количестве полостей больще двух они находятся на разном расстоянии от центральной литниковой втулки, что снижает качество изделий. Кроме того, расположение полостей на одной плоскости разъема прлуматриц увеличивает габариты формы и приводит к необходимости устажжки формы на литьевые машины большой мощности. Наиболее близким к изобретению техническим рещением является многогнездная литьевая форма для изготовления изделий с поднутрениями, содержащая подвижную опорную и неподвижную запирающую плиты, размещенные между ними раздвижные полуматрицы с полостями, оформляющими поднутрения изделия, центральную литниковую втулку и литниковые каналы, расположенные в запирающей плите, и выталкивающую систему. В известной форме полости, оформляющие поднутрения изделий и образующие гнезда, расположены на одинаковом расстоянии от центральной литниковой втулки 2. Недостатком известной формы является сложность конструкции, обусловленная наличием четырех пар полуматриц, шарнирной связью их с выталкивателями, выполнением наружной поверхности полуматриц конической формы и с буртом, наличием промежуточной плиты с конусными отверстиями, в которых установлены полуматрицы, и разжимающих элементов, контактирующих с разжимными сегментами. Целью изобретения является упрощение конструкции литьевой формы.
Поставленная цель достигается тем, что в многогнездной литьевой форме для изготовления изделий с поднутрениями, содержащей подвижную опорную, и неподвижную запирающую плиты, размещенные между ними раздвижные полуматрицы с полостими, оформляющими поднутрения изделий, центральную литниковую втулку и литниковые каналы, расположенные в запирающей плите, и выталкивающую систему, полуматрицы выполнены в виде двух рамок, у каждои из которых две противоположно расположенные стенки срезаны и контактируют со срезанными стенками другой рамки, а одна из стенок, перпендикулярных срезанным стенкам, установлена в окне другой рамки, причем полости, оформляющие поднутрения изделий, выполнены на обращенных друг к другу боковых поверхностях рамок.
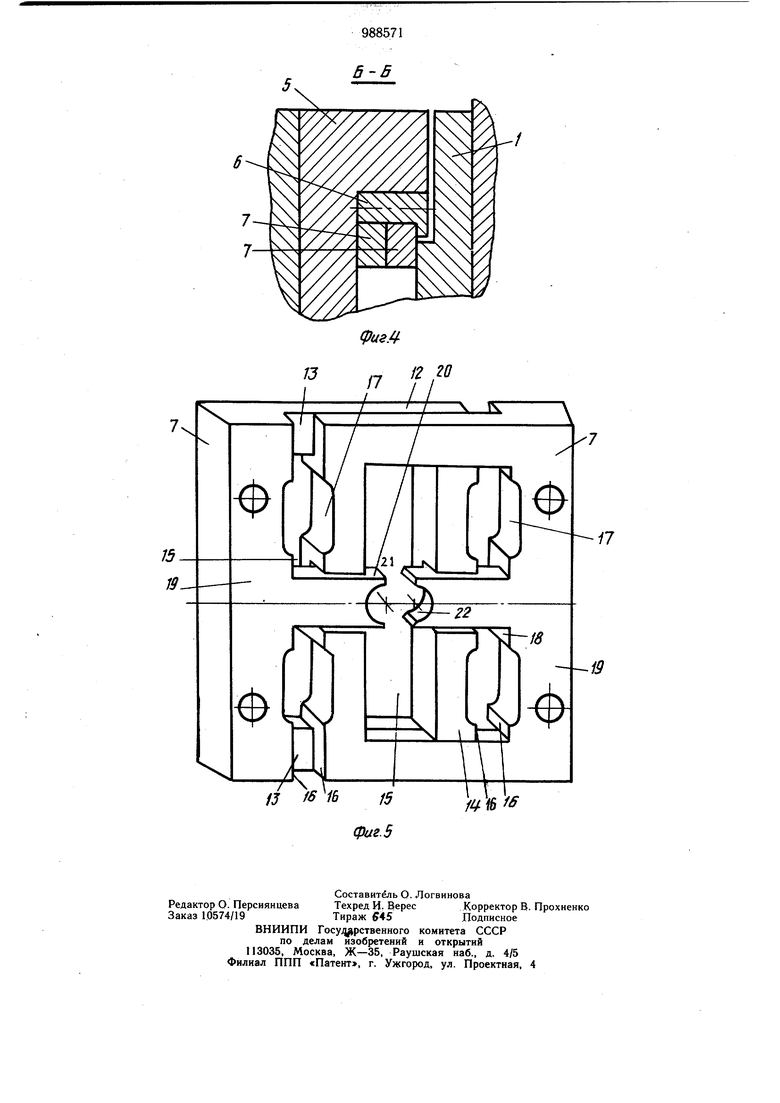
На внутренних боковых поверхностях стенок рамок выполнены выступы, а на обращенных к ним наружных поверхностях стенок выполнены пазы, в которых размещены выступы, причем последние выполнены с выемками для литниковой втулки и расположены под литниковыми каналами запирающей плиты.
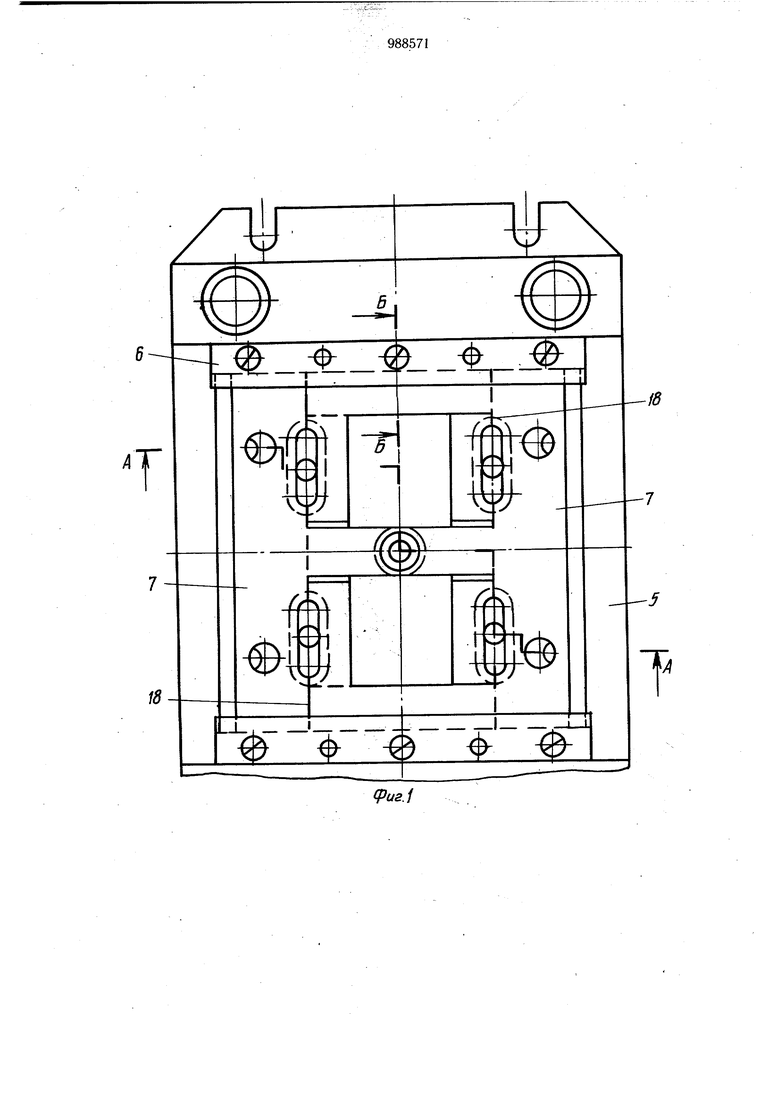
На фиг. 1 изображена литьевая форма в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид по разъему на неподвижную часть: на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - полуматрицы в разомкнутом положении.
Литьевая форма содержит неподвижную запирающую плиту 1 с центральной литниковой втулкой 2 и литниковыми каналами 3, закрепленные в плите 1 наклонные колонки 4 подвижную опорную плнту 5, подвижно закрепленные на ней при помощи направляющих планок 6 раздвижные полуматрицы 7 и выталкивающую систему, выполненную в виде выталкивателя литника 8, выталкивателей 9, плиты выталкивателей 10 и штока 11. Полуматрицы 7 выполнены в виде двух рамок, у каждой из рамок 7 две противоположно расположенные стенки 12 срезаны и контактируют по поверхности 13 со срезанными стенками 12 другой рамки 7, а стенка 14, перпендикулярная срезанным стенкам 12, установлена в окне 15 другой рамки 7. На обращенных друг к другу боковых поверхностях 16 рамок выполнены полости 17, образующие поднутрения на изделиях и расположенные на двух плоскостях разъема 18 на одинаковом расстоянии от центральной литниковой втулки 2. На внутренних боковых поверхностях 16 стенок 19 рамок 7 выполнены выступы 20, а на обращенных к ним наружных поверхностях стенок 14 выполнены пазы 21, в которых установлены выступы 20. На торцах выступов 20 выполнены выемки 22 для центральной литниковой втулки 2. Выступы 20 взаимодействуют с запирающей плитой и расположены под литниковыми каналами 3.
Форма работает следующим образом.
После впрыска, выдержки под давлением и охлаждения производится размыкание формы, подвижная опорная плита 5 отходит от неподвижной запирающей плиты 1. При этом в результате взаимодействия с наклонными колонками 4 полуматрицы 7, перемещаясь относительно друг друга по поверхности 13 срезанных стенок 12 и направляющим планкам 6, размыкаются по двум плоскостям разъема 18, освобождая поднутрения отливаемых изделий.
При дальнейщем размыкании формы щток 11 набегает на неподвижный упор (не показан) и с помощью плиты выталкивателей 10 перемещает выталкиватель литника 8 и выталкиватели 9, которые сбрасывают изделия и систему литников. После извлечения изделий форму смыкают, и цикл повторяется.
Предложенная конструкция формы позволяет значительно упростить конструкцию литьевой формы за счет замены четырех пар полуматриц известной формы на одну пару полуматриц в виде двух рамок с двумя плосксгстями разъема, на которых размещены на равном расстоянии от центральной литниковой втулки полости, оформляющие поднутрения изделий.
Формула изобретения
1.Многогнездная литьевая форма для изготовления изделий с поднутрениями, содержащая подвижную опорную и неподвижную запирающую плиты, размещенные между ними раздвижные полуматрицы с полостями, оформляющими поднутрения изделий, центральную литниковую втулку и литниковые каналы, расположенные в запирающей плите, и выталкивающую систему, отличающаяся тем, что, с целью упрощения конструкции, полуматрицы выполнены в виде двух рамок, у каждой из которых две противоположно расположенные стенки срезаны и контактируют со срезанными стенками другой рамки, а одна из стенок, перпендикулярных срезанным стенкам, установлена в окне другой рамки, причем полости, оформляющие поднутрения изделий, выполнены на обращенных друг к другу боковых поверхностях рамок.
2.Форма по п. 1, отличающаяся тем, что на внутренних боковых поверхностях стенок рамок выполнены выступы, а на обращенных к ним наружных поверхностях стенок - пазы, в которых размещены выступы, причем последние выполнены с выемками для литниковой втулки и расположены под литниковыми каналами запирающей плиты.
Источники информации, принятые во внимание при экспертизе
1.Видгоф Н. Б. Основы конструирования литьевых форм для термопластов. М., «Машиностроение, с. 19, рис. 6.
2.Авторское свидетельство СССР
№ 716840, кл. В 29 С 1/14, 1978 (прототип) .
фаг.З

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2068316C1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU689079A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1982 |
|
SU1071441A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1435465A1 |
| Форма для изготовления полимерных изделий | 1982 |
|
SU1073110A1 |