Изобретение относится к переработке пластмасс и может быть использовано для изготовления изделий с поднутрениями на внутренней поверхности литьем под давлением.
Цель изобретения - повышение надежности в работе при изготовлении изделий,
имеющих поднутрение по внешнему и внутреннему контуру полых изделий,
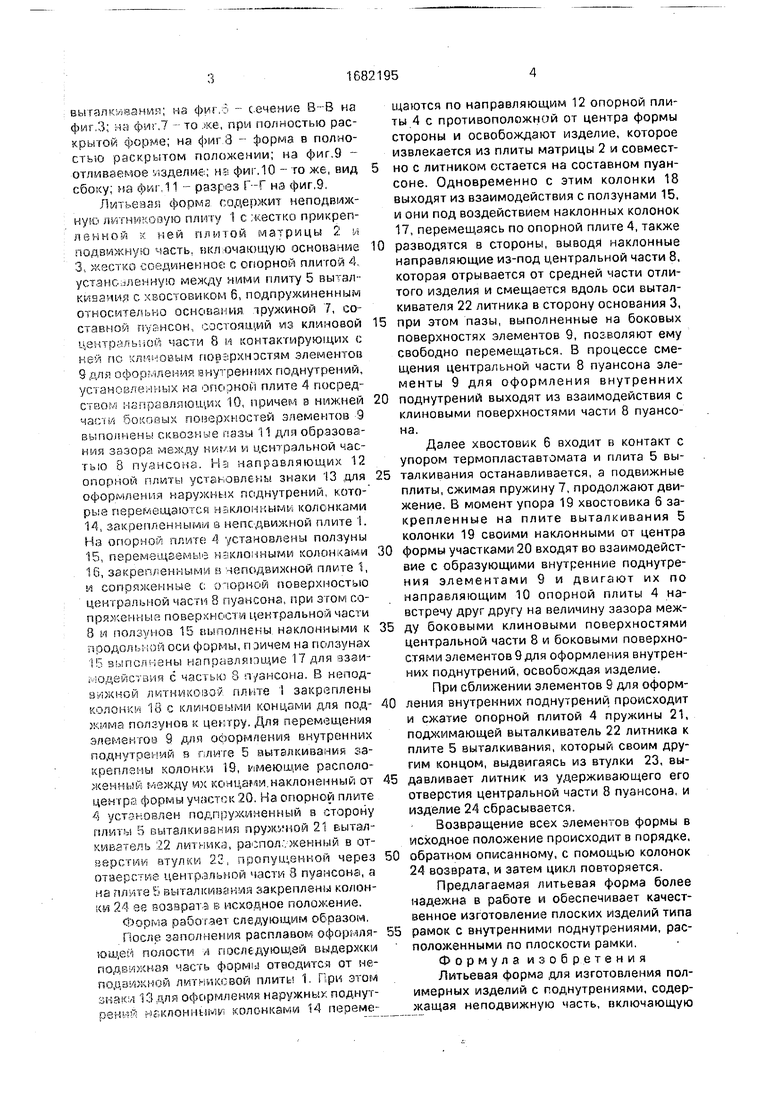
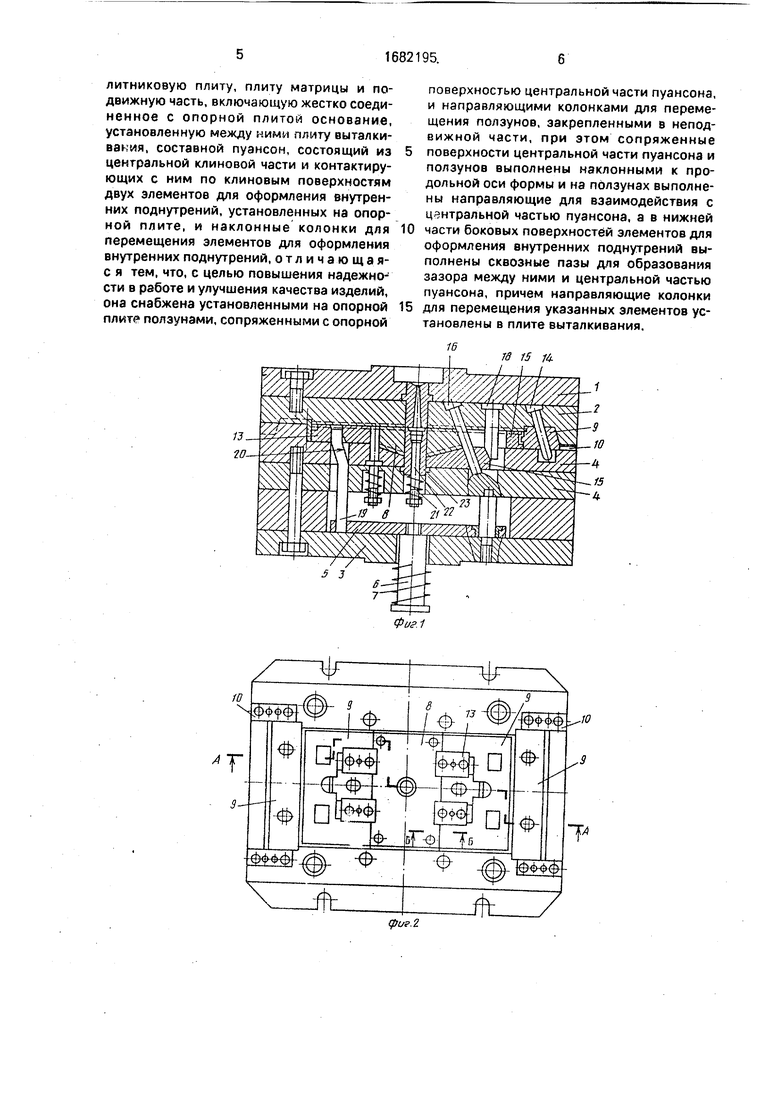
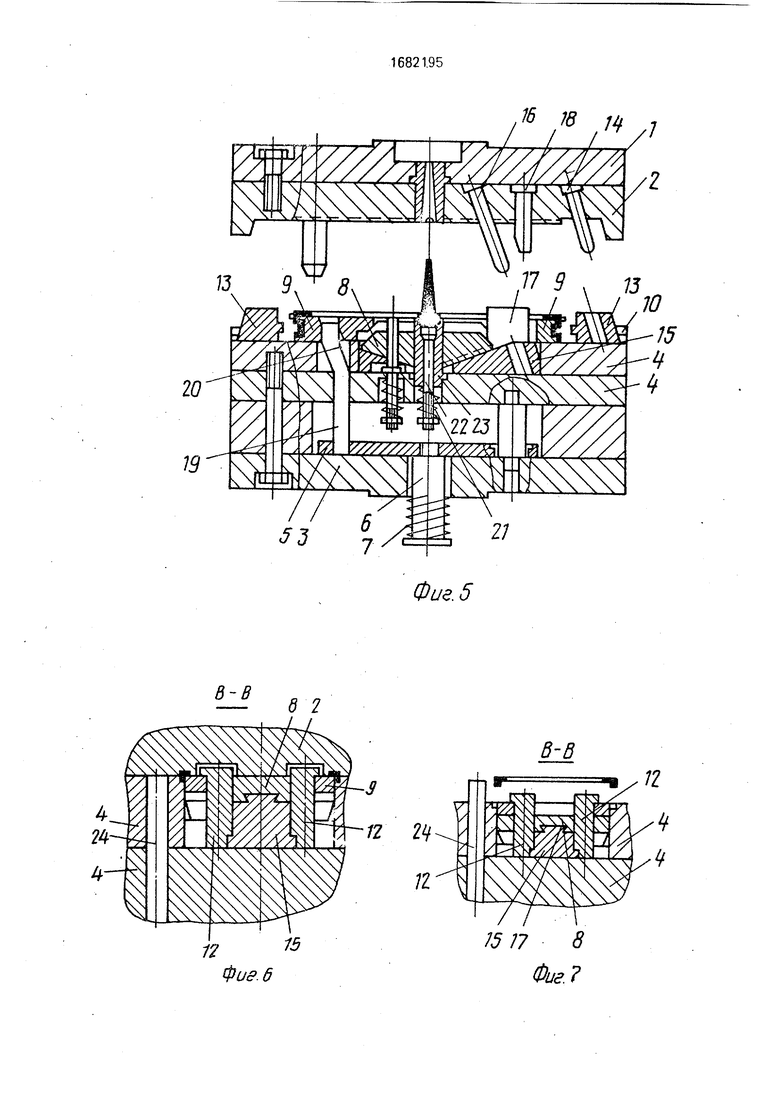
На фиг.1 показана форма, продольный разрез; на фиг.2 - подвижная часть формы, вид сверху; на фиг.З - разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг.1; на фиг.5 - форма в раскрытом положении до момента
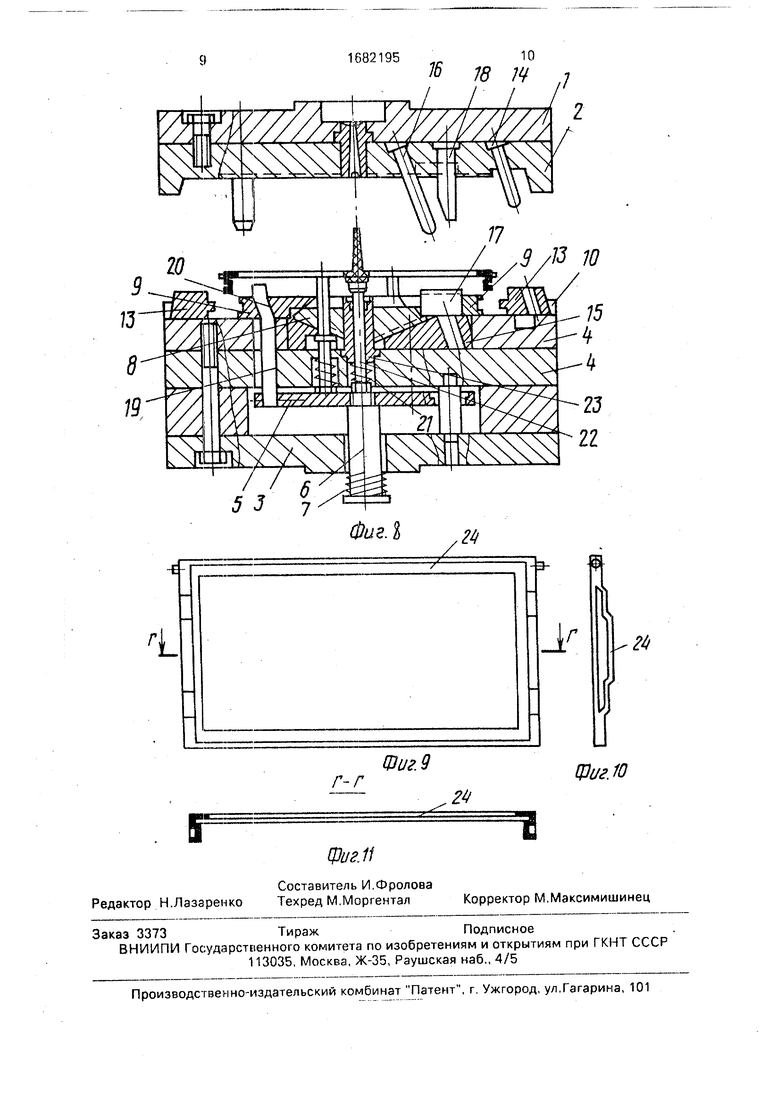
выталкивания; на фиг.6 - сечение В-В на фиг.З; на фиг.7 - то же, при полностью раскрытой форме; на фиг.8 - форма в полностью раскрытом положении; на фиг,9 - отливаемое изделие; на фиг.10 -то же, вид сбоку; на фиг,11 - разрез Г-Г на фиг.9.
Литьевая форма содержит неподвижную литниковую плиту 1 с жестко прикрепленной к ней плитой матрицы 2 и подвижную часть, включающую основание 3, жестко соединенное с опорной плитой 4, установленную между ними плиту 5 выталкивания с хаостовиком 6, подпружиненным относительно основания пружиной 7, составной пуансон, состоящий из клиновой центральной части 8 м контактирующих с ней по клиновым поверхностям элементов 9 для оформления внутренних поднутрений, установленных на опорной плите А посредством направляющих 10, причем в нижней части боковых поверхностей элементов 9 выполнены сквозные пазы 11 для образования зазора между ними и центральной частью 8 пуансона. На направляющих 12 опорной плиты установлены знаки 13 для оформления наружных поднутрений, которые перемещаются наклонными колонками
14,закрепленными в неподвижной плите 1. На опорной плите 4 установлены ползуны
15,перемещаемые наклонными колонками
16,закрепленными в неподвижной плите 1, и сопряженные с опорной поверхностью центральной части 8 пуансона, при этом сопряженные поверхности центральной части 8 и ползунов 15 выполнены наклонными к продольной оси формы, причем на ползунах IG выполнены направляющие 17 для взаимодействия с частью 8 пуансона. В неподвижной литниковой плите закреплены колонки 18 с клиновыми концами для поджима ползунов к центру. Для перемещения элементов 9 для оформления внутренних поднутрений в плите 5 выталкивания закреплены колонки 19, имеющие расположенный между их концами.наклоненный от центра формы участок 20, На опорной плите 4 установлен подпружиненный в сторону плиты 5 выталкивания пружиной 21 выталкиватель 22 литника, расположенный в отверстии втулки 23, пропущенной через отверстие центральной части 8 пуансона, а на плите 5 выталкивания закреплены колонки 24 ее возврата в исходное положение.
Форма работает следующим образом.
После заполнения расплавом оформляющей полости и последующей выдержки подвижная часть формы отводится от неподвижной литниковой плиты 1. При этом знаки 13 для оформления наружных поднутрений наклонными колонками 14 перемещаются по направляющим 12 опорной плиты 4 с противоположной от центра формы стороны и освобождают изделие, которое извлекается из плиты матрицы 2 и совместно с литником остается на составном пуансоне. Одновременно с этим колонки 18 выходят из взаимодействия с ползунами 15, и они под воздействием наклонных колонок 17, перемещаясь по опорной плите 4, также
0 разводятся в стороны, выводя наклонные направляющие из-под центральной части 8, которая отрывается от средней части отлитого изделия и смещается вдоль оси выталкивателя 22 литника в сторону основания 3,
5 при этом пазы, выполненные на боковых поверхностях элементов 9, позволяют ему свободно перемещаться. В процессе смещения центральной части 8 пуансона элементы 9 для оформления внутренних
0 поднутрений выходят из взаимодействия с клиновыми поверхностями части 8 пуансона.
Далее хвостовик 6 входит в контакт с упором термопластавтомата и плита 5 вы5 талкивания останавливается, а подвижные плиты, сжимая пружину 7, продолжают движение. В момент упора 19 хвостовика 6 закрепленные на плите выталкивания 5 колонки 19 своими наклонными от центра
0 формы участками 20 входят во взаимодействие с образующими внутренние поднутрения элементами 9 и двигают их по направляющим 10 опорной плиты 4 навстречу друг другу на величину зазора меж5 ду боковыми клиновыми поверхностями центральной части 8 и боковыми поверхностями элементов 9 для оформления внутренних поднутрений,освобождая изделие. При сближении элементов 9 для оформ0 ления внутренних поднутрений происходит и сжатие опорной плитой 4 пружины 21, поджимающей выталкиватель 22 литника к плите 5 выталкивания, который своим другим концом, выдвигаясь из втулки 23, вы5 давливает литник из удерживающего его отверстия центральной части 8 пуансона, и изделие 24 сбрасывается,
Возвращение всех элементов формы в исходное положение происходит в порядке,
0 обратном описанному, с помощью колонок 24 возврата, и затем цикл повторяется.
Предлагаемая литьевая форма более надежна в работе и обеспечивает качественное изготовление плоских изделий типа
5 рамок с внутренними поднутрениями, расположенными по плоскости рамки. Формула изобретения Литьевая форма для изготовления полимерных изделий с поднутрениями, содержащая неподвижную часть, включающую
литниковую плиту, плиту матрицы и подвижную часть, включающую жестко соединенное с опорной плитой основание, установленную между ними плиту выталкивания, составной пуансон, состоящий из центральной клиновой части и контактирующих с ним по клиновым поверхностям двух элементов для оформления внутренних поднутрений, установленных на опорной плите, и наклонные колонки для перемещения элементов для оформления внутренних поднутрений, отличающая- с я тем, что, с целью повышения надежности в работе и улучшения качества изделий, она снабжена установленными на опорной плите ползунами, сопряженными с опорной
поверхностью центральной части пуансона, и направляющими колонками для перемещения ползунов, закрепленными в неподвижной части, при этом сопряженные
поверхности центральной части пуансона и ползунов выполнены наклонными к продольной оси формы и на ползунах выполнены направляющие для взаимодействия с центральной частью пуансона, а в нижней
части боковых поверхностей элементов для оформления внутренних поднутрений выполнены сквозные пазы для образования зазора между ними и центральной частью пуансона, причем направляющие колонки
для перемещения указанных элементов установлены в плите выталкивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1984 |
|
SU1186518A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2068316C1 |
| Литьевая форма | 1987 |
|
SU1493489A1 |
| Литьевая форма | 1981 |
|
SU958112A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрением | 1977 |
|
SU927513A1 |
| Литьевая форма | 1982 |
|
SU1036564A1 |
Изобретение относится к области переработки пластмасс и может быть использовано при получении изделий с поднутрениями. Целью изобретения является повышение надежности работы формы и качества изготавливаемых изделий. Для этого в форме, содержащей неподвижную литниковую плиту с плитой-матрицей, знаки для оформления наружных поднутрений, размещенный на опорной плите ее подвижной части составной пуансон, включающий в форме клина центральную часть и контактирующие с ней по клиновым поверхностям элементы для оформления внутренних поднутрений, центральная часть пуансона установлена на перемещаемые по опорной плите наклонными колонками от продольной оси ползуны с направляющими, при этом сопряженные поверхности центральной части пуансона и ползунов выполнены наклонными к продольной оси. Элементы для оформления внутренних поднутрений перемещаются колонками, закрепленными в плите выталкивания формы. В момент раскрытия формы отлитое в ней изделие сначала освобождается от оформляющих наружные поднутрения знаков путем их разведения в стороны по направляющим опорной плиты наклонными колонками, а затем от элементов для оформления внутренних поднутрений за счет смещения центральной части пуансона по направляющим ползунов, разводимых наклонными колонками в противоположные стороны от продольной оси формы и перемещения элементов для оформления внутренних поднутрений в сторону продольной оси формы на величину зазора, имеющегося между их боковыми поверхностями и боковыми поверхностями центральной части пуансона. При сдвиге элементов составного пуансона относительно отлитого изделия оно отстает от их поверхности и одновременно с этим под воздействием на литник выталкивателя сбрасывается. 11 ил. сл о 00 ю «в ю сл
Ю
// 8 16 h W 9 74
фиг.З
4
19
S3
В-в
д 2
Фие 6
.Ay-7
Фиг. 5
ЛГ
168219510
® 7 7 ;
-- , ,/ / , /
Ж
.4/0 да
/ /
Фиг. 9
Щиг.Ю
24
| Литьевая форма для изготовления полимерных изделий с поднутрением | 1980 |
|
SU937176A1 |
| Солесос | 1922 |
|
SU29A1 |
