/
СО
00
оо
00 Изобретение относится к изготовл нию заготовок упаковочных контейнер Упаковочные контейнеры одноразов пользования изготавливаются из руло ного или листового материала, которы путем складывания и уплотнения прев в контейнер заданной формы. Для этой цели может быть ицпользова слоистый материал, который содержит слои различного материала, сообщающие слоистому материалу заданные свойства: прочность, жесткость и не проницаемость для жидкостей. Часто используемый упаковочный слоистый материал содержит расположенный в центре несущий -слой волокнистого материала, которЕлй с любой стороны покрывается однородными пластмассов ми слоями. Пластмассовые слои выпол няются из термопластичного материал который позволяет выполнять простое уплотнение материала за счет нагревания и прессования вместо пластмас совых слоев двух деталей, котоС ые должны быть соединены вместе. Обычно для уменьшения пропускани света слоистым упаковочным материалом .вводятся другие слои, например слой алюминиевой фольги, расположен ный между несущим слоем и одним из термопластических слоев, которые в готовом упаковочном контейнере очен эффективно защищают упаковочное содержимое от воздействия света. Известна заготовка для упаковки из слоистого материала, содержащая несущийСЛОЙ, однородные пластмассовые слои, покрывающие несущий слой, с пересекающимися линиями сгибаТ -. Известен способ изготовления заго товки для упаковки, включакл.чий нанесение наружных пластмассовых слоев на несущий слой и двойное сгибание слоистого материала по двум пересекающимся линиям сгиба 1 . При формовании упаковочной заготов ки слоистый материал подвергается значительным напряжениям. Это в част ности имеет место при складывании материала так как складывание материала из-за относительно высокой жесткости несущего слоя означает, что один из термопластичных слоев подвергается сильному растягиванию, а другой сжимг ется по всей линии складывания. Однако благодаря высокой растягиваемости термопластического олоя это очень редко приводит к повреждению термопластического материа ла и потере способности к непрон цаемости для жидкостей. Если упаковочный материал содержит также алюминиевуп фольгу, то она при складывании слоистого материала может растрескаться. При одноразовом складывании примерно на 180- заготовки из упако р ного слоистого материала возникают значительные затруднения тогда, ког-, да две такие линии складывания пересекают друг друга. Это происходит вдоль уплотнений, которые обычно делаются на упаковочных контейнерах. Уплотнения обычно делаются таким образом, что термопластический слой, обращенный к внутренней стороне упаковочного контейнера, нагревается вдоль зон кромки упаковочного слоистого материала, которые должны быть соединены вместе, в силу чего зоны двух слоев, нагретых до размягчения, соединяются и прижимаются Друг к друту такиг.4 образом, что образуется уплотнительный выступ, которыйрасполагается на наружной стороне упаковочного контейнера и содержит два слоя слоистого материала. Так как уплотнительный выступ не должен обра овывать препятствие, он загибается вниз к наружной стороне упаковочного контейнера. Следовательно, один слой слоистого материала загибается на 180 и стенка упаковочного контейнера в уплотнительной зоне состоит из трех слоев слоистого материала, т.е. имеет толщину трех склгшок. Уплотнение такого типа проходит вдоль одной или нескольких боковых граней упаковочного контейнера. При складывании примерно на 180 попере.чно к зоне уплотнения слой материала, который после складывания располагается на наружной стороне складки, подвергается сильному растягиваю;щему напряжению с соответствующим растяжением и образованием трещин. Эти растягивающие напряжения настолько сильны, что не только алюминиевый слой, включенный в слоистый материал, но и термопластичный слой растрескивается и происходит утечка содержимого. Целью изобретения является повышение качества заготовки для упаковки. Поставленная цель достигается тег#, что в заготовке для упаковки из слоистого материала, содержаЕ1ей несущий слой, однородные пластмассовые слои, покрывающие несущий слой, с пересекающимися линиями сгиба, в местах пересечений линий сгиба несущий слой содержит перфорации. Согласно способу изготовления заготовки для упаковки, включающему нанесение наружных пластмассовых слоев на несущий слой и двойное Сгибание слоистого материала по двум пересекающимся линиям сгиба, перед нанесением слоев несущий слой и один из наружных слоев заготовки .оируют в зоне пересечения линий сгиба. При этом в несущем слое выполняют кольцевой разрез вокруг зоны пересеч&ния линий сгиба и вырезанную часть его удаляют.
Разрез выполняют по двум пересекающимся линиям, точка пересечения которых совпадает с точкой пересечения линий сгиба заготовки.
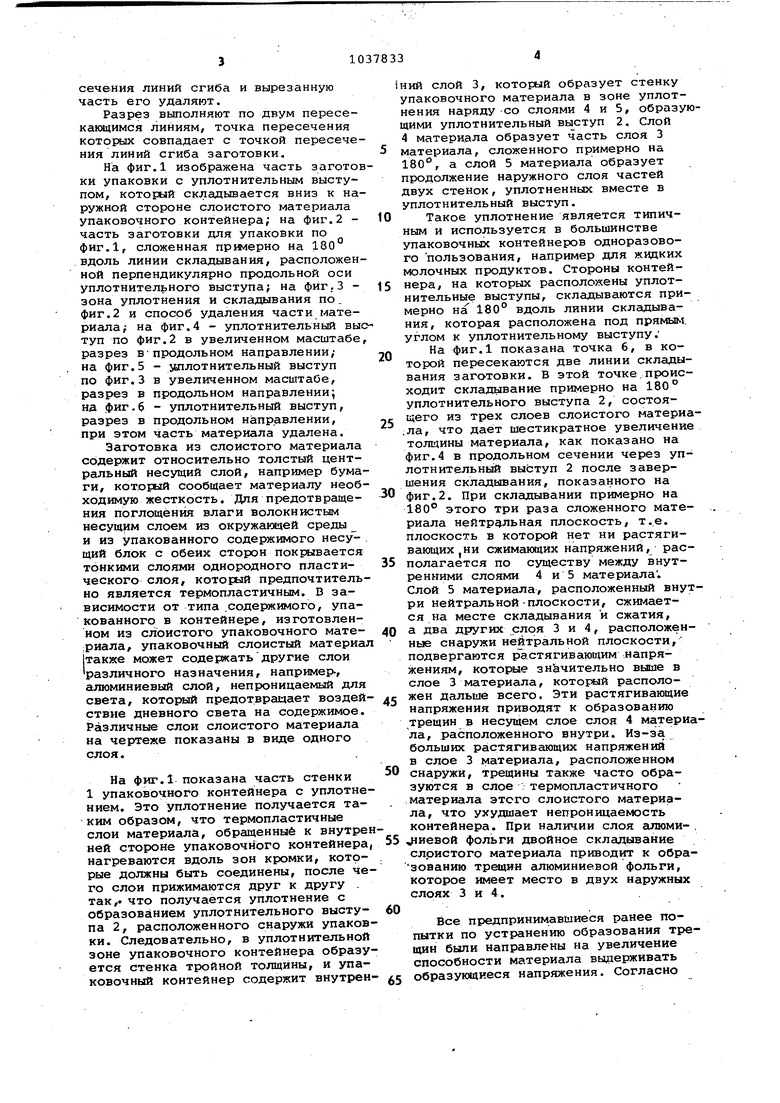
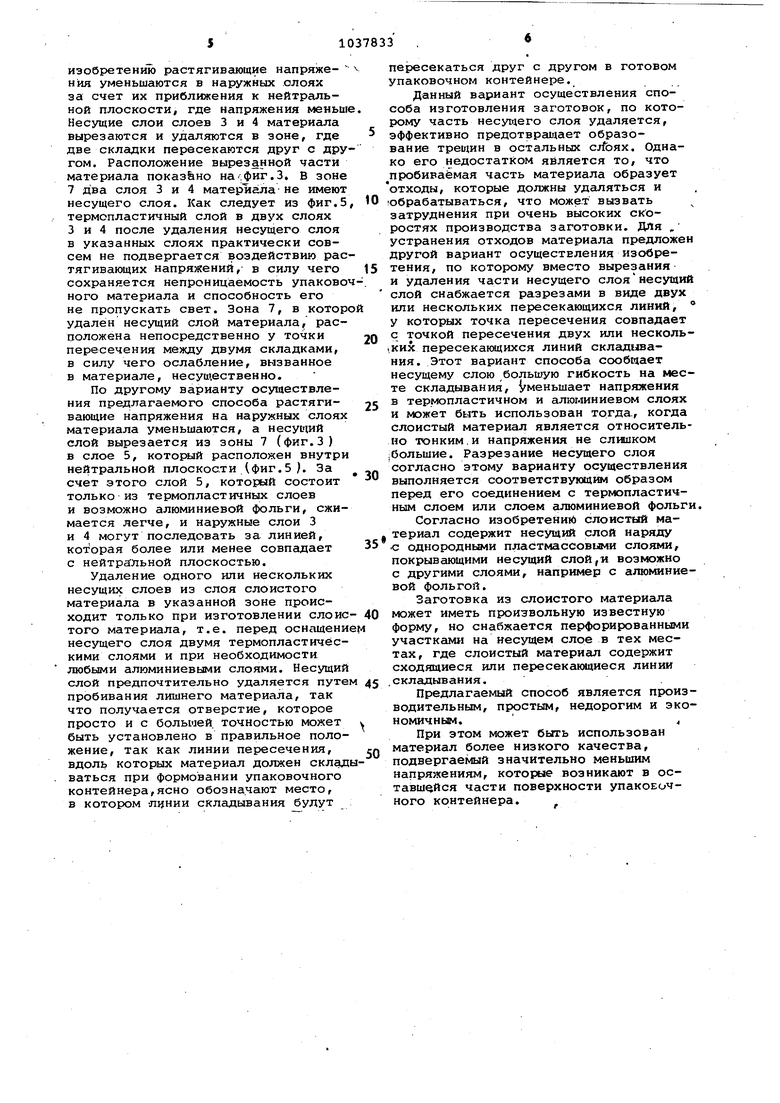
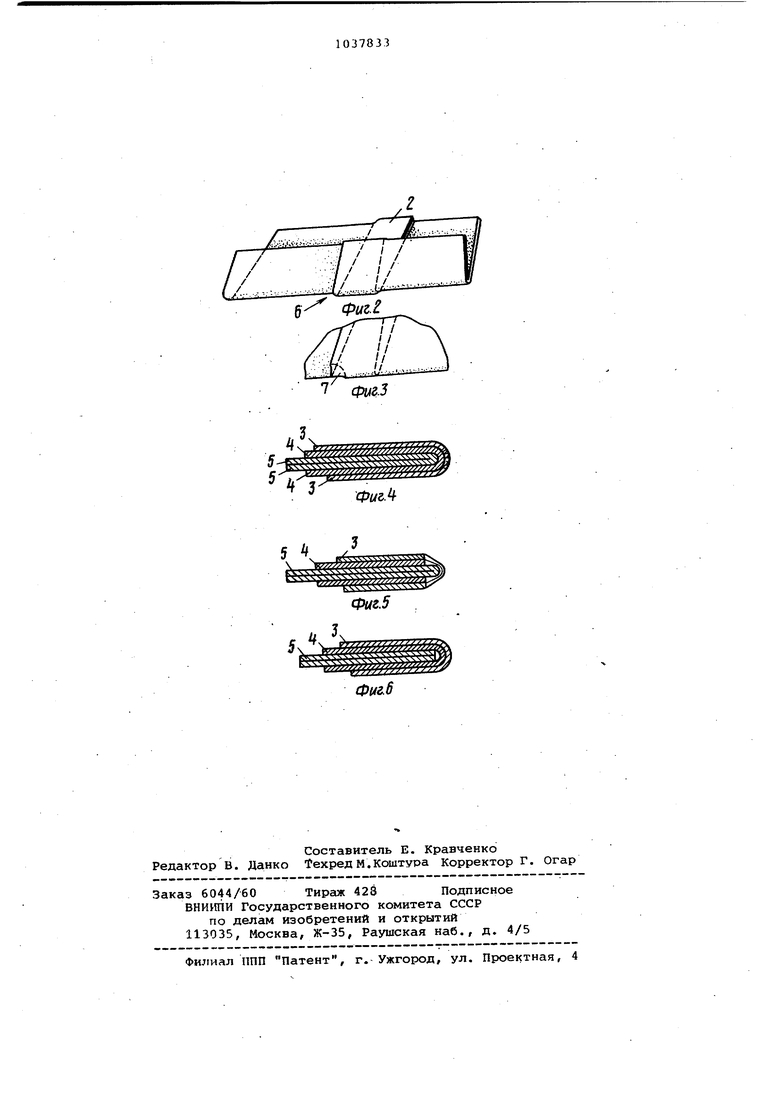
На фиг.1 изображена часть заготовки упаковки с уплотнитёльным выступом, который складывается вниз к наружной стороне слоистого материала упаковочного контейнера; на фиг.2 часть заготовки для упаковки по фиг.1, сложенная примерно на 180° вдоль линии складывания, расположенной перпендикулярно продольной оси уплотнительного выступа; на фиг.З зона уплотнения и складывания по фиг.2 и способ удаления части материала; на фиг.4 - уплотнительный выступ по фиг.2 в увеличенном масштабе разрез вПРОДОЛЬНОМ направлении,на фиг.5 - 5шлотнительный выступ по фиг.3 в увеличенном масштабе, разрез в продольном направлении; нд фиг.б - уплотнительный выступ, разрез в продольном направлении, при этом часть материала удалена.
Заготовка из слоистого материала содержит относительно толстый центральный несущий слой, например бумаги, который сообщает материалу необходимую жесткость. Для предотвращения поглощения влаги волокнистым несущим слоем из окружающей среды и из упакованного содержимого несущий блок с обеих сторон покрывается тонкими слоями однородного пластического слоя, который предпочтительно является термопластичным. В зависимости от типа .содержимого, упакованного в контейнере, изготовленном из слоистого упаковочного мате;риала, упаковочный слоистый материал также может содеркать другие слои различного назначения, например., алюминиевый слой, непроницаемый для света, который предотвращает воздействие дневного света на содержикюе. Различные слои слоистого материала на чертеже показаны в виде одного слоя.
На фиг.1 показана часть стенки 1 упаковочного контейнера с уплотнением. Это уплотнение получается таким образом, что термопластичные слои материала, обращенные к внутреней стороне упаковочного контейнера нагреваются вдоль зон кромки, которые должны быть соединены, после чего слои прижимаются друг к другу так, что получается уплотнение с образованием уплотнительного выступа 2, расположенного снаружи упаковки. Следовательно, в уплотнительной зоне упаковочного контейнера образуется стенка тройной толщины, и упаковочный контейнер содержит внутрен1ний слой 3, который образует стенку упаковочного материала в зоне уплотнения наряду-со слоями 4 и 5, образующими уплотнительный выступ 2. Слой 4 материала образует часть слоя 3 материала, сложенного примерно на
180
а слой 5 материала образует
продолжение наружного слоя частей двух стенок, уплотненных вместе в уплотнительный выступ.
Такое уплотнение является типичным и используется в большинстве упаковочных контейнеров одноразового пользования, например для жидких молочных продуктов. Стороны контейнера, на KOTopbJX расположены уплотнительные выступы, складываются примерно на 180° вдоль линии складывания, которая располохсена под прямым, углом к уплотнительному выступу:
На фиг.1 показана точка 6, в которой пересекаются две линии складывания заготовки. В этой точке.прюисходит складывание примерно на 180° уплотнительного выступа 2, состоящего из трех слоев слоистого материа.ла, что дает шестикратное увеличение толщины материала, как показано на фиг.4 в продольном сечении через уплотнительный выступ 2 после завершения складывания, показанного на фиг.2. При складывании примерно на 180 этого три раза сложенного материала нейтральная плоскость, т.е. плоскость в которой нет ни растягивающих ни сжимающих напряжений, располагается по существу между внутренними слоями 4 и 5 материала; Слой 5 материала, расположенный внутри нейтральной-плоскости, сжимается на месте складывания и сжатия, а два других слоя 3 и 4, расположенные снаружи нейтральной плоскости, подвергаются растягивающим .напряжениям, значительно выше в слое 3 материала, КОТОЕМЙ расположен дальше всего. Эти растягивающие напряжения приводят к образованию трещин в несущем слое слоя 4 материала, расположенного внутри. Из-за больших растягивающих напряжений в слое 3 материала, расположенном снаружи, трещины также часто образуются в слое термопластичного материала этого слоистого материала, что ухудшает непроницаемость контейнера. При наличии слоя алюми- , иевой фольги двойное складывание слоистого материала приводит к образованию трещин алюминиевой фольги, которое имеет место в двух наружных слоях 3 и 4.
Все предпринимавшиеся ранее попытки по устранению образования трещин были направлены на увеличение способности материала выдерживать 5 образующиеся напряжения. Согласно изобретению растягивгиощие напряжения уменьшаются в наружных слоях за счет их приближения к нейтральной плоскости, где напряжения меньш Несущие слои слоев 3 и 4 материала вырезаются и удаляются в зоне, где две складки пересекаются друг с дру гом. Расположение вырезанной части материала показ&но на .фиг. 3, В зоне 7 два слоя 3 и 4 материала-не имеют несущего слоя. Как следует из фиг. термопластичный слой в двух слоях 3 и 4 после удаления несущего слоя в указанных слоях практически совсем не подвергается воздействию рас тягивающих напряжений, в силу чего сохраняется непроницаемость упаково ного материала и способность его не пропускать свет. Зона 1, в котор удален несущий слой материала/ расположена непосредственно у точки пересечения между двумя складками, в силу чего ослабление, вызванное в материале, несущественно. По другому варианту осуществления предлагаемого способа растягивающие напряжения на наружных слоях материала уменьшаются, а несущий слой вырезается из зоны 7 (фиг.З) в слое 5, КОТОЕ4ЛЙ расположен внутри нейтральной плоскости Дфиг.5 ). За счет этого слой 5, который состоит только из термопластичных слоев и возможно алюминиевой фольги, сжимается легче, и наружные слои 3 и 4 могут последовать за линией, которая более или менее совпадает с нейтральной плоскостью. Удаление одного или нескольких несущих слоев из слоя слоистого материала в указанной зоне происходит только при изготовлении слоис того материала, т.е. перед оснащени несущего слоя двумя термопластическими слоями и при необходимости любыми алюминиевыми слоями. Несущий слой предпочтительно удаляется путе пробивания лишнего материала, так что получается отверстие, которое просто и с большей, точностью может быть установлено в правильное положение, так как линии пересечения, вдоль которых материал должен склад ваться при формовании упаковочного контейнера,ясно обозначают место, в котором -линии складывания будут пересекаться друг с другом в готовом упаковочном контейнере. Данный вариант осуществления способа изготовления заготовок, по которому часть несущего слоя удаляется, эффективно предотвращает образование трещин в остальных . Однако его недостатком является то, что пробиваемая часть материала образует отходы, которые должны удаляться и обрабатываться, что может вызвать затруднения при очень высоких скоростях производства заготовки. Для , устранения отходов материала предложен другой вариант осуществления изобретения, по которому вместо вырезания и удаления части несущего слоянесущий слой снабжается разрезами в виде двух или нескольких пересекающихся линий, ° у которых точка пересечения совпадает с точкой пересечения двух или несколь.ких пересекающихся линий складывания. Этот вариант способа сообщает несущему слою большую гибкость на месте складывания, Уменьшает напряжения в термопластичном и алюминиевом слоях и может быть использован тогда., когда слоистый материал является относительно тонким,и напряжения не слишком ;большие. Разрезание несущего слоя согласно этому варианту осуществления выполняется соответствующим образом перед его соединением с термопластичным слоем или слоем алюминиевой фольги. Согласно изобретений слоистый материал содержит несущий слой наряду с однородными пластмассовыми слоями, покрывающими несущий слой,и возможно с другими слоями, например с алюминиевой фольгой. Заготовка из слоистого материала может иметь произвольную известную форму, но снабжается перфорированными участками на несущем слое в тех местах, где слоистый материгш содержит сходящиеся или пересекающиеся линии складывания. . Предлагаемый способ является производительным, простым, недорогим и экономичным. , При этом может быть использован материал более низкого качества, подвергаемый значительно меньшим напряжениям, которые возникают в оставшейся части поверхности упаковочного контейнера.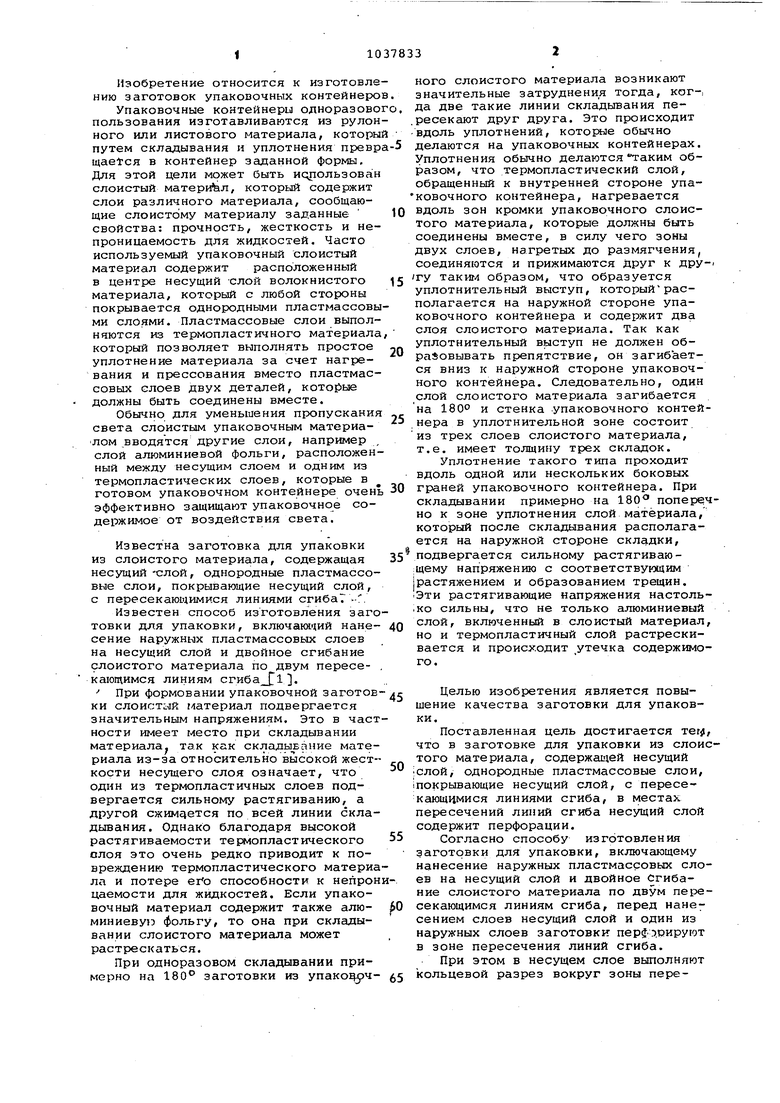
1 Заготовка для упаковки нз {слоиётого материала, содержащая несущий слой, однородные пластмассовые слои, покрывающие несущий слой, СПересекаккцимися линиями сгиба от личающаяся тем, что, с целью повышения качества, в мес тах пересечения линий сгиба несущий слой содержит перфорации . 2.Способ, изготовления заготовки дляупаковки, включающий нанесение наружных пластмассовых слоев на несущий слой и двойное сгибание слоистого материала по двум пересекающимся линиям сгиба, отличающийся тем, что перед нанесением слоев несущий слой и один из наружных слоев заготовки перфорируют в зоне пересечения линий сгиба. 3.Способ, по п.2, о т л и ч а ющ и и с я тем, что в несущем слое выполняют кольцевой разрез вокруг зоны пересечения линий сгиба и вырезанную часть ево удаляют. 4.Способ по п.3, . о т л и ч а ющ и и с я тем,- что разрез выполняют .по двум пересекающимся лш1иям, точка пересечения которых совпадает с кой пересечения линий сгиба заготовки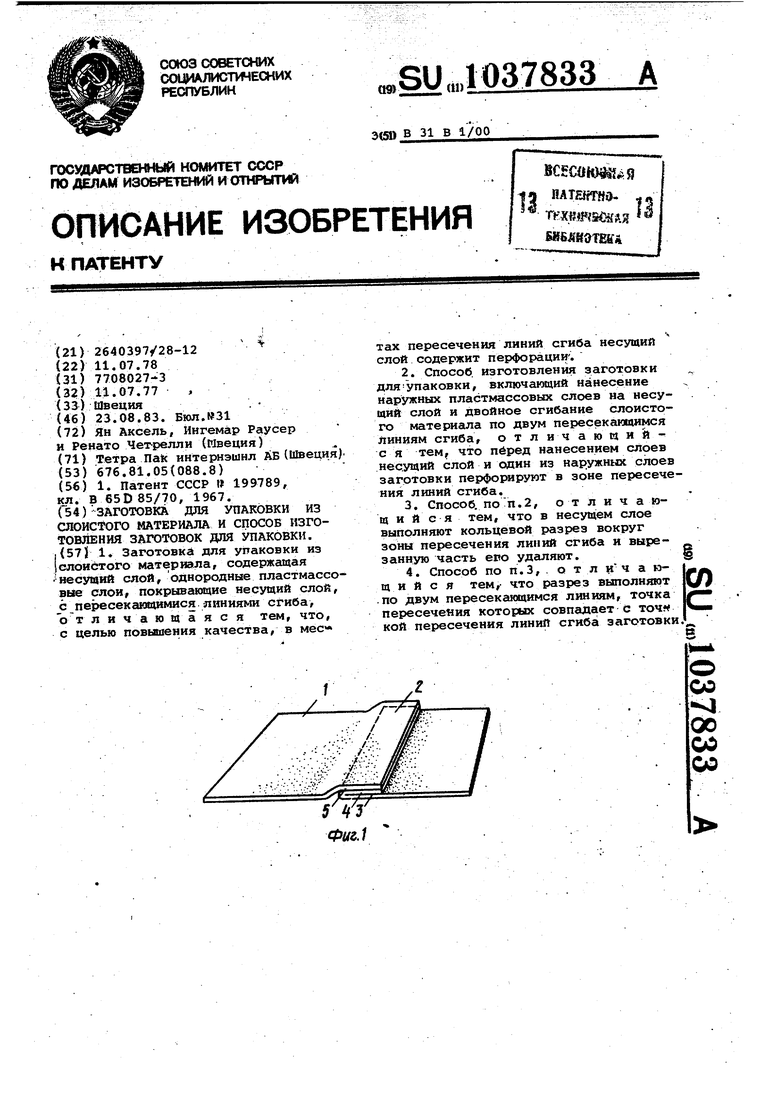
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ЗАПОЛНЕННЫЙ И ГЕРМЕТИЧЕСКИ ЗАКРЬ1ТЬ1Й ПАКЕТ | 0 |
|
SU199789A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
