Известны устройства для испытания огнеупоров на разъедаемость 1)асплавами путем погруисения образца огнеупора в расплав на заданный промежуток времени и последующего определения изменения толщины образца на том нли ином уровне разъедания.
Отличительной особениостыо устройства по изобретению является выиолнение его в виде перекрытых огнеупорным коасухом двух установленных один над другим огнеупорных тиглей со сливными отверстшпш в боковых стенках нижнего тигля и в дне верхнего тигля. Это значительно облегчает испытание и повышает точность полученных результатов.
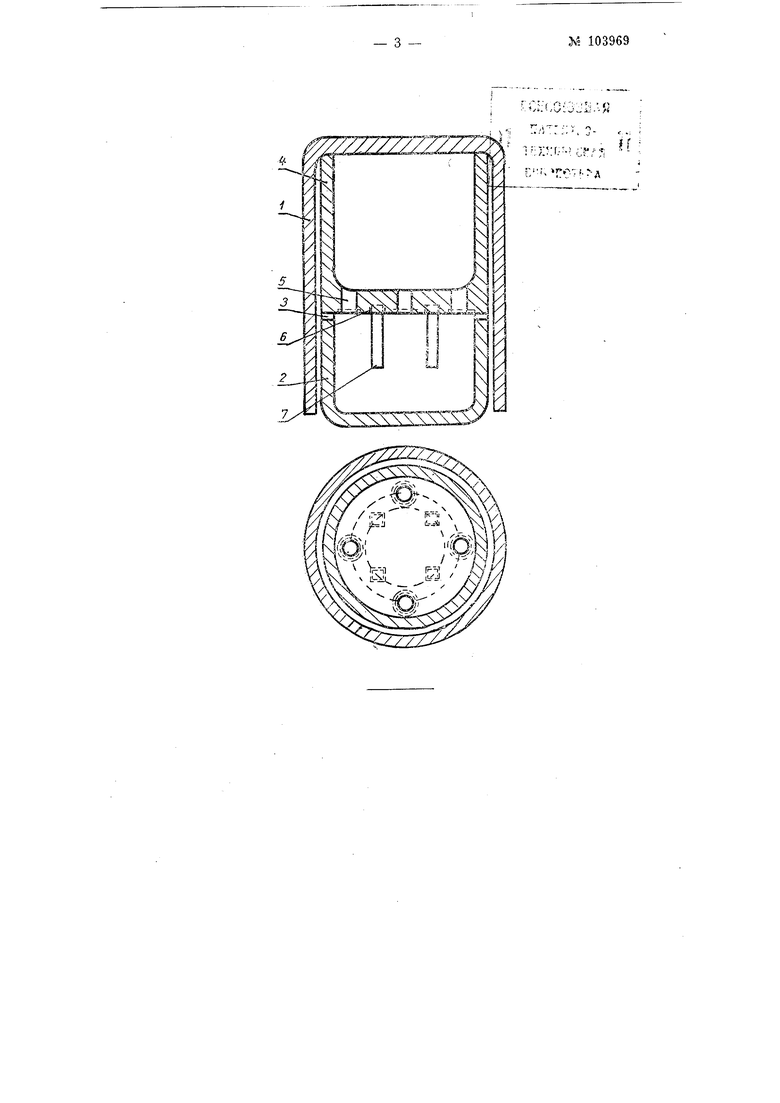
На чертенке изображен общий вид ycTpoiicTBa и вид его сверху.
Устройство выиолнено в виде двух установленных один на другом тиглей, перекрытых общим кожухом (1). Вверху нижнего тигля (2) имеются сливные отверстия (3). В дне верхнего тигля (4) имеются сливные отверстия (5) и выемки (6) для закренления в них образцов (7) испытуемого огнеунора. Тигли и кожух изготовляются из шлакоустойчивого или стеклоустойчивого материала.
Испытание огнеуиоров в предлагаемом устройстве осун(ествляется следующим образом.
Устанавливают головки образцов; (7) в выемках (G), закрепляя их с иомощью огнеуиорной массы. Затем в тигель (2) }1асынают часть измельченного шлака или ;текла, остальную часть, взятую с некоторым избытком, насыпают в тигель (4). Затем все устройство помещают в печь
любо) конструкции и ведут исиытаниепри температуре, несколько превышающей (на 20-30) температуру службы испытуемых огнеуиоров. Время выдержки выбирается в зависимости от нредиолагающегося нримсрного значения стойкости огкеуиора и шжет корректироваться ирн повторных испытаниях.
Но мере расплавления шлака из стекла в первый itoMciiT в тигле (2) оказывается недостаточно расплава. Недостающее количество расплава перетекает из тигля (4) в тигель (2) через отверстия (5), а избыток расплава вытекает через отверстия (3).
По окончании заданного времени выдержки все устройство захватывают ищпцами, поворачивают вокруг горизонтальной оси на 180 к оставляют на некоторое время в печи для того, чтобы расплав перетек в кожух (1). Благодаря тому, что в печи высокая температура, приставппп к образцу расплав также стекает с него, максимально очшцая его поверхность, что способствует повышению точности результатов испытания. После этого все устройство извлекают из иечн пли оставляют его в ней для охлаждення вместе с остывающей печью.
Но извлеченин образцов сошлифовывиют }1 торцы до различных уровней, измеряя каждый раз толн1,ину образца на данном уровне.
разъедания вычисляют ио формула:
24{Л-В)
К-2Z
Ст. редактор А. А. Сержпинская
Стандартгиз. Подп. к печ. 17/XII 1956 г. Объем 0,25 п. л. Тираж 400. Цена 50 коп. Типография изд-ва «Московская правда. Потаповский пер., 3. Зак. 5641
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения бадделеито-корундовы* (бакоровых) огнеупоров | 1961 |
|
SU143707A1 |
| Способ получения циркониевоглиноземистых и высокоглиноземистых огнеупоров | 1957 |
|
SU113451A1 |
| СПОСОБ ОЧИСТКИ ОТХОДОВ АЛЮМИНИЯ ОТ ПРИМЕСЕЙ И ПЕЧЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2011 |
|
RU2483128C2 |
| Способ определения химической стойкости огнеупорных материалов в расплавах | 1982 |
|
SU1046679A1 |
| Плавильно-заливочный тигель с автоматическим выпуском расплава через канал сифонного типа | 2019 |
|
RU2728142C1 |
| Способ формовки высокоогнеупорных тяглей и других сосудов | 1936 |
|
SU51861A1 |
| ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С U-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539490C2 |
| ИНДУКЦИОННАЯ ПЕЧЬ И СПОСОБ ОБРАБОТКИ СКЛАДИРУЕМЫХ МЕТАЛЛИЧЕСКИХ ОТХОДОВ | 2014 |
|
RU2664073C2 |
| Раздаточная печь с металлическим обогреваемым тиглем для разливки магниевых сплавов | 1959 |
|
SU133199A1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛИЧЕСКИХ РАДИОАКТИВНЫХ ОТХОДОВ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2345141C1 |