Изобретение относится к области литейного производства, а именно к конструкциям плавильно-заливочных тиглей и может быть использовано в вакуумных установках для производства отливок из металлов и сплавов с индукционным и резистивным нагревом тигля с расплавом при порционной плавке-заливке.
Известен тигель для плавки и заливки жаропрочных сталей и сплавов, содержащий плавильную емкость, снабженную в верхней части надставкой, выполненной в виде носка. (Производство отливок из сплавов цветных металлов. Курдюмов А.В., Пикунов М.В., Чурсин В.М., Бибиков Е.Л.: Учебник для вузов. М. Металлургия, 1986, С. 83).
Известен тигель для вакуумной индукционной плавильно-заливочной установки для литья деталей из жаропрочных сталей и сплавов, содержащем плавильную емкость, снабженную в верхней части надставкой, выполненной в виде сливной емкости, в основании которой выполнено сливное отверстие, при этом одна из стенок надставки наклонена под углом β к основанию плавильной емкости (патент на ПМ РФ №119081, МПК F27D 14/10).
Известен плавильно-заливочный тигель содержащий корпус, на который устанавливается крышка, выполненная в виде пластины в форме сегмента, радиус которого равен внешнему радиусу верхней части корпуса, при этом ширина крышки равна 0,7-1,3 от внешнего радиуса верхней части корпуса, причем в крышке выполнен сквозной паз, образующий в контакте с корпусом тигля по внутреннему радиусу сливное отверстие (патент на ПМ РФ №148383, F27D 14/10).
Недостатками известных технических решений являются механические узлы, находящиеся в зоне с высокой температурой для выпуска расплава из тигля через надставку. Другими недостатками данных конструкций является повышенная длина пути расплава при его течении по сливной полости, связанная с наличием в тигле надставки в его верхней части, или крышки с отверстием, что приводит к замешиванию шлака в поток заливаемого расплава и тем самым загрязнению отливок.
Известен тигель вакуумной индукционной плавильно-заливочной установки, содержащий плавильную емкость, снабженную в верхней части надставкой, выполненной в виде сливной емкости, в основании которой выполнено сливное отверстие, при этом одна из стенок надставки наклонена под углом β к основанию плавильной емкости (полезная модель РФ №119081, МПК F27D 14/10).
Недостатком такой конструкции является то, что в период начала поворота тигля на слив в нем происходит образование турбулентного течения с замешиванием шлаковых включений в расплав, являющихся источником дефектов в отливках.
Также известен способ отделения шлака от металла в стопорном ковше в конце заливки металла, при котором на поверхность расплавленного металла в стопорном ковше помещают огнеупор правильной формы с плотностью 3-4 г/см3. Плавающий огнеупор располагается под слоем шлака и в конце разливки металла отсекает шлак, исключая попадание его в формы (патент на изобретение РФ №2115510, B22D 41/08, опубл. 20.07.1998).
Недостатком известного способа является загрязнение расплава и огнеупором и недостаточное отсечение шлака.
Наиболее близким техническим решением, выбранным в качестве прототипа, является устройство для разливки металла, в огнеупорном блоке которого, с  - металлотрактом выдачи металла, пристыкованным к нему индуктором бегущего магнитного поля, на входе в тракт выбрано углубление, размещенное в зоне действия того же индуктора. В углублении установлена параллельно дну перегородка, образующая полость с постоянным уровнем. Канал выдачи гидравлически соединен с углублением в зоне входного патрубка, а сливное отверстие его расположено на уровне верхнего торца параллельной перегородки (патент на изобретение РФ №2017579, B22D 39/00).
- металлотрактом выдачи металла, пристыкованным к нему индуктором бегущего магнитного поля, на входе в тракт выбрано углубление, размещенное в зоне действия того же индуктора. В углублении установлена параллельно дну перегородка, образующая полость с постоянным уровнем. Канал выдачи гидравлически соединен с углублением в зоне входного патрубка, а сливное отверстие его расположено на уровне верхнего торца параллельной перегородки (патент на изобретение РФ №2017579, B22D 39/00).
Недостатком известной конструкции является неудобство расположения сливного отверстия, короткий срок службы тигля.
Техническим результатом изобретения является повышение качества получаемых отливок за счет предупреждения засорения шлаковыми и другими посторонними включениями, присутствующими в расплаве и проникающими в литейную форму в период ее заливки, а так же продление срока эксплуатации тигля за счет отсутствия у него движущихся частей и отсутствия механизмов наклона и поворота.
Технический результат достигается тем, что плавильно-заливочный тигель с автоматическим выпуском расплава через канал сифонного типа, полость которого гидравлически соединена с выпускным каналом, а выпускной канал, имеющий П-образную форму, составляет с тиглем единое целое и состоит из 2-х вертикальных полостей, первая из которых (для восходящего потока металла) своей нижней частью гидравлически соединена с внутренней донной частью тигля посредством нижней горизонтальной перемычки, а своей верхней частью гидравлически соединена посредством верхней горизонтальной перемычки с верхней частью второй вертикальной полости (для нисходящего потока металла), нижний конец которой является выпускным отверстием тигля, что позволяет осуществлять автоматический донный выпуск расплава при достижении им состояния жидкотекучести, причем вторая вертикальная полость (для нисходящего потока металла) конструктивно длиннее первой вертикальной полости.
2. Полость канала сифонного типа содержит технологические отверстия в стенке тигля, возникающие при формировании канала сифонного типа, заглушенные резьбовыми пробками.
3. Плавильно-заливочный тигель с автоматическим выпуском расплава через канал сифонного типа выполняется составным.
4. Плавильно-заливочный тигель с автоматическим выпуском расплава через канал сифонного типа, состоит из материала, проводящего электрический ток и имеющего сопротивление больше, чем сопротивление подводящих ток электродов (например графита).
Предлагаемое техническое решение пояснено схематическими чертежами.
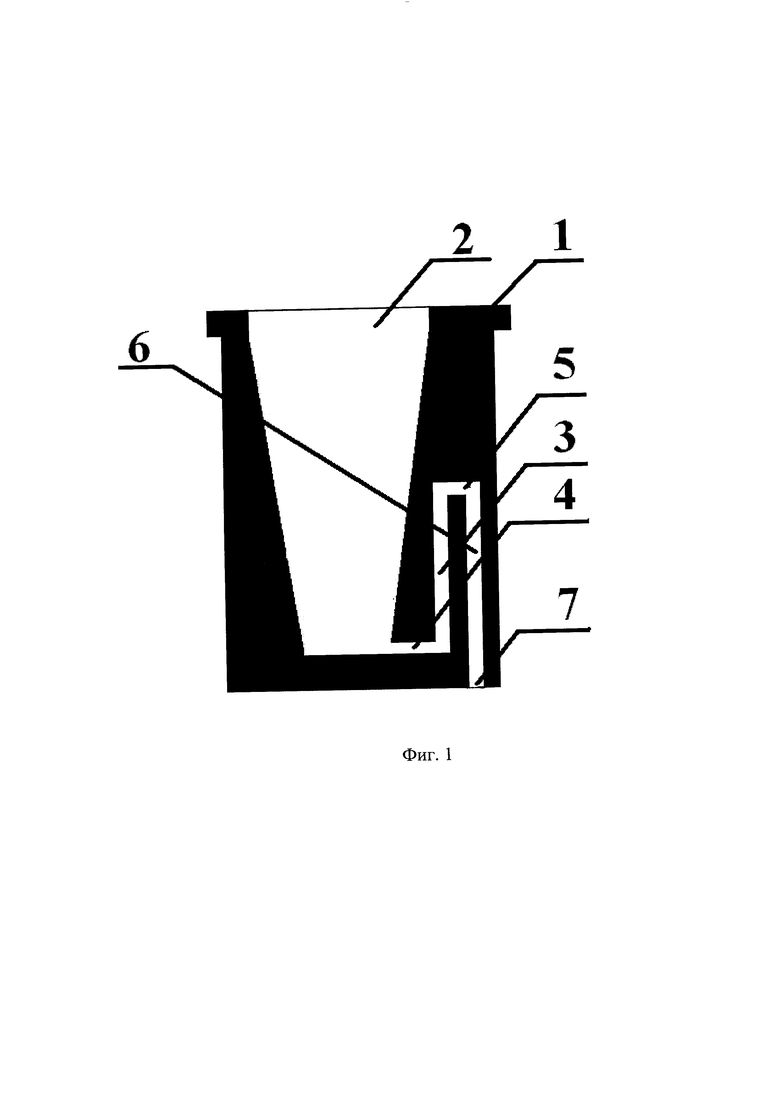
На фиг. 1 представлена конструкция тигля, где:
1 - тигель;
2 - загрузочная полость;
3 - первая вертикальная полость (для восходящего потока металла);
4 - нижняя горизонтальная перемычка;
5 - верхняя горизонтальная перемычка;
6 - вторая вертикальная полость (для нисходящего потока металла);
7 - выпускное отверстие тигля.
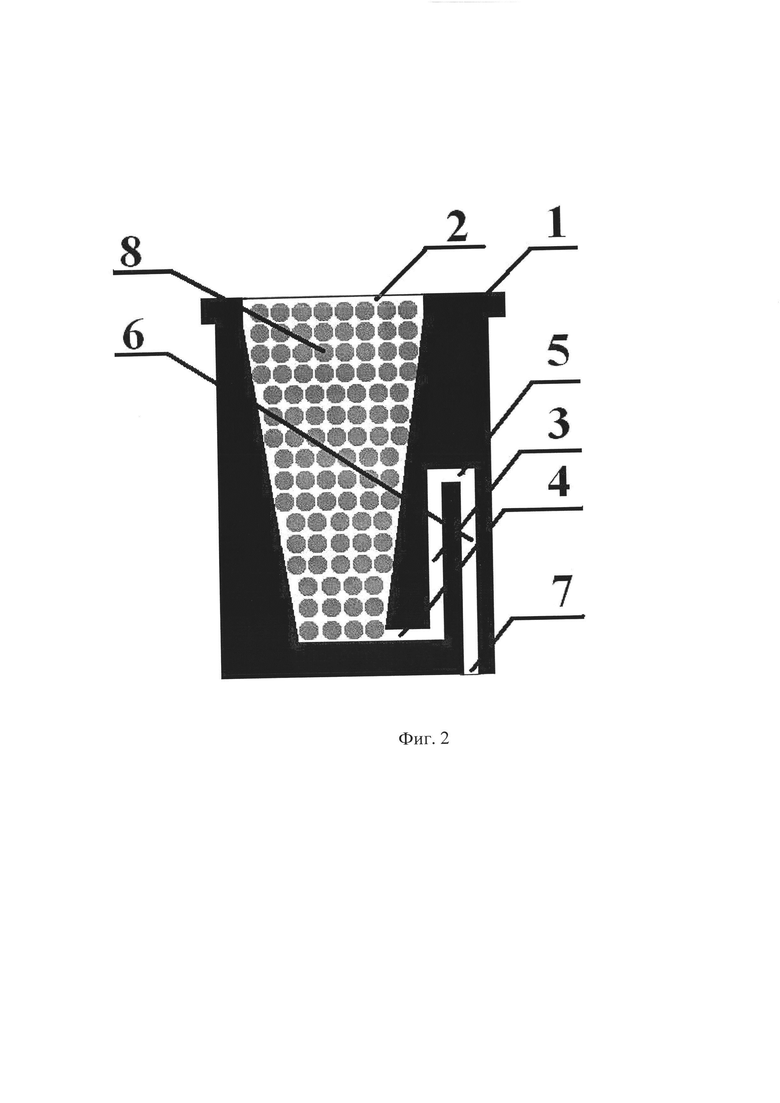
На фиг. 2 показан тигель с загруженным и еще нерасплавленным металлом 8.
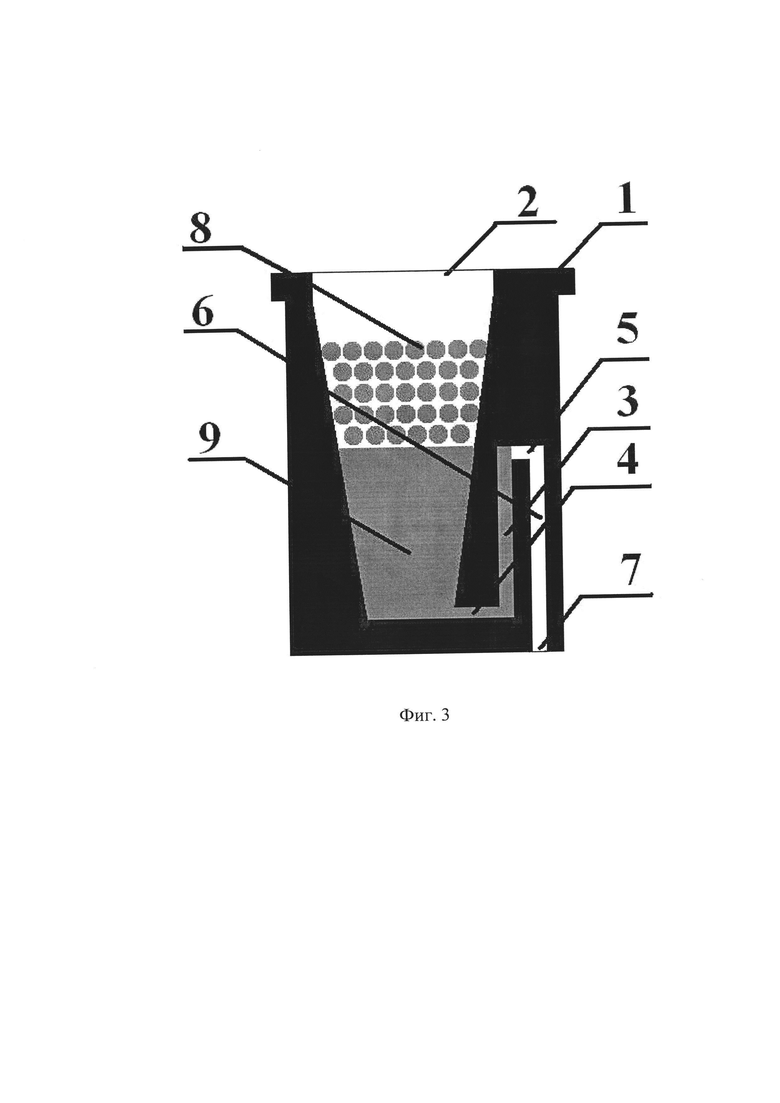
На фиг. 3 показан тигель с начинающим появляться расплавом металла 9.
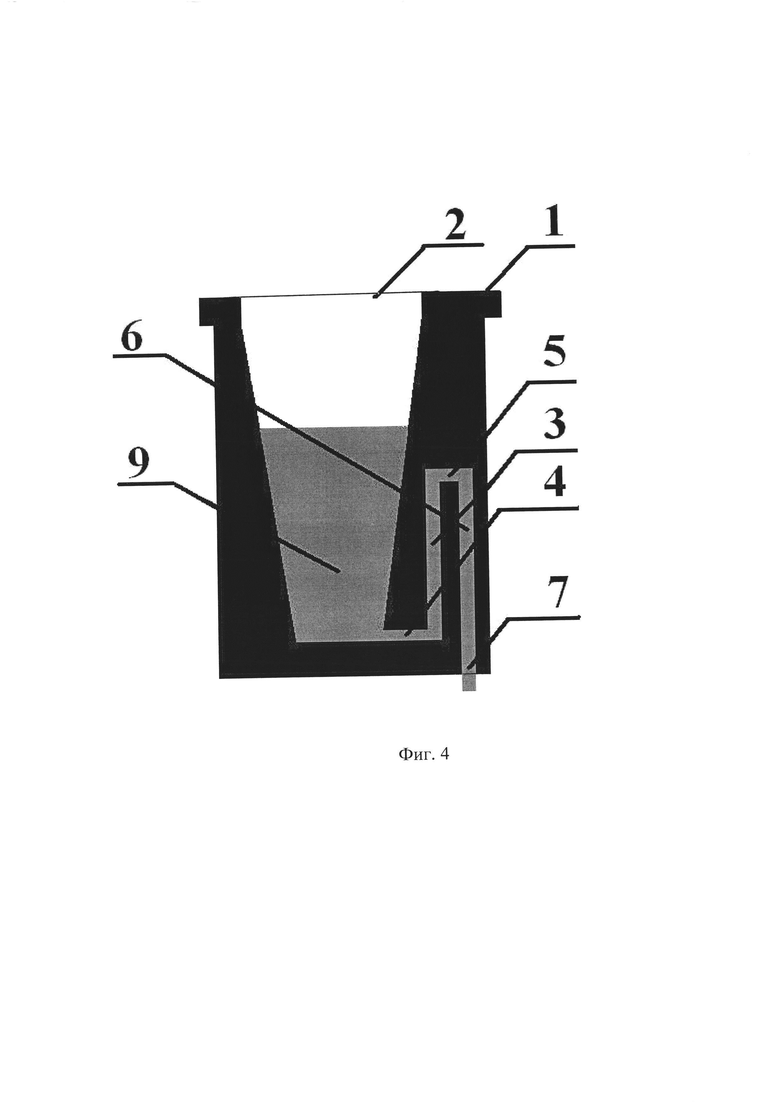
На фиг. 4-5 показан тигель с автоматически выливающимся расплавом 9 металла 8.
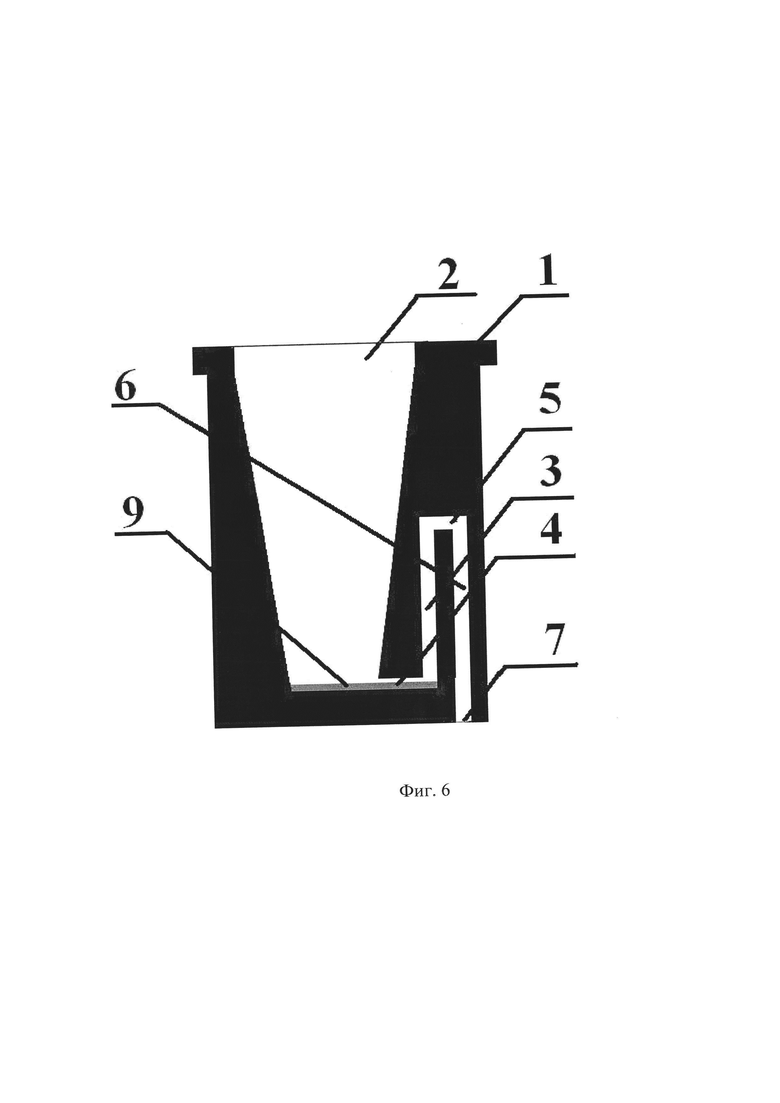
На фиг. 6 показан тигель с автоматически прервавшимся выходом расплава металла 9.
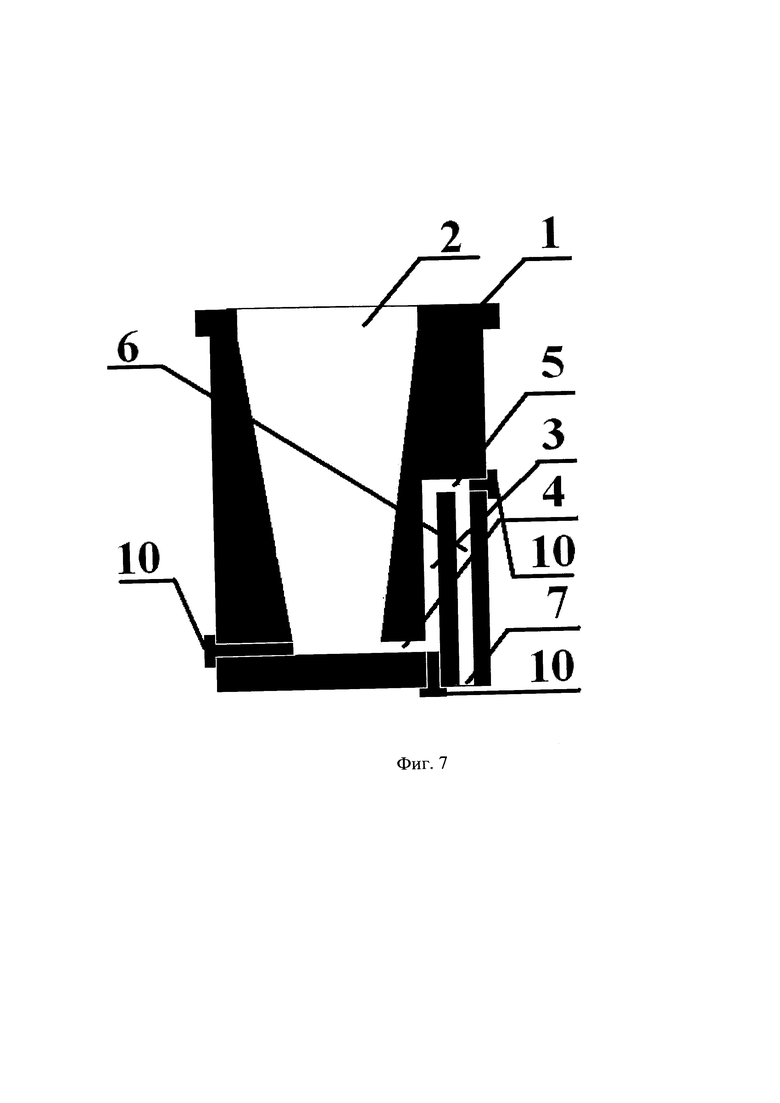
На фиг. 7 показаны резьбовые пробки 10, заглушающие технологические отверстия, остающиеся после формирования полости канала сифонного типа при цельном исполнении тигля.
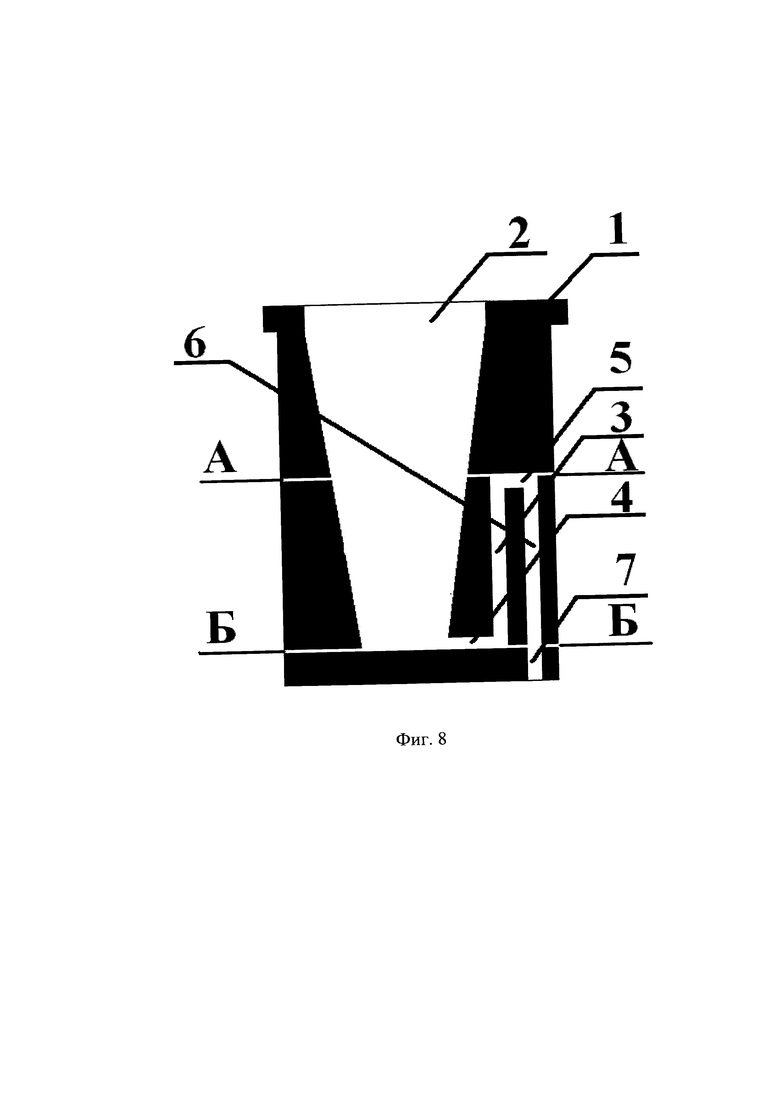
На фиг. 8 показан вариант выполнения составного тигля, где горизонтальными разрезами А-А и Б-Б показаны возможные линии соединения составных деталей тигля.
Конструктивно тигель 1, представляет собой загрузочную полость 2, с боковым сифонным, сформированным в стенке самого тигля 1, П-образным каналом, начинающимся в донной части загрузочной полости 2, и представляющий собой нижнюю горизонтальную перемычку 4, переходящую в первую вертикальную полость 3 (для восходящего металла), соединенную верхней горизонтальной перемычкой 5, со второй вертикальной полостью 6, (для нисходящего потока металла и заканчивающуюся выпускным отверстием 7.
Работа тигля происходит следующим образом.
В загрузочную полость 2, тигля 1, загружается исходное сырье (металл, сплав) 8, предназначенное для расплавления. При расплавлении исходного сырья (металла, сплава) 8, уровень расплава 9, в тигле 1, начинает повышаться. Одновременно, расплав поступает в нижнюю горизонтальную перемычку 4, сифонного П-образного канала и далее по принципу сообщающихся сосудов поднимается в первую вертикальную полость 3, (для восходящего потока металла), переливается по верхней горизонтальной перемычке 5, во вторую вертикальную полость 6, (для нисходящего потока металла), образующими П-образый сифонный канал и через выпускное отверстие 7 поступает по назначению (в литейную форму, изложницу и т.п.). Благодаря действию гравитации, эффекту сообщающихся сосудов и тому, что вторая вертикальная полость 6, (для нисходящего потока металла) длиннее первой, а значит масса расплава в ней больше, то эта часть расплава увлекает за собой остальную часть расплава в сифонном П-образном канале.
При понижении уровня расплава 9, до уровня всасывающего отверстия нижней горизонтальной перемычки 4, П-образного сифонного канала происходит разрыв столба расплава на входе в П-образный сифонный канал. В результате чего шлаковые включения, находящиеся на поверхности зеркала расплава не могут проникнуть в сифонный канал и остаются на дне загрузочной полости 2. И в последствии могут быть оттуда легко удалены.
Причем, расплав может проходить по сифонному П-образному каналу только тогда, когда достигнет состояния необходимой жидкотекучести. В силу конструктивных особенностей тигля, верхняя часть зеркала расплава, как правило, содержащая примеси и шлаки, не может покинуть тигель по каналу за счет разрыва столба расплава на входе в сифонный канал при недостаточном уровне расплава на дне загрузочной полости и остается на дне загрузочной полости, откуда легко удаляется.
Предлагаемое техническое решение позволяет без использования средств механизации, осуществлять автоматический выпуск расплава при достижении им оптимальной жидкотекучести. При этом исключается слишком ранний выпуск расплава с недостаточной жидкотекучестью для полной проливки формы или слишком поздний выпуск слишком перегретого расплава, который при этом может претерпеть нежелательные структурные и химические превращения. Жидкий расплав движется по П-образному каналу сифонного типа, находящемуся в стенке самого тигля и имеющему одинаковую с ним температуру, что препятствует переохлаждению и кристаллизации расплава в канале. Благодаря донному выпуску расплава из тигля отсутствует разбрызгивание расплава и исключено попадание шлаков и других посторонних включений с поверхности расплава в литьевую форму.
Конструкция тигля предупреждает попадание шлаковых и пленочных включений, присутствующих в жидком металле, за счет их отделения от расплава в самом тигле.
Благодаря тому, что расплав заполняет сифонный канал самостоятельно, при достижении им температуры оптимальной жидкотекучести, отсутствует необходимость в высокоточном измерении температуры расплава для определения точного момента для его выпуска из тигля.
Плавильно-заливочный тигель с автоматическим выпуском расплава через канал сифонного типа, полость которого гидравлически соединена с выпускным каналом может изготавливаться в двух вариантах - неразборным и составным.
1. Вариант неразборного тигля с сифонным каналом.
Сифонный П-образный канал неразборного тигля (фиг. 7), представляет собой высверленную полость в боковой стенке. Получающиеся при этом на боковой поверхности тигля технологические отверстия заглушаются резьбовыми пробками 10. При извлеченных резьбовых пробках, возможен доступ внутрь канала для его чистки в случае попадания шлаковых включений.
2. Вариант составного тигля с сифонным каналом.
Составной тигель с сифонным каналом (фиг. 8) где горизонтальными разрезами А-А и Б-Б показаны возможные линии соединения составных деталей тигля. В таком случае тигель представляет собой набор элементов, с заранее изготовленными отверстиями заливочной полости и сифонного канала, установленных вертикально друг на друга и скрепленных резьбовым крепежом друг с другом. Комбинируя количество элементов, можно изменять высоту тигля. Это позволяет использовать тигель для различных объемов загружаемой шихты. Наборная конструкция тигля позволяет также облегчить процесс его очистки, а также дает возможность заменять только отдельные элементы в случае их повреждения. За счет плохой смачиваемости расплавом материала тигля и плотной подгонке элементов конструкции друг к другу предотвращается проникновение расплава в стыки между элементами и обеспечивается герметичность сифонного канала - являющаяся обязательным условием работоспособности тигля. Процессы плавления, движения расплава по сифонному каналу и выпуск расплава полностью аналогичны процессам для тигля цельной конструкции.
Принцип работы плавильно-заливочного тигля с автоматическим выпуском расплава через канал сифонного типа базируется на известных законах физики. Сам плавильно-заливочный тигель с автоматическим выпуском расплава через П-образный канал сифонного типа выполняется составным или как единое целое, из единой массы из графита, керамики или металла, с использованием общеизвестных технологий, на типовом обрабатывающем оборудовании, что говорит о промышленной применимости предлагаемого технического решения. В случае изготовления тигля из цельного объема материала, каналы изготавливаются путем сверления с последующим закрытием резьбовыми пробками образующихся при сверлении технологических отверстий, имеющих выход во внешние стенки тигля или заливочной полости. Резьбовые пробки могут быть извлечены в случае необходимости очистки каналов.
Плавильно-заливочный тигель можно использовать как для случая внешнего подвода тепла, так и для случая использования его в качестве нагревателя при пропускании через него электрического тока. Процесс плавки будет происходить аналогично случаю внешнего подведения тепла. В этом случае плавильно-заливочный тигель изготавливается из материала, проводящего электрический ток и имеющего сопротивление больше, чем сопротивление подводящих ток электродов (например, из графита).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СИЛИКАТНОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2157795C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ СВИНЦОВОГО СЫРЬЯ | 2005 |
|
RU2283359C1 |
| Индукционная печь | 1979 |
|
SU832294A1 |
| СПОСОБ ЛИТЬЯ МЕТАЛЛА В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2250153C1 |
| Вакуумно-компрессионная плавильнолитейная установка | 1990 |
|
SU1763836A1 |
| СТАНЦИЯ И СПОСОБ ПЕРЕМЕЩЕНИЯ РАСПЛАВА МЕТАЛЛА ИЗ ПЛАВИЛЬНОЙ ПЕЧИ В ТРАНСПОРТИРОВОЧНЫЙ ТИГЕЛЬ, А ТАКЖЕ УСТАНОВКА И СИСТЕМА С ТАКОЙ СТАНЦИЕЙ | 2015 |
|
RU2678621C2 |
| СПОСОБ НЕПРЕРЫВНОГО КОНВЕРТИРОВАНИЯ МЕДНЫХ СУЛЬФИДНЫХ МАТЕРИАЛОВ | 1993 |
|
RU2071982C1 |
| ПЛАВИЛЬНЫЙ АГРЕГАТ | 2001 |
|
RU2207476C2 |
| Индукционная печь для плавки окисных материалов | 1982 |
|
SU1057767A1 |
| ТУРБОИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2008 |
|
RU2390700C2 |

Изобретение относится к области литейного производства, а именно к конструкциям плавильно-заливочных тиглей, и может быть использовано в вакуумных установках для производства отливок из металлов и сплавов с индукционным и резистивным нагревом тигля. Тигель с автоматическим выпуском расплава через канал сифонного типа, полость которого гидравлически соединена с выпускным каналом, имеет выпускной канал, имеющий П-образную форму, который составляет с тиглем единое целое и состоит из 2-х вертикальных полостей, первая из которых для восходящего потока металла своей нижней частью гидравлически соединена с внутренней донной частью тигля посредством нижней горизонтальной перемычки, а своей верхней частью гидравлически соединена посредством верхней горизонтальной перемычки с верхней частью второй вертикальной полости для нисходящего потока металла, нижний конец которой является выпускным отверстием тигля, причем вторая вертикальная полость для нисходящего потока металла конструктивно длиннее первой вертикальной полости. Изобретение позволяет повысить качество получаемых отливок за счет предупреждения засорения их шлаковыми включениями, а также продлевает срок службы тигля за счет отсутствия движущихся частей и механизмов наклона и поворота. 3 з.п. ф-лы, 8 ил.
1. Плавильно-заливочный тигель с автоматическим выпуском расплава через канал сифонного типа, полость которого гидравлически соединена с выпускным каналом, находящимся в его боковой стенке, отличающийся тем, что выпускной канал имеет П-образную форму, составляет с тиглем единое целое и состоит из 2-х вертикальных полостей, первая из которых для восходящего потока металла своей нижней частью гидравлически соединена с внутренней донной частью тигля посредством нижней горизонтальной перемычки, а своей верхней частью гидравлически соединена посредством верхней горизонтальной перемычки с верхней частью второй вертикальной полости для нисходящего потока металла, нижний конец которой является выпускным отверстием тигля с обеспечением автоматического донного выпуска расплава при достижении им состояния жидкотекучести, причем вторая вертикальная полость для нисходящего потока металла конструктивно длиннее первой вертикальной полости.
2. Плавильно-заливочный тигель по п.1, отличающийся тем, что полость канала сифонного типа содержит технологические отверстия в боковой стенке тигля, полученные при формировании канала сифонного типа, заглушенные резьбовыми пробками.
3. Плавильно-заливочный тигель по п.1, отличающийся тем, что он выполнен составным.
4. Плавильно-заливочный тигель по п.1, отличающийся тем, что тигель изготовлен из материала, проводящего электрический ток и имеющего сопротивление больше, чем сопротивление подводящих ток электродов, например из графита.
| УСТРОЙСТВО ДЛЯ РАЗЛИВКИ МЕТАЛЛА | 1990 |
|
RU2017579C1 |
| СПОСОБ ОТДЕЛЕНИЯ ШЛАКА ОТ МЕТАЛЛА В СТОПОРНОМ КОВШЕ В КОНЦЕ ЗАЛИВКИ МЕТАЛЛА | 1994 |
|
RU2115510C1 |
| Установка для наружной мойки автомашин | 1958 |
|
SU119081A1 |
| US 4936553 A1, 26.06.1990 | |||
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ЗАПЛЕСНЕВЕНИЯ ТАБАКА | 2002 |
|
RU2227693C1 |

