1,л1
4 Ю
;о ю
00
/Опл.
Фаг/
Изобретение -относится к сварочному производству и может быть использовано в различных отраслях промышленности, в частности в атомном машиностроении и котлостроении при Roнтpoлe и регулировании процессов контактной стыковой сварки оплавлением, например, поверхностей нагрева котлоагрегатов и трубопроводов.
Известен способ управления процесс-ом сварки, при котором осуществляют измерение одного из параметров режима с последующим регулированием мощности, выделяемой в зоне соединения, при этом измеряют контактную разность потенциалов между соединяемыми элементами, вычисляют ее производную и по величине полученных данных производят регулировку мощноети 1.
Однако этот способ имеет недостаточную информативность для обеспечения высокого качества сварки, в результате того, что контроль ведут только по одному из параметров. Наиболее близки.м к изобретен/о по технической сущности является способ управления процессом стыковой сварки оплавлением, при котором в процессе сварки измеряют сварочный ток, сравнивают его с установленным значением и, как только измеренный ток превышает установленное значение, включают корректор скорости, который, вступая в действие периодически и на короткое время, уменьшает или увеличивает скорость оплавления.
Применение систем программного управления с, корректором скорости оплавления позволяет сваривать детали больших сечений с достаточно высоким сопротивлением короткого замыкания при небольших напряжениях 2.
Однако оптимальное значение тока, с которым сравнивают текушую его величину, устанавливается для конкретного материала и типоразмера свариваемых деталей, т.е. для учета технологических разбросов необходима перенастройка сварочной машины, что снижает производительность сварки. для учета технологических разбросов необходима перенастройка сварочной машины, что снижает производительность сварки. Кроме того, на сварочный ток влияют колебания напряжения источника питания, в известном способе с заданным значением сравнивается значение сварочного тока, измеренного с погрешностью, что снижает качество сварки.
Целью изобретения является повышение качества сварного соединения и производительности процесса сварки путем обеспечения оптимальной скорости оплавления.
Поставленная цель достигается тем, что согласно способу управления процессом стыковой контактной сварки оплавлением, при котором производят измерение сварочного тока и осуществляют регулирование скорости оплавления, производят измерение
частоты пульсации сварочного тока, вычис-ляют производные сварочного тока и частоты его пульсаций по времени и производят регулирование скорости .оплавления, уменьшая ее при разных знаках производных и увеличивая при одинаковых знаках производных.
На фиг. 1 изображено устройство, реализующее способ; на фиг. 2 - диаграммы-, поясняющие работу.
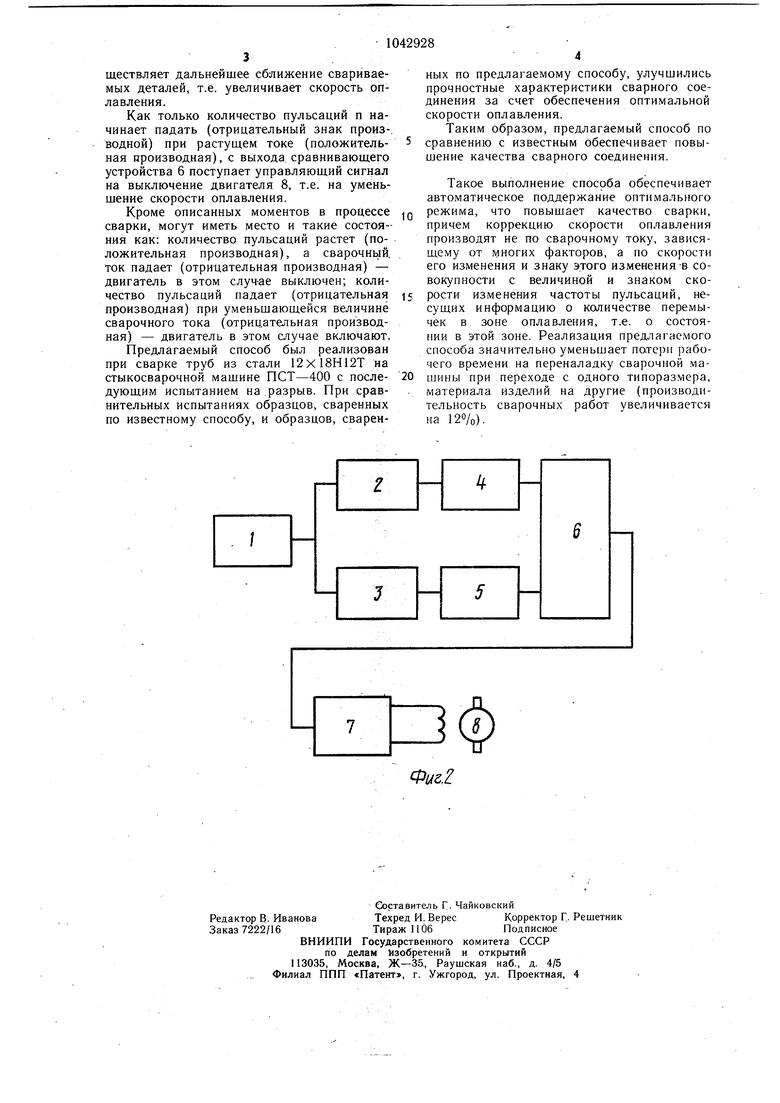
Устройство для реализации способа управления процессом контактной стыковой сварки оплавлением содержит датчик 1 тока, выход которого подключен к преобразователю 2 сварочного тока, преобразующего переменный ток в сигнал постоянного тока,
5 и к преобразователю 3 количества пульсаций, также преобразующего в сигнал постоянного тока количество пульсаций. Выходы преобразователей 2 и 3 соединены с соответствующими дифференцирующими устройствами 4 и 5, выходы которых поданы на входы
0 блока 6 сравнения, соединенного своим выходом с устройством 7 управления электроприводом электродвигателя 8. При этом на выходе блока 6 появляется сигнал включения электродвигателя 8 при одинаковых
2 знаках производных на выходах устройств 4 и 5 и сигнал выключения электродвигателя 8 при разных знаках производных.
Способ осуществляется следующим образом.
Q Известно, что среднее значение сварочного тока ICB в процессе оплавления свариваемых деталей растет, зависимость IOB () изображена на фиг. 1 (а), где УОПЯ - скорость оплавления.
При оплавлении происходит процесс образования и разрущения контактов-перемычек в деталях, сопровождающийся характерными пульсациями сварочного тока. Частота пульсаций тока п, т.е. количество их в единицу времени зависит от образования перемычек и подчиняется нормальному закону
0 распределения вероятностей, причем max кривая распределения соответствует устойчивому оплавлению. Зависимость п (Уовд) приведена на фиг. 1 (б) (кривые а и б изображены в определенный момент времени). Способ состоит в том, что с помощью
датчика 1 фиксируют переменный ток i со вторичного контура сварочной машины (не показан) и подают его на преобразователи 2 и 3 соответственно сварочного тока и частоты его пульсаций. После преобразоваQ ния полученные сигналы постоянного тока поступают на устройства 4 и 5, где формируются производные по времени -Jj- и , т.е. скорости изменения сварочного тока и частоты его пульсаций. При этом, если сварочный ток i и частота пульсаций п растут,
5 что соответствует положительному знаку производных, то с выхода сравнивающего блока 6 через устройство 7 поступает управляющий сигнал на двигатель 8, который осуществляет дальнейшее сближение свариваемых деталей, т.е. увеличивает скорость оплавления. Как только количество пульсаций п начинает падать (отрицательный знак произ-. водной) при растущем токе (положительная производная), с выхода сравнивающего устройства 6 поступает управляющий сигнал на выключение двигателя 8, т.е. на уменьшение скорости оплавления. Кроме описанных моментов в процессе Q сварки, могут иметь место и такие состояния как: количество пульсаций растет (положительная производная), а сварочньш. ток падает (отрицательная производная) - двигатель в этом случ-ае выключен; количество пульсаций падает (отрицательная15 производная) при уменьшающейся величине сварочного тока (отрицательная производная) - двигатель в этом случае включают. Предлагаемый способ был реализован при сварке труб из стали 12Х18Н12Т на стыкосварочной машине ПСТ-400 с после-20 дующим испытанием на разрыв. При срав-. нительных испытаниях образцов, сваренных по известному способу, и образцов, сварен5ных по предлагаемому способу, улучшились прочностные характеристики сварного соединения за счет обеспечения оптимальной скорости оплавления. Таким образом, предлагаемый способ по сравнению с известным обеспечивает повышение качества сварного соединения. Такое выполнение способа обеспечивает автоматическое поддержание оптимального режима, что повышает качество сварки. причем коррекцию скорости оплавления производят не по сварочному току, зависящему от многих факторов, а по скорости его изменения и знаку этого изменения-в совокупности с величиной и знаком скорости изменения частоты пульсаций, несущих информацию о количестве перемычек в зоне оплавления, т.е. о состоявши в этой зоне. Реализация предлагаемого способа значительно уменьшает патери рабочего времени на переналадку сварочной машины при переходе с одного типоразмера, материала изделий на другие (производительность сварочных работ увеличивается на 12°/о).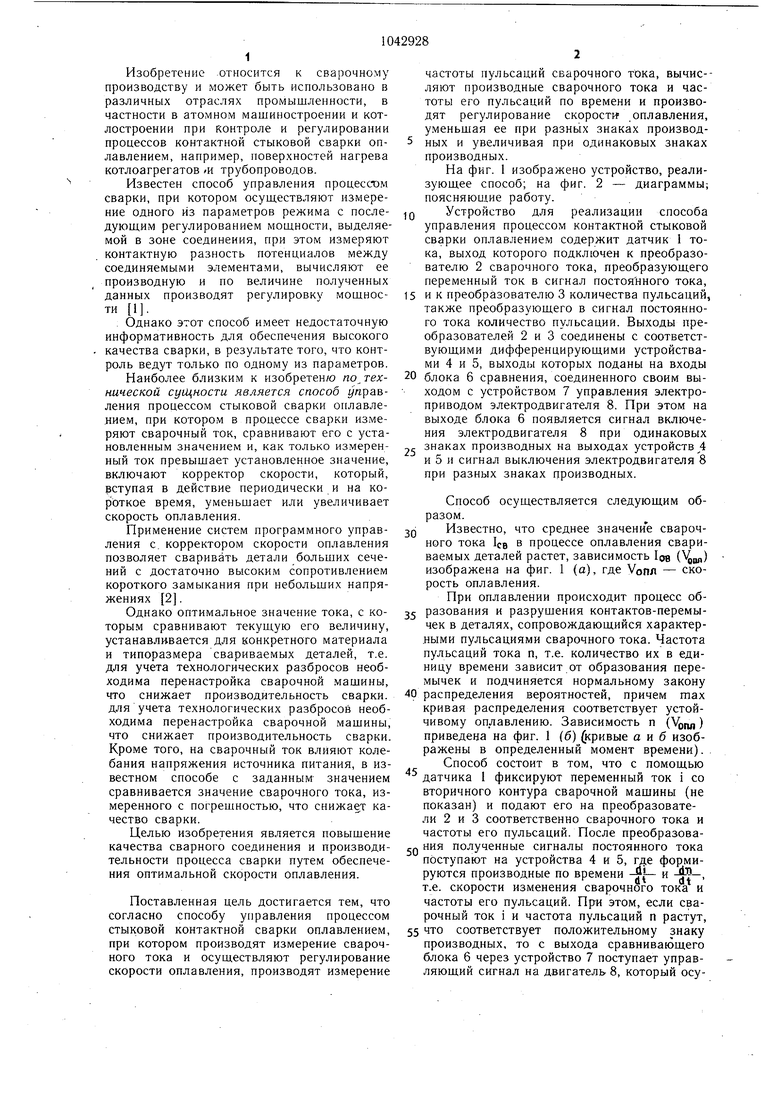
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ СТАЛЬНЫХ РЕЛЬСОВ | 2005 |
|
RU2296655C2 |
| Способ регулирования процесса кон-ТАКТНОй СТыКОВОй СВАРКи | 1979 |
|
SU812469A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1989 |
|
SU1662788A1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2006 |
|
RU2329126C2 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1986 |
|
SU1454606A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2004 |
|
RU2277461C1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ | 1970 |
|
SU270924A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2005 |
|
RU2281190C1 |
| Способ регулирования процесса контактной сварки | 1986 |
|
SU1581512A1 |
СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ, при котором производят измерение сварочного тока и осуществляют регулирование скорости оплавления, отличающийся тем, что, с целью повышения качества сварного соединения и производительности процесса сварки путем обеспечения оптимальной скорости оплавления, производят измерение частоты пульсаций сварочного тока, вычисляют производные сварочного тока и частоты его пульсаций по времени и производят регулирование скорости оплавления, уменьшая ее при разных знаках производных и увеличивая при одинаковых знаках производных.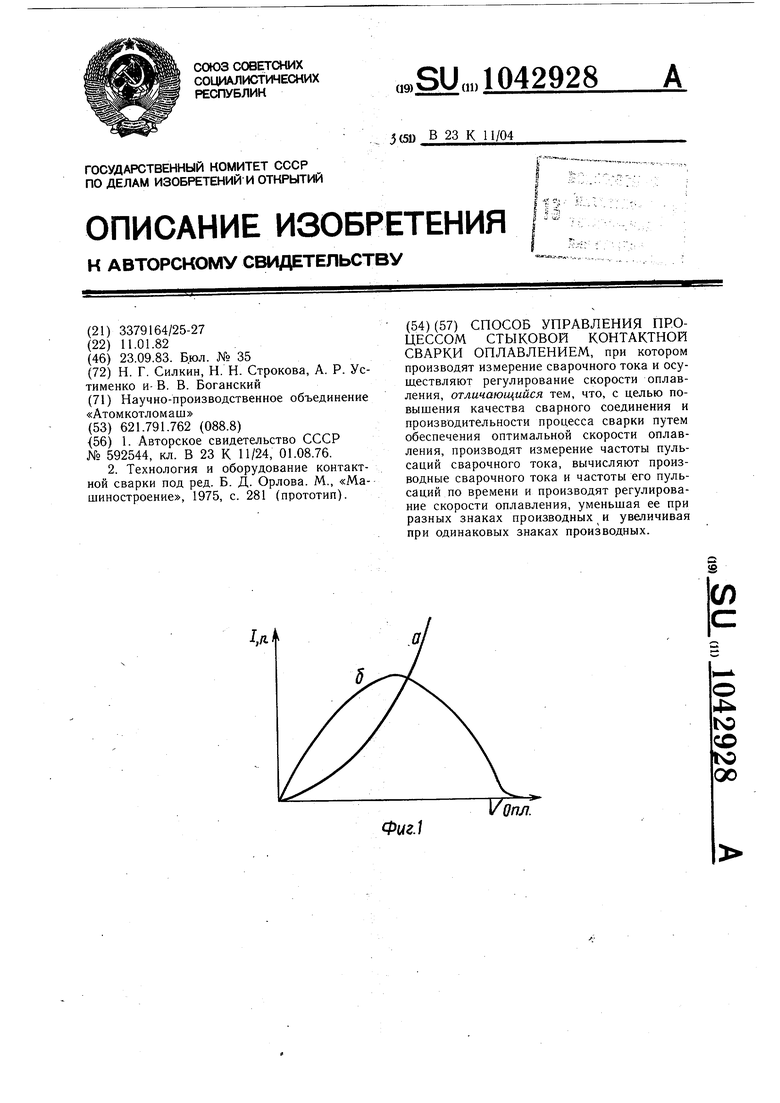
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ управления процессом микросварки и устройство для его осуществления | 1976 |
|
SU592544A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Технология и оборудование контактной сварки под ред | |||
| Б | |||
| Д | |||
| Орлова | |||
| М., «Машиностроение, 1975, с | |||
| ПАРОПЕРЕГРЕВАТЕЛЬ ДЛЯ ТРУБЧАТЫХ ПАРОВЫХ КОТЛОВ С ЭЛЕМЕНТАМИ, СОСТОЯЩИМИ ИЗ ДВУХ ПЕТЕЛЬ, ВВОДИМЫХ В ПРОГАРНЫЕ ТРУБЫ КОТЛА | 1916 |
|
SU281A1 |
