Изобретение относится к сварочному производству, а именно к способам регулирования контактной сварки (как стыковой, так и точечной), и -может быть использовано при сварке самых разнообразных деталей преимущественно на переменном токе.
Целью изобретения является повышение качества сварного соединения и производительности сварки за счет повышения эффективности разогрева свариваемых деталей.
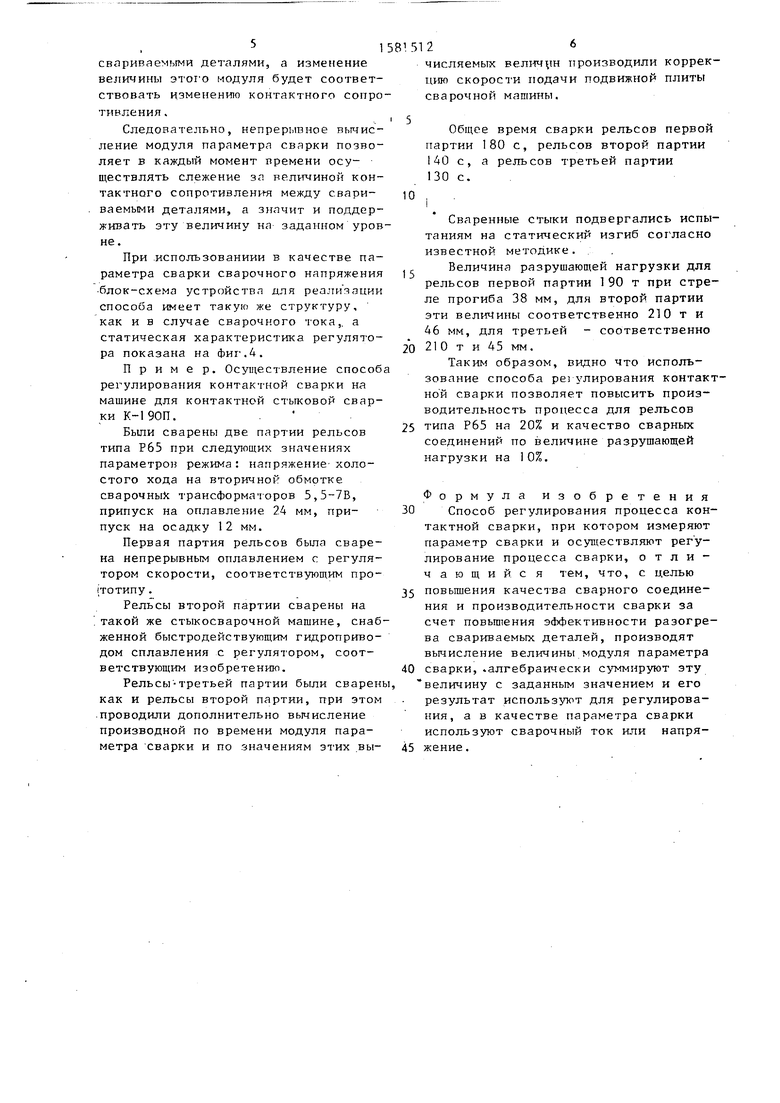
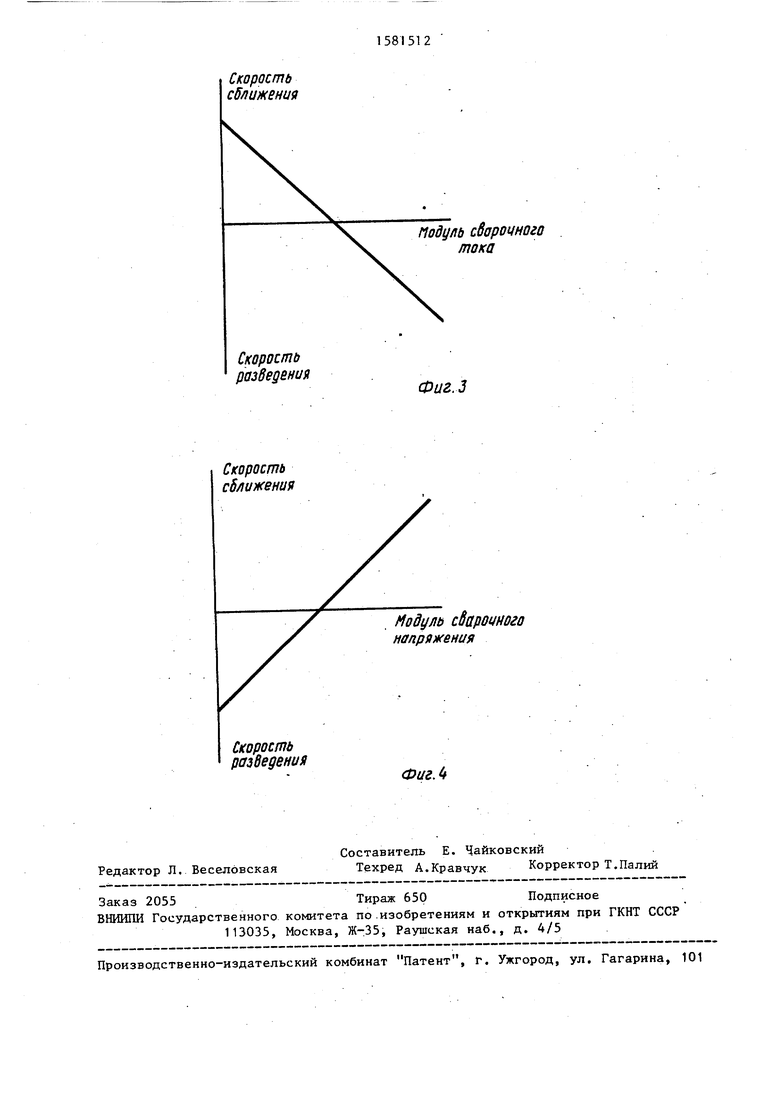
На фиг.1 приведена блок-схема устройства для реализации способа регулирования по производной по времени от параметра сварки; на Фиг. 2 -блок-схема устройства для реализации- способа регулирования контактной сварки,- на фиг. 3 - статическая характеристика регулятора при использовании в качестве параметра сварки сварочного тока (в этом случае применяется отрицательная обратная связь по величине модуля сварочного
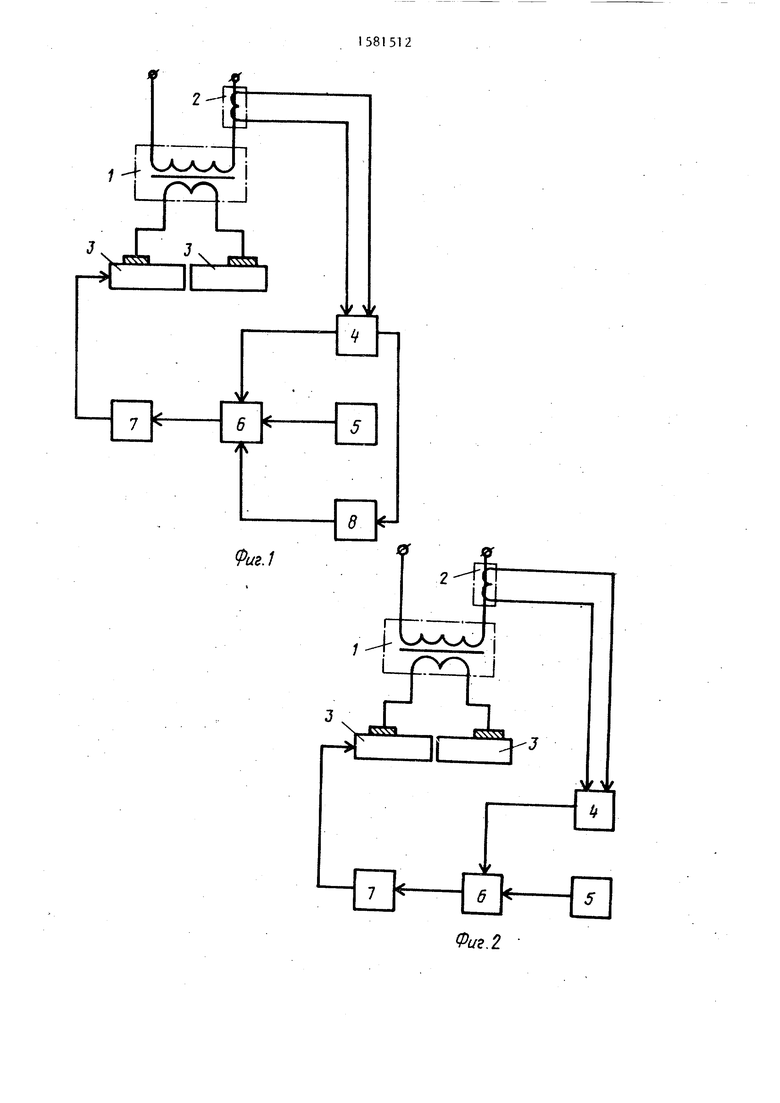
|тока);на фиг. 4 - то же, при использовании в качестве параметра сварки сварочного напряжения з этом случае применяется положительная обратная
связь по величине модуля сварочного напряжения).
Устройство (фиг.1) содержит сварочный трансформатор 1, датчик 2 па раметра сварки свариваемых деталей 3, блок 4 вычисления модуля параметра сварки, задающий блок 5, блок 6 Формирования управляющих сигналов, привод 7 перемещения подвижной плиты, блок 8 вычисления производной.
Трансформатор 1 предназначен для преобразования напряжения питающей сети в сварочное напряжение, которое подается на свариваемые детали 3,
Датчик 2 параметра сварки служит для измерения величины параметра сварки и своими выходами связан с входом блока 4 вычисления модуля параметра сварки, который своим выходом свя- зан с блоком 6 формирования управляющих сигналов.
Задающий блок 5 предназначен для выработки управляющих команд приводу 7 и своим выходом связан с блоком 6 формирования управляющих сигналов, на другой вход которого подключен блок 8
Блок 6 Формирования управляющих сигналов предназначен для выработки управляющих электрических сигналов, которые поступают на привод 7.
Блок 8 вычисления производной служит для вычисления величины производной по времени от модуля параметра . сварки.
Устройство работает следующим образом.
С задающего блока 5 на вход блока 6 Формирования управляющих сигналов поступает задающий электрический сиг- нал.
В начале цикла сварки на свароч- ный трансформатор 1 подается напряжение. При протекании тока в цепи трансформатора 1 с датчика 2 парамет- ра сварки на вход блока 4 вычисления модуля параметра сварки поступает электрический сигнал, характеризующий величину текущего параметра сварки и его производной. Сигнал, характеризующий величину модуля параметра сварки и его производной, подается на вход блока 6 формирования управляющих сигналов.
В блоке 6 формирования управляющих сигналов происходит сравнение задающего электрического сигнала и сигнала обратной связи с блока 4 вычисления модуля параметра сварки и с блока 8
0
5
-
0
5
вычисления производной. В результате сравнения упомянутых сигналов вырабатывается управляющий электрический сигнал, который подается на привод 7, последний сообщает свариваемым деталям 3 регулирующее воздействие.
Производная вычисленного модуля характеризует довольно точно и своевременно скорость изменения сопротивления контакта.
Использование регулирования по производной повышает качество регулирования. Своевременность регулирования имеет особое значение при управлении сваркой с помощью быстродействующих гидрораспределителей.
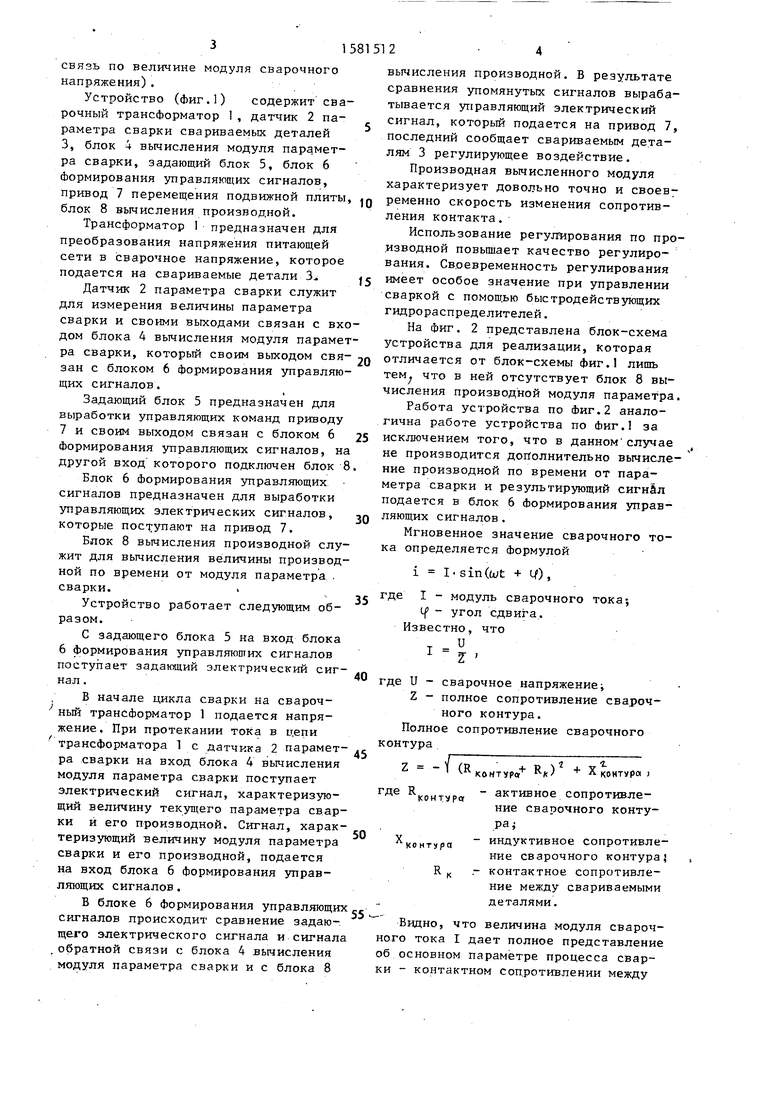
На фиг. 2 представлена блок-схема устройства для реализации, которая отличается от блок-схемы фиг.1 лишь тем; что в ней отсутствует блок 8 вычисления производной модуля параметра.
Работа устройства по Фиг.2 аналогична работе устройства по Фиг.1 за исключением того, что в данном случае не производится дополнительно вычисление производной по времени от параметра сварки и результирующий сигнал подается в блок 6 Формирования управляющих сигналов.
Мгновенное значение сварочного тока определяется формулой
i I s in (wt + if),
где I - модуль сварочного тока;
if - угол сдвига. Известно, что
U
z
i
где U - сварочное напряжение;
Z - полное сопротивление сварочного контура.
Полное сопротивление сварочного контура
с
г--{
где R,
(Кконту| + Rfc) +X контура;
0
X
Контуре
контура R
- активное сопротивление сварочного контура j
- индуктивное сопротивление сварочного контура} .- контактное сопротивление между свариваемыми деталями.
Видно, что величина модуля сварочного тока I дает полное представление об основном параметре процесса сварки - контактном сопротивлении между
свариваемыми деталями, а изменение величины этого модуля будет соответствовать изменению контактного сопротивления .
Следовательно, непрерывное вычисление модуля параметра сварки позволяет в каждый момент времени осуществлять слежение за величиной контактного сопротивлени-я между свариваемыми деталями, а значит и поддерживать эту величину на заданном уровне.
При исполъзованиии в качестве параметра сварки сварочного напряжения блок-схема устройства для реализации способа имеет такую же структуру, как и в случае сварочного тока, а статическая характеристика регулятора показана на фиг.4.
Приме р. Осуществление способ регулирования контактной сварки на машине для контактной стыковой сварки К-190П.
Были сварены две партии рельсов типа Р65 при следующих значениях параметров режима: напряжение холостого хода на вторичной обмотке сварочный трансформачоров 5,5-7В, припуск на оплавление 24 мм, припуск на осадку 12 мм.
Первая партия рельсов была сварена непрерывным оплавлением г регулятором скорости, соответствующим про- (тотипу.
Рельсы второй партии сварены на такой же стыкосварочной машине, снабженной быстродействующим гидроприводом сплавления с регулятором, соответствующим изобретению.
Рельсы-третьей партии были сварены как и рельсы второй партии, при этом проводили дополнительно вычисление производной по времени модуля пара58 5126
числяемых величин производили коррекцию скорости подачи подвижной плиты сварочной машины.
Общее время сварки рельсов первой партии 180 с, рельсов второй партии 140 с, а рельсов третьей партии 130 с.
10
Сваренные стыки подвергались испытаниям на статический изгиб согласно известной методике.
Величина разрушающей нагрузки для рельсов первой партии 190 т при стреле прогиба 38 мм, для второй партии эти величины соответственно 210 т и 46 мм, для третьей - соответственно
210 т и 45 мм.
Таким образом, видно что использование способа pei улирования контактной сварки позволяет повысить производительность процесса для рельсов
типа Р65 на 20% и качество сварных соединений по величине разрушающей нагрузки на 10%.
Формула изобретения Способ регулирования процесса контактной сварки, при котором измеряют параметр сварки и осуществляют регулирование процесса сварки, отличающийся тем, что, с целью повышения качества сварного соединения и производительности сварки за счет повышения эффективности разогрева свариваемых деталей, производят вычисление величины модуля параметра сварки, .алгебраически суммируют эту величину с заданным значением и его результат используют для регулирования, а в качестве параметра сварки используют сварочный ток или напря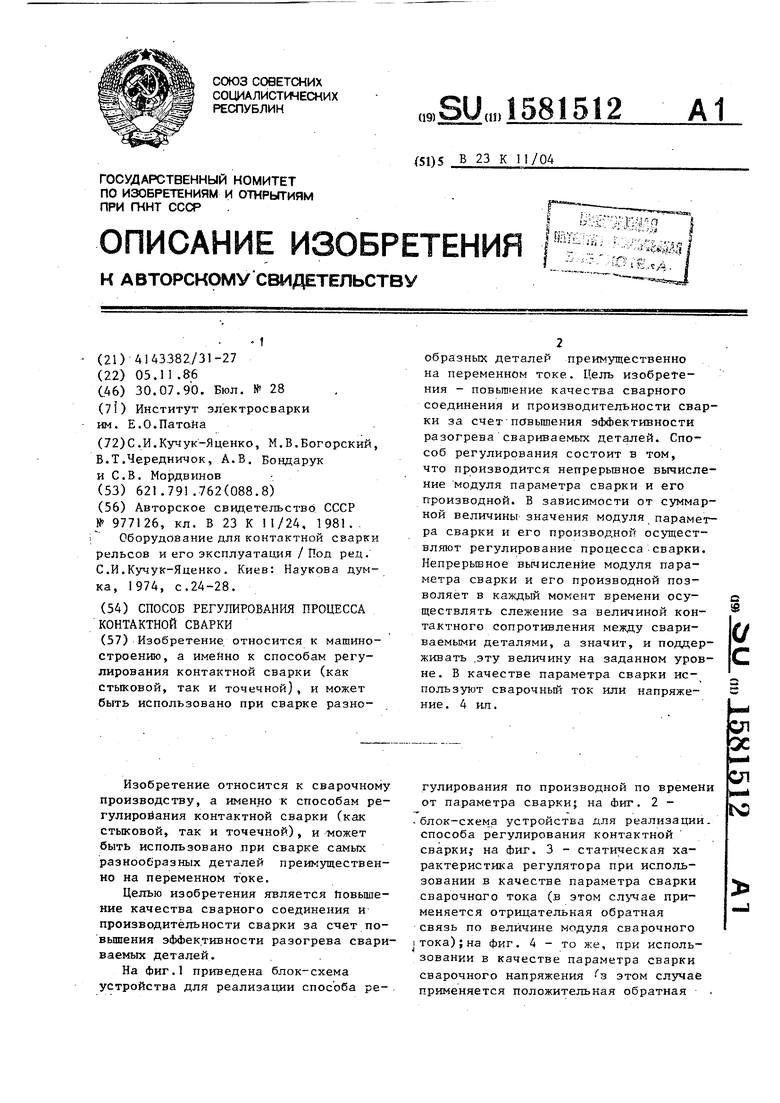
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ СТАЛЬНЫХ РЕЛЬСОВ | 2005 |
|
RU2296655C2 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2005 |
|
RU2281190C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2006 |
|
RU2323072C2 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2004 |
|
RU2277461C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2005 |
|
RU2281841C1 |
| Способ контактной стыковой сварки оплавлением | 1986 |
|
SU1324794A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ПАРТИИ ОДИНАКОВЫХ ДЕТАЛЕЙ | 1987 |
|
SU1721945A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1983 |
|
SU1080941A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1986 |
|
SU1454606A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
Изобретение относится к машиностроению, а именно к способам регулирования контактной сварки как стыковой, так и точечной, и может быть использовано при сварке разнообразных деталей преимущественно на переменном токе. Цель изобретения - повышение качества сварного соединения и производительности сварки за счет повышения эффективности разогрева свариваемых деталей. Способ регулирования состоит в том, что производится непрерывное вычисление модуля параметра сварки и его производной. В зависимости от суммарной величины значения модуля параметра сварки и его производной осуществляют регулирование процесса сварки. Непрерывное вычисление модуля параметра сварки и его производной позволяет в каждый момент времени осуществлять слежение за величиной контактного сопротивления между свариваемыми деталями, а значит и поддерживать эту величину на заданном уровне. В качестве параметра сварки используют сварочный ток или напряжение. 4 ил.
метра сварки и по значениям этих вы- 45 жение.
i f
f rtL4
&/./
/-4jj d
y P lkV.V4
0
Jf
2--Ft
Li
/-4i
jj d
lkV.V4
г.2
Скорость сближения
Скорость разведвния
Скорость сближения
Скорость разведения
Подуль сборочного тока
Фиг.З
. Модуль сборочного напряжения
Фиг.Ь
| Устройство для измерения амплитудного значения импульсов сварочного тока | 1981 |
|
SU977126A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Оборудование для контактной сварки рельсов и его эксплуатация / Под рец | |||
| С.И.Кучук-Яценко | |||
| Киев: Наукова думка, 1974, с.24-28. | |||
