4
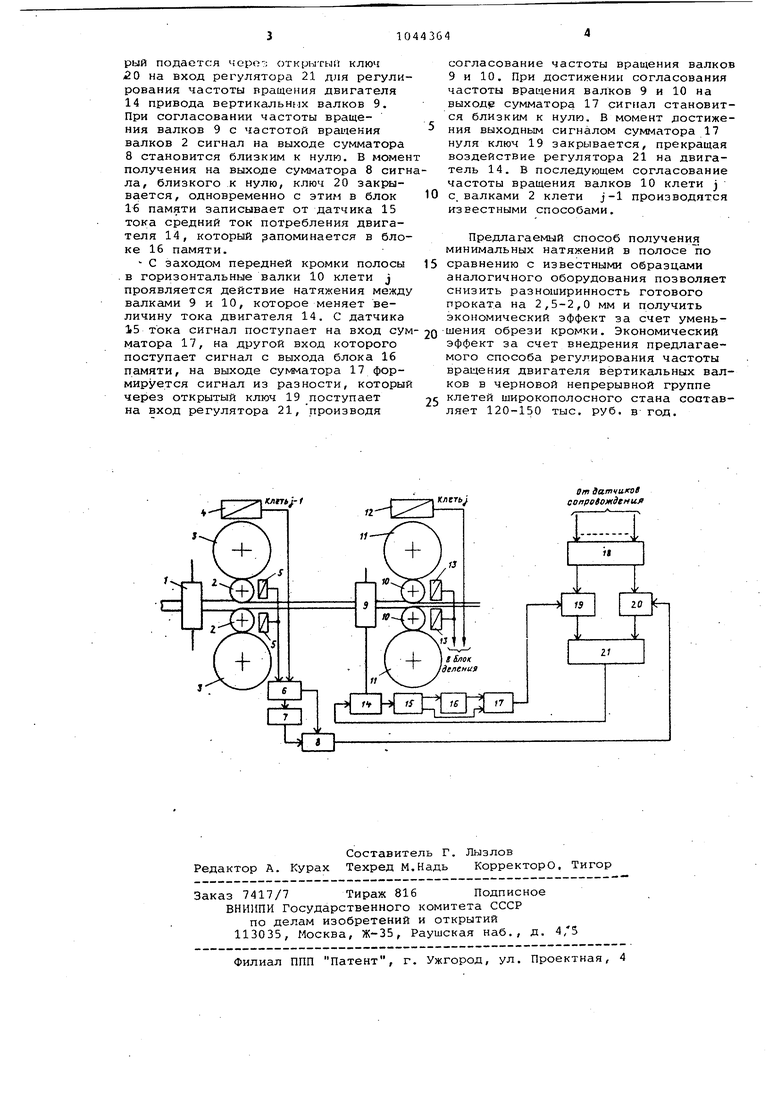
О5 О 1 Изобретение относится к автомати зации прокатного производства, преимущественно в черновых непрерывных группах клетей широкополосных станов. ИзвестеР способ измерения и регу лирования натяжений на станах непре рывной прокатки, включающий измерен горизонтальных и вертикальных сил, действующих на рабочие валки кварто по сигналам которого регулируют час тоту вращения валков смежных клетей добиваясь заданной (или минимальной величины натяжения Г. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ получения минимальных натяженип в черновых клетях стана горячей прокат ки, включакяций измерение, вертикальной составляющей усилия прокатки, тока двигателя вертикальных валков, запоминания при минимальных натяжениях этих параметров, вычисление их приращений, вызванных дей-, ствием натяжений, и изменениечастоты вращения валков клети до тех пор пока вычисленные приращения не станут близкими к нулю Г2 П. Недостаток известного способа большая погрешность регулирования ми нимальных натяжений. Например, регулятор минимальных натяжений, реализующий известный способ, от действия возмущений допускает в черновой непрерывной группе клетей стана 2000 колебаний удельных натяжений до 0,54-2,16 кгс/мм, приводящих к утяжкам профиля полосы по ширине до 5-15 мм. Причина низкой точности метода заключается в том, что измеря емые napai eTptf меняются не только от действия натяжений, но и от других, неподдающихся измерениям возмущений, таких, например, как сопротивле ние деформации металла, коэффициента трения в очаге деформации и других факторов. Цель изобретения - повышение качества полосы путем уменьшения ее разноширинности. Поставленная цель достигается тем, что согласно способу получения минимальных натяжений полосы при непрерывной прокатке в универсальных- клетях, включающему измерение вертикальной составляющей усилия прокатки, тока двигателя вертикальны валков, запоминание.при минимальных натяжениях этих параметров, вычисление их приращений, вызванных дейст вием натяжений, и изменение частоты вращения валков вертикальной клети до момента равенства вычисленных при ращений минимальному заданному значению, дополнительно измеряют горизо тальную составляющую усилия прокатки а частоту вращения вертикальных вал ков изменяют на участке движения ггередней кромки полосы от вертикальных до горизонтальных валков последующей клети до достижения минимальной заданной величины приращения отношения горизонтальной и вертикальной составляющих усилия прокатки в предыдущей клети, а при входе передней кромки полосы в горизонтальные валки последующей клети до достижения приращения минимальной заданной величины тока двигателя вертикальных валков. На чертеже изображено устройство для реализации предлагаемого способа. Клеть j-1 содержит вертикальные валки 1, горизонтальные валки 2 и 3, датчики 4 вертикальных сил, датчики 5 горизонтальных сил, блок 6 деления, входы которого соединены с датчиками 4 и 5, блок 7 памяти, вход которого соединен с выходом блока 6 деления, сумматор 8, входы которого соединены с выходом блока 7 памяти и с выходом блока б деления. Клеть j содержит вертикальные валки 9, горизонтальные валки 10 и 11, датчики 12 вертикальных сил, датчики 13 горизонтальных сил, двигатель 14 привода вертикальных валков 9,.датчик 15 тока двигателя 14, блок 16 памяти, вход которого соединен с датчиком 15 тока, cyм /Iaтop 17, входы которого соединены с выходом блока 16 памяти и датчиком 15 тока, блок 18 сопровождения передней кромки полосы, входы которого соединены с датчиками сопровождения (не показаны ), ключ 19, входы которого соединены с выходами сумматора 17 и выходом блока 18 сопровождения, ключ 20, входы которого соединены с выходом сумматора 8 и выходом блока 18 сопровождения, регулятор 21, входы которого соединены с выходом ключей 19 и 20, а выход регулятора 21 соединен с двигателем 14. Регулирование натяжения осуществляют в следующей последовательности. После входа передней кромки полосы в валки 2 получают сигнал Р датчиков 4 вертикальных сил и сигнал X датчиков 5 горизонтальных сил клети j -1. В блоке 6 путем деления сигналов датчиков 4 и 5 друг на друга получают соотношение Х/Р , которое запоминается в блоке 7. памяти. С заходом-передней кромки полосы в вертикальные валки 9 клети j проявляется натяжение между валками 2 и 9, которое меняет соотношение Х/Р, с выхода блока 6 деления сигнал Х/р поступает на вход сумматора 8, на другой вход которого поступает сигнал с выхода блока 7 памяти, на выходе сумматора 8 формируется сигнал разности, который подается черо:; открытии ключ 0 на вход регулятора 21 для регулирования частоты рращения двигателя
14привода вертикальных валков 9. При согласовании частоты вращения валков 9 с частотой вращения валков 2 сигнал на выходе сумматора
8 становится близким к нулю. В момен получения на выходе сумматора 8 сигнла, близкого к нулю, ключ 20 закрывается, одновременно с этим в блок 16 памяти записывает от датчика 15 тока средний ток потребления двигателя 14, который запоминается в блоке 16 памяти.
С заходом передней кромки полосы в горизонтальные валки 10 клети j проявляется действие натяжения между валками 9 и 10, которое меняет величину тока двигателя 14. с датчика
15тока сигнал поступает на вход сум матора 17, на другой вход которого поступает сигнал с выхода блока 16 памяти, на выходе су(я атора 17 формируется сигнал из разности, который через открытый ключ 19 поступает на вход регулятора 21, производя
согласование частоты вращения валко 9 и 10. При достижении согласования частоты вращения валков 9 и 10 на выходке сумматора 17 сигнал становится близким к нулю. В момент достижения выходным сигналом сумматора 17 нуля ключ 19 закрывается, прекращая воздействие регулятора 21 на двигатель 14. В последующем согласование частоты вращения валков 10 клети j с,валками 2 клети j-1 производятся известными способами.
Предлагаемый способ получения минимальных натяжений в полосе по сравнению с известными образцами аналогичного оборудования позволяет снизить разноширинность готового проката на 2,5-2,0 мм и получить экономический эффект за счет уменьшения обрези кромки. Экономический эффект за счет внедрения предлагаемого способа регулирования частоты вращения двигателя вертикальных валков в черновой непрерывной группе клетей широкополосного стана составляет 120-150 тыс. руб. в- год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система регулирования натяжения полос | 1980 |
|
SU931254A1 |
| Способ измерения натяжения полосы наОТВОдящЕМ РОльгАНгЕ шиРОКОпОлОСНОгОСТАНА гОРячЕй пРОКАТКи | 1979 |
|
SU814502A1 |
| Группа универсальных клетей для непрерывной прокати полос с регулятором внутреклетевого натяжения | 1978 |
|
SU863036A1 |
| Устройство для регулирования температуры полосы в чистовой группе стана горячей прокатки | 1978 |
|
SU768514A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2004 |
|
RU2273535C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ЧЕРНОВОЙ ГРУППЕ КЛЕТЕЙ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2012 |
|
RU2494828C1 |
| Система автоматического регулирования натяжения и размеров полосы | 1983 |
|
SU1097403A1 |
| Способ автоматического управления электроприводами петледержателей чистовой непрерывной группы клетей стана горячей прокатки | 1982 |
|
SU1041189A2 |
| Устройство для регулирования толщины полосы | 1974 |
|
SU524580A1 |
| Способ согласования скоростей вертикальных и горизонтальных валков универсальной клети прокатного стана | 2018 |
|
RU2687354C1 |
СПОСОБ ПОЛУЧЕНИЯ МИНИМАЛЬНЫХ НАТЯЖЕНИЙ ПОЛОСЫ при непрерывной прокатке в универсальных клетях, включающий измерение вертикальной ;составляющей усилияпрокатки, тока 1 двигателя вертикальных валков, за поминание при минимальных натяжениях. . этих параметров, вычисление их приращений, вызванных действием натяжений, и изменение частоты вращения валков вертикальной клети до момента равенства вычисленных приращений минимальному заданному значению, о т л и ч щ и и с я тем, что, с целью повышения качества полосы путем уменьшения ее разноширинности, дополнительно измеряют горизонтальную составляющую усилия прокатки, а частоту вращения вертикальных валков изменяют на участке движения передней кромки полосы от вертикальных до горизонтальных валков последующей клети до до- д стижения минимальной заданной величи-S ны приращения отношения горизонтальной и вертикальной составляющих усилия прокатки в предыдущей клети, при входе передней кромки полосы в горизонтальные в-алки последующей клети до достижения приращения минимальной заданной величины тока двигателя вертикальных валков.
KAfrtjr 1
fCiLh
Sm ОсчпчиШ conpotomSeMUfi
ПУ
f
j t Клок /деления
IS
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ИЗМЕРЕНИЯ НАТЯЖЕНИЯ НА СТАНАХ НЕПРЕРЫВНОЙ ПРОКАТКИ С КЛЕТЯМИ КВАРТО | 0 |
|
SU208631A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
