Изобретение относится к автомат зированному электроприводу и может быть использовано, в частности, в системе автоматического регулирования натяжения (САРН) полосы в чистовой непрерывной группе клетеЯ стана горячей прокатки. По основному авт. св. № 865453 известен способ автоматического уп равления электроприводами петледержателей чистовой непрерывной группы клетей стана горячей прокатки, обеспечивающий повышение выхода-годного проката за счет стабилизации ширины полосы и распространения коррекции удельного тяжения не только на межклетевой промежуток, в клетях которого зафиксировано изменение усилий прокатки, но и на смежный межклетёвой промежуток. Согласно способу компенсация отклонения ширины, пропор циональной изменению усилия прокатки, осуществляется воздействие на электроприводы петледержателей и на скорость вращения рабочих валков Cl. Недостатком данного способа является то, что нерегулируемымиявляются концы полос, прокатываемые без натяжения. В связи с этим ширина на концах полосы больше ширины ее средней части, что приводит к увеличению расхода металла в обрезь. Цель изобретения - увеличение выхода годного проката за счет ком пенсации отклонений ширины концов полосы от размеров ее средней части. Указанная цель достигается тем что согласно способу автоматического управления электроприводами п ледержателей чистовой непрерывной группы клетей стана горячей прокат ки дополнительно отклонение ширины на заднем конце полосы отрабатыва ют увеличением межклетевого натяжения, воздействуя на скорость вра щения рабочих валков регулирунвдей клети в соответствии с зависимость .. , ,,V,. - изменение скорости и абсолютное значение скорости электродви гателя рабочих валк(5в регулирующей кл ти; Кё ,KV - коэффициенты, учиты вающие влияние удел го натяжения и расс гласования скорости рабочих валков смеж клетей на ширину полосы, заданное начальное удельное натяхс ние и приращение удельного . натяхсения в данном i-ом межклетевом промежутке (между регулирующей и предшествующей клетями)/ 1 - индекс клети от 1 до/h , причем изменение скорости рабочих валков регулирующей клети производят в момент выхода полосы из клети, предшествующей регулирующей. На чертеже приведена блок-схема устройства, реализующего способ. Схема содергкит электродвигагатель 1 валков регулирующей (i+1 -и клети, регулятор 2 положения петледержателя, систему 3 управления скоростью электродвигателя регулирующей (i+l -и клети |г рычаг 4 петледержателя, электродвигатель 5 петледержатфпя, множительное устройство 6.J, систему 7 управления электродвигателем петледержателя, регуляторы; 8 ручной установки скорости эл ектродвигателей валков клетей ста-на, измерители 9 усилия прокатки, блок 10 памяти, первый элемент 11 сравнения, блок 12 деления, блок 13 умножения, блок 14 задачи соотношения коэффициентов, учитывающих влияние на ширину переднего и заднего натяжения, блоки 15 и 16 умножения, сумматоры 17 - 20, множительный блок 21, блок 22 задачи соотношения коэффициентов, учитывающих влияние удельнрго натяжения и рассогласования скорости валков смежных клетей на ширину полосы, множительный блок 23, ключ 24, блок 25 сравнения, электродвигатель 26 валков предшествунадей 1-й клети, датчик 27 положения. Кроме схеме обозна ено: )-я клеть гпредшествующая регулирующей (t+l)-ft клети, (1+2)-я клеть - последующая за регулирующей (не показана), Рконтакт,. реле. Способ реализуется следукадим образом. Натяжение полосы в межклетевых промежутках реализуется путем воздействия на скорость электродвигателя 1 валков регулирующей (+1)-й клети через регуляторы 2 положения петледеряателя (регулятор петли ) и систему 3 управления скоростью электродвигателя валков при отклонении положения рычага 4 петледержателя от заданного рабочего положения. Заданное значение удельного натяжения с учетом индивидуальной подстройки вводятся в множительное устройство б, на другой вход которого подается напряхсение, пропорциональное сечению полосы За.; в промежутке между i-й и (+1)-й клетью Сигнал с выхода устройства 6 поступает в качестве задания момента (тока) двигателя в систему 7 управления двигателей 5 петледержа теля. Индивидуальную подстройку удельг ного натяжения для отдельных межклетевых промежутков осуществляют .о регулятора 8 ручной установки скорости клетей. Автоматическая коррекция удельно го натяжения в зависимости от йзмё нения усилия прокатки осуществляетс следунхцим образом. При входе начала полосы в клет|) сигнал с выхода измерителя 9 прокатки поступает в блок 10 для запоминания (контйкт реле Р : замкнут. После размыкания тсонтак а реле Р в элементе 11 сравнения формируется разность базисного и действйтельного усилий прокатки .др. Р Л-Р:; Разность УСИЛИЙ про- г Р|, Разность усилий прокатки подается на вход блока 12 flenie ния, с выхода которого на вход мнЬжительного устройства 13 поступает {/ .р I пропорциональнь1й|1- - |., сигнал, а на- другой вход множйтелЬйдго устройства 13 подается сигнал, пропорциональный.Й2 + .Л,: i котррьй формируется вdyMMdTope 17 . по сигналам блока 14,задачи соотно- -- - :. шения коэффихщентов. у учитываящих . --. |К ; - ; .влияние на ширину переднего и зад;Него натяжения множительного устройства 16 и канёша задания удельного натяжения. С выхода миояительного устройства 13 на вход сумматора 18 поступает . сигнал,.пропорциональный проязведе-DJVTOi , , а на ЛРУ гой вход 6 Выхода множительного уётройства 15 поступает сигнал коррекции удельного натяжения с предьщу-г К щего межклетевого промежутка|т72-д6. Таким образом, с выхода суммато ра 18, в котором окончательно формируется сигнал коррекции удельного натяжения, {,,(, подается сигнал йа вход сумматора 1§ данного межклетевого промежутка. С выхода сумматора 19, сигнал, пропорциональный((jj+ d-jnoMMMo множительного устройстваб поступает на один из входов сумматора 20, на другие входы которого поступают аналогичные сигналы со всех остальных межклетевых промежутков. с вы- хода сумматора 20 сформированный 2 ((а ..| tocxynaex сигнал 5 , 16..4-Л6.1 tiocTvnaex на ir-l ОДИН ВХОД множительного устройства 21, второй вход которого соединен с блоком 22 задания соотношения ко - к и эффициентов J-2-. . В . множительном устройстве 23 по сигналам устройства 21 и регулятора 8 ручной установки скорости формируется сигнал коррекции скорости вращения .рабочих валков uV- -V. 44-511. ( .V3i i/ который через кЛюч 24, срабатывающий по сигналу измерителя 9 усилия прокатки в момент выхода полосы.из клети, поступает в систему 3 управления скоростью валков. При этом между (1+1)-й и (i+2.)-Я клетями увеличивается мех клетевоз натяжение, утягивающее, ширину конда полосы на величину, равную разности между шириной средней части и заднего конца полосы, прокатываемого без регулирования. Например, при суммарной величине удельного натяжения в межклетевых промежутках стана 2000 НЛМЗ, равной 10 Krc/M«if, которая вызывает отклонение ширины на концах полосы от ширины средней части 20 мм, в систему управления скорости второй чистотой клети подается сигнал-на сни:жение скорости 2 2 -120 jQ 10 -б м/мин. Снижение скорости во второй кЛети при выходе заднего конца полосы из первой чистовой клети приводит j увеличению натяжения ме.жду вторрй , И третьей чистовыми клетями и соответственно к утяжке ширины на задт , нем конце полосы.. : Технико-экономический эффект от использования предлагаемого способа заключается в повышении выхода годного проката за счет стабилизации ширины по всей длине полосы и увеличения тем самым ее длины. Применительно к стану 2000 НЛМЗ, имеющего годовую производительность 6,0 млн т проката,, внедрение этого способа дает 100 тыс. руб. годового дохода.
К/кть i
Кисть /
зйдйний { ммоев натяжения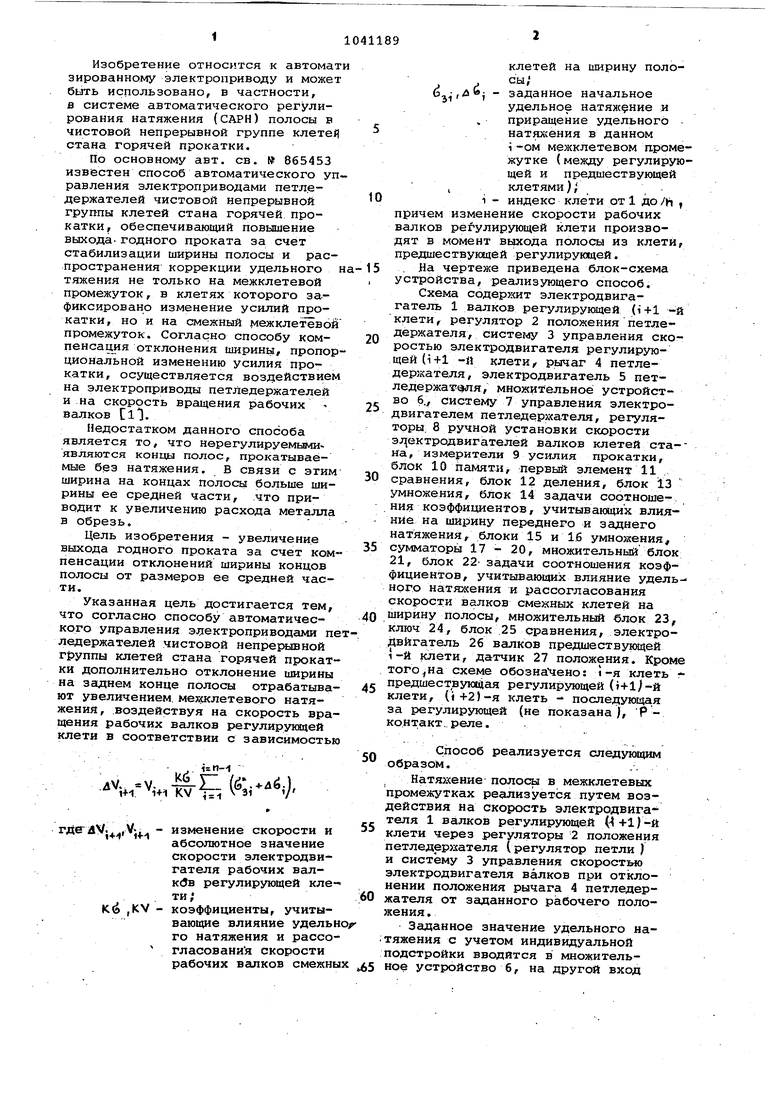

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления электроприводами петледержателей чистовой непрерывной группы клетей в стане горячей прокатки | 1979 |
|
SU865453A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2446026C2 |
| Устройство для измерения межклетевого натяжения на непрерывном стане горячей прокатки | 1980 |
|
SU876230A1 |
| Электропривод для петледержателя на непрерывном листовом стане горячей прокатки | 1982 |
|
SU1073869A1 |
| Устройство стабилизации ширины полосы на станах горячей прокатки | 1974 |
|
SU534265A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПРОКАТЫВАЕМОЙ ПОЛОСЫ В ПЕРВОМ МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ЧИСТОВОЙ ГРУППЫ СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2016 |
|
RU2646305C1 |
| Способ автоматического регулирования ширины горячекатаных полос | 1990 |
|
SU1722636A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ НАСТРОЙКИ СКОРОСТЕЙ СМЕЖНЫХ КЛЕТЕЙ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПО ЗАДАННОМУ МЕЖКЛЕТЕВОМУ НАТЯЖЕНИЮ ПОЛОСЫ И ВЕЛИЧИНЕ ПЕТЛИ | 1998 |
|
RU2126304C1 |
| Устройство для измерения межклетевого натяжения на непрерывном стане горячей прокатки | 1976 |
|
SU601062A1 |
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |

СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОПРИЮДАМИ ПЕТЛБдаРЖАТЕЛЕЙ ЧИСТОВОЙ НЕПРЕРЫВНОЙ ТРУППЫ 1СПЕТЕЙ СТАНА ГОРЯЧЕЙ ПРОКАТКИ по авт. св. 865453, о т л и ч а ющ и и с я тем, что, с далью повышения выхода годного проката за счет компенсации отклонений ширины концов полосы от размеров ее средней части дополнительно отклонение ширины на заднем конце полосы отрабатывают -, увеличением межклетевогр натяжеыия путем изменения скорости вращений ра,6очих валков регулирующей клети и соответствии с зависимостью . zn-i Vr-%iW, (г/.). ... г Изменение скорости и абсолютное значение скорости электродвигателя рабочих валков регулирующей клети/ Кй ,KV - коэффициента, учитыг , вающие влияние удельного натяжения и рассогласования скорости рабочих валков смежных клетей на ширину ПОЛОСЫ; .дё. (/) заданное начальное 3i удельное натяжение и приращение удельного натяжения в данном i-ом межклетевом промежутке (между регулирующей и предшествующей ей клетями J/ индекс клети от 1 1 до п/ причем изменение скорости рабочих валков производят в момент выхода полосы из клети, предшествующей 00 регулирующей. 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ автоматического управления электроприводами петледержателей чистовой непрерывной группы клетей в стане горячей прокатки | 1979 |
|
SU865453A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
