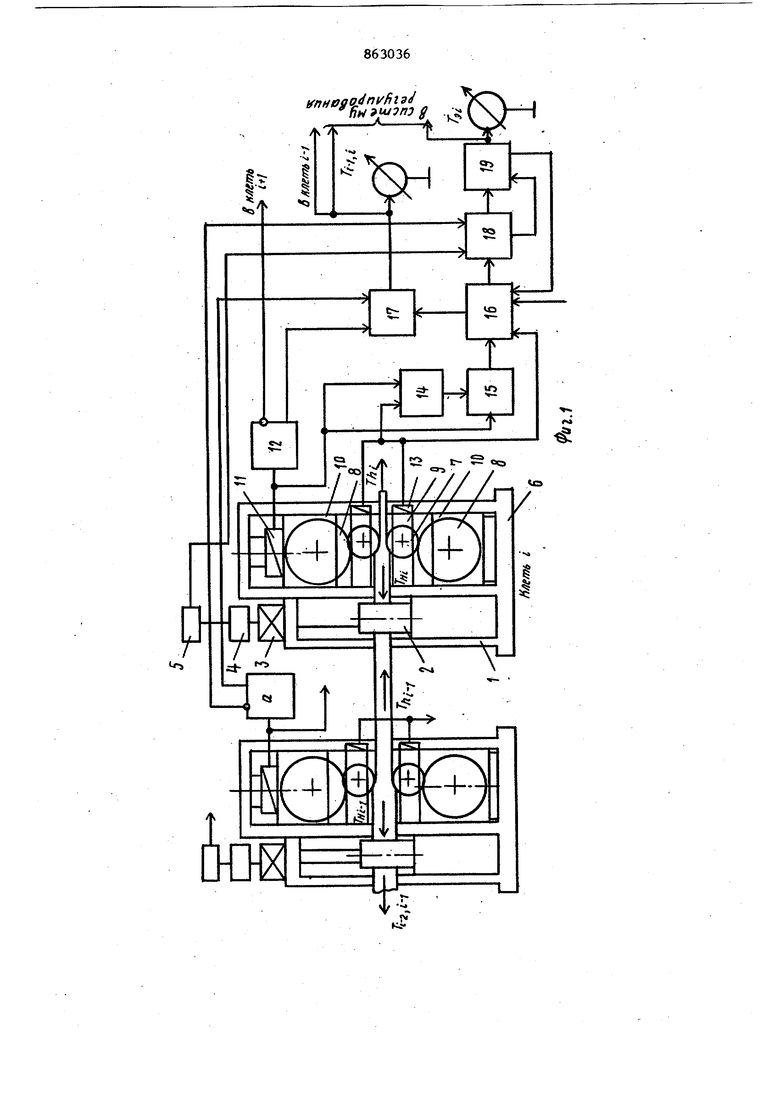
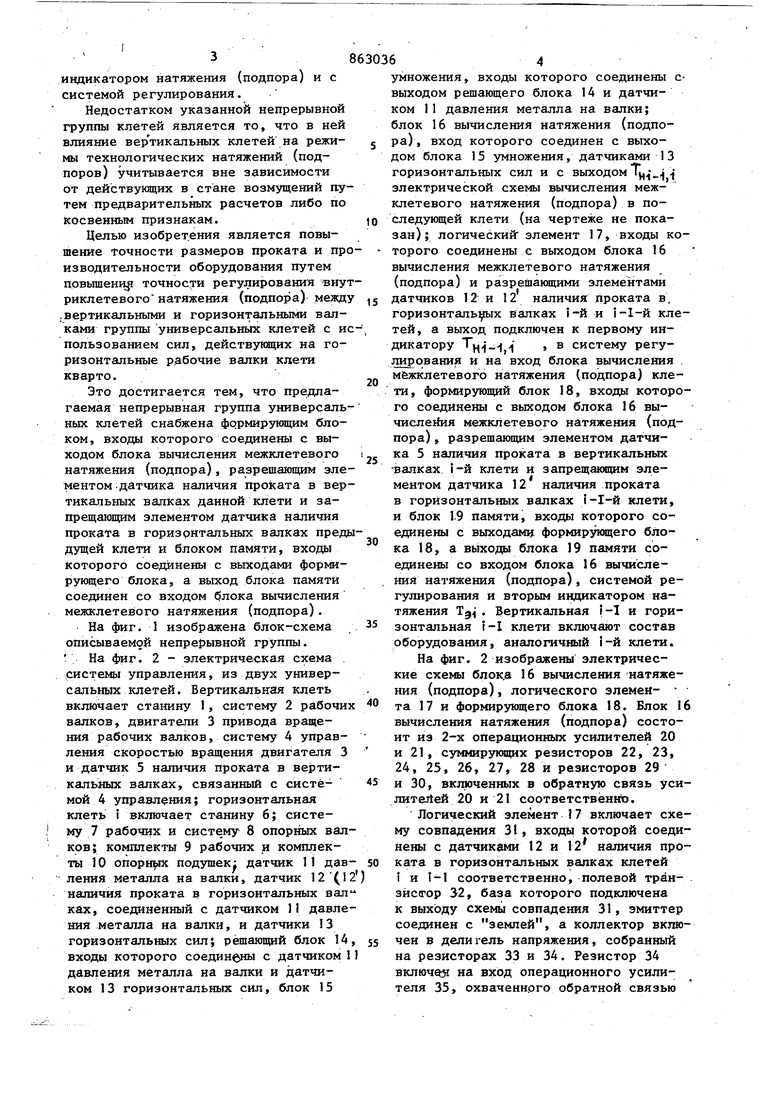
(54) ГРУППА УНИВЕРСАЛЬНЬК КЛЕТЕЙ ДЛЯ НЕПРЕРЫВНОЙ ПРОКАТКИ ПОЛОС С РЕГУЛЯТОРОМ ВНУТРИКЛЕТЕВОГО Предполагаемое изобретение относится к области автоматизации прокатного производства, связано с усовершенствованием оборудования непрерьшных станов и может быть использовано для настройки, контроля и регулирования технологических режимов горячей прокатки. . Известна группа универсальных клетей для непрерывной прокатки, содержащая горизонтальные клети кварто в качестве основного рабочего инструмента и вертикальные клети дуо для формирования боковой кромки проката. Недостатком известного устройства является невысокая точность поддержания внутриклетевого натяжения. Наиболее близким к описываемому изобретению по технической сущности и достигаемому результату являетдя устройство , содержащее в каждой вертикальной клети систему управления скоростью вращения двигателей пр НАТЯЖЕНИЯ вода валков и датчик ааличия проката в валках, соединеннь1Й с системой управления скоростью вращения двигателей привода валков, в Каждой.горизонтальной клети датчик давления металла на валки, установленный под нажимным винтом, датчик наличия проката в валках, соединенный с датчиком давления металла на валки, датчики горизонтальных сил, установленные между подушками рйбочих валков и станиной, решаю-, щий блок, входы которого соединены с датчиком давления металла на валки и датчиком горизонтальных сил, блок умножения, входы которого соединены с выходом решающего блока и датчиком давления металла на валки, блок вычисления межклетевого натяжения (подпора) , вход которого соединен с выходом блока умножения, датчиками горизонтальных сил и с выходом блока вычис-, ления межклетевого натяжения (подпора) в последующей клети, а выход через логический элемент соединен с 3 индикатором натяжения (подпора) и с системой регулирования. Недостатком указанной непрерывной группы клетей является то, что в ней влияние вертикалыатх клетей на режимы технологических натяжений (подпоров) учитывается вне зависимости от действующих в стане возмущений пу тем предварительных расчетов либо по косвенным признакам. Целью изобретения является повышение Точности размеров проката и пр изводительности оборудования путем повьшени точности регулирования вну риклетевогонатяжения (подпора) межд .вертикальными и горизонтальными валками группы универсальных клетей с и пользованием сил, действующих на горизонтальные рабочие валки клети кварто. Это достигается тем, что предлагаемая непрерывная группа универсаль ных клетей снабжена формирунщим блоком, входы которого соединены с выходом блока вычисления межклетевого натяжения (подпора), разрешающим эле ментом: датчика наличия проката в вер тикапьных валках данной клети и запрещающим элементом датчика наличия проката в горизонтальных валках пред дущей клети и блоком памяти, входы которого соединены с выходами формирующего блока, а выход блока памяти соединен со входом блока вычисления межклетевого натяжения (подпора). На фиг. 1 изображена блок-схема описываемой непрерывной группы. На фиг. 2 - электрическая схема . .системы управления, из двух универсальных клетей. Вертикальная клеть включает станину 1, систему 2 рабочи валков, двигатели 3 привода вращения рабочих валков, систему 4 управления скоростью вращения двигателя 3 и датчик 5 наличия проката в вертикальных валках, связанный с системой 4 управления; горизонтальная клеть i включает станину 6; систему 7 рабочих и систему 8 опорных вал ков; комплекты 9 рабочих и комплекты 10 опорщлх подушек: датчик П дав ления металла на валки, датчик 12(1 наличия проката в горизонтальных вал ках, соединенный с датчиком 11 давле ния металла на валки, и датчики 3 горизонтальных сил; рёщающий блок 14 входы которого соедин€ ны с датчиком 1 давления металла на валки и датчиком 13 горизонтальных сил, блок 15 6 умножения, входы которого соединены свыходом рещающего блока 14 и датчиком 11 давления металла на валки; блок 16 вычисления натяжения (подпора), вход которого соединен с выходом блока 15 умножения, датчиками 13 горизонтальных сил и с выходом .| электрической схемы вычисления межклетевого натяжения (подпора) в последующей клети (на чертеже не показан) ; логический элемент 17, входы которого соединены с выходом блока 16 вычисления межклетевого натяжения (подпора) и разрешающими элементами датчиков 12 и 12 наличия проката в, горизонтальных валках i-Й и 1-1-й клетей , а выход подключен к первому индикатору Тц. , в систему регулирования и на вход блока вычисления мёжклетевого натяжения (подпора) клети, формирующий блок 18, входы которого соединены с выходом блока 16 вычиспейия межклетевого натяжения (подпора) , разрешающим элементом датчика 5 наличия проката в вертикальных -валках 1-й клети и запрещающим элементом датчика 12 наличия проката в горизонтальных валках i-1-й клети, и блок 1.9 памяти, входы которого соединены с выходами формирующего блока 18, а выходы блока 19 памяти соединены со входом блока 16 вычисления натяжения (подпора), системой регулирования и вторым индикатором натяжения Тд. Вертикальная |-1 и горизонтальная f-I клети включают состав оборудования, аналогичный i-й клети. На фиг. 2 изображены электрические схемы блока 16 вычисления натяжения (подпора), логического элемен- та П к формирующего блока 18. Блок 16 вычисления натяжения (подпора) состоит из 2-х операционных усилителей 20 и 21, суммирукшщх резисторов 22, 23, 24, 25, 26, 27, 28 и резисторов 29 и 30, включенных в обратную связь уси.литеЛей 20 и 21 соответствёнйо. Логический элемент 17 включает схему совпадения 31, входы которой соединены с датчиками 12 и 12 наличия проката в горизонтальных валках клетей i и 1-1 соответственно, полевой транзистор 32, база которого подключена к выходу схемы совпадения 31, эмиттер соединен с землей, а коллектор включен в делитель напряжения, собранный на резисторах 33 и 34. Резистор 34 включед на вход операционного усилителя 35, охваченного обратной связью резистором 36, выход операционного усилителя 35 подключен на индикатор и к системе регулирования. Формирздащий элембнт 18 включает в себя схему совпадения 37, входа ко. торой соединены с выходом датчики наличия проката в горизонтальных валках клети 1-1 и с выходом датчика 5 наличия проката в вертикальш 1х валиках клети 1, а два выхода схемы совпадения 37 подключены: один - к базе поле вого транзистора 38, а другой на вход блока 19 памяти. Эмиттер полевого транзистора 38 срединен с земпей,а коллектор подключен к делителю напряжения, собран ному на резисторах 39, 40. Резистор 39 соединен с выходом операционного усилителя 21, а резистор 40 со входом интегратора 41, охваченного обратной связью резистором 42 и конденсатором 43,-на выходе интегратора 41 подключен резистор 44, служа щий для ограиичёния выходного тока . интегратора 4l. Универсальные клети работают в двух режимах: первый - режим тарйров ки, осуществляемый предварительно пе ред началом прокатки, второй - режим прокатки. При проведении тарировки включается главный привод клети (на чертеже не показан), затем по показа ниям датчика П давления металла на валки устанавливается давление прижа тия валков, соответствующее по величине, например, погонному усилию на бочке валков в 0,5 тс/мм. При этом Н выходах датчика 11 давлеш1Я металла на валки и датчиков 13 горизонтальных сил появляются калибрующие сигна лы « пропорциональные соответственно вертикальным и горизонтальным силам, действующим в р1аЬочих валках горизон тальной клети %:варто. Сигналы с датчи ков 13 горизонтальных сил и с датчика 11 давления металла на валки пост пают на входы решающего блока 14, ко торый осуществляет операцию деления входных сигналов друг на друга и запо{4инание результата деления в течение всего межтарировочного срока. Этим заканчивается режик тарировки и клеть переводится в рабочий режим прокатки. В режиме непрерьгоной прокатки каж дой универсальной клетью вычисляется заднее натяжение (подпор) Т| , причем каждый раз различают режимы с мо мента выхода кромки заднего конца пр 66 ката из предьщущей тспети до момента входд ее в вертикальные валки последующей клети.Этот режим характерен тем, что на участке-прокатки заднего конца заднее натяжение (подпор) горизонтальной клети равно внутриклетевому натяжению (подпору) между вертикальными и горизонтальными валками. При прокатке металла валками i-й клети с вьпсода решающего блока 14 на один вход блока умножения 15 поступает сигнал результата тарировки, а на другой вход - сигнал с датчика 11 давления металла на валки; на выходе блока умножения 5 формируется сигнал на произведения входных сигналов, прЬ- пОрциональный давлешпо металла на валики, который поступает на резисторы 23 и 27 блока 16 вычисления натяжения (подпора). Одновременно на резисторы 25, 26 поступает сигнал датчиков горизонтальных сил клети, на резисторы 22, 28 - сигнал , 5 + 1, который пропорционален величине натяжения (подпора) между клетями , +1, на резистор 24 - сигнал с выхода бло:ка 19 памяти., пропорциональный внутриклетевому натяжению (подпору) между вертикальными и горизонтальными валканш i-и клети. Блок 16вычисления, натяжения (подпОра) в выходных цепях формирует сигналы , и , первый из них пропорционален натяжению (подпору) мелдчу клетями -1 i - , а второй - пропорционален заднему натяжению (подпору) горизонтальных валков Клети I .. Сигнал с выхода блока 16 вычисления натяже- , ния (подпора) подается на.трезистор 33 логического элемента 17, одновременно на вход схемы совпадения 31 поразрешаюощх элеступают сигналы с 12 и 12 наличия проментов датчиков ката в горизонтальных клетях 1-1 и i. При наличии прокатав горизонтальных клетях-I-l и 1 с датчиков 12 и 12 дается команда разрешения на прохождение сигнал а с выхода блока 16 вычисления натяжения {подпора) на вход операционного усилителя 35 и да«лее к индикатору T-f, i в i сие тему регулирования . Сигнал Т /f поступает на резистор 39 формирзпощего блока 18, однако этот сигнал не воспринимается интегратором 41, так как в это время на один из входов схемы совпадения 37 поступает запрещающий сигнал с датчика Т наличия металла в. клети-J-I. При выходе кромки заднего конца проката из клети ч-1 датчик T наличия про ката в горизонтальной клети действует на схемы совпадения 31 и 37. Схема совпадения 31 открывает полевой транзистор 32, запрещая тем самым прохождение сигнала с выхода опера ционного усилителя 20 на индикатор и в систему регулирования. Схема совпадения 37 формирует две команды: одна из них поступает на вход блока 19 памяти, где стирает информацию от предшествовавшего режима прокатки, , другая закрывает полевой транзистор 3 разрешая тем самым прохождение- сигнала с выхода операционного усйлите-t ля 21 на вход интегратора 41 в формит рующем блоке 18. На вьЕкоде блока 18 формируется сигнал, пропорциональный величине внутриклетевого натяжения (|подпора) между вертикальньми и горизонтальными валками клети 1т1,.который записывается в блоке 19 памяти. Выходной сигнал блока 9 памяти индицируется индикатором и подается в сис тему регулирования. . Формула изобретения Группа универсальных клетей для не прерывной прокатки полос с регулятором внутриклетевого натяжения-, содержащая горизонтальные клети кварто и вертикальные клети дуо, в каждой горизонтальной клети датчик давления металла на валки, датчик наличия проката в валках, вход которого соединен с выходом датчика давления металла.на валки, датчики горизонтальных сил, .решающий блок, входы которого соединены с выходами датчика давления металла на валки и датчиков горизонтальных сил,.блок умножения, ёходы которого соединены с выходом решающего блока и выходом датчика дав ления металла на валки, блок вычисления, входы которого соединены с выходом блока умножения, выходами датчиков.горизонтальных сил и с выходом блока вычисления в последующей клеТи, а выход, соединен с первым входом логического элемента, выход которого соединен с входом первого индикатора натяжения ( нодпора) и с входом системы регулирования, в каждой вертикальной клети - систему управления скоростью вращения двигателей привода валков и датчик напичия проката в валках, выход которого соединен со входом системы управления скоростью вращения двигателей привода вапгков, выход которой соединен с входом двигателя привода вращения .рабочих валков , отличающаяся тем, что, с целью повьшения точности размеров проката и производительности оборудования путем повьшения точности поддержания внутриклетевого натяжения (подпора) между вертикальными и горизонтальными валками группы универсальHbix клетей с использованием сил, действующих на горизонтальные р.абочие валки клети кварто, каждая.универсальная клеть дополнительно снабжена формир-ующим блоком, блоком памяти, вторым индикатором натяжения, причем второй вход логического элемента соединен с разрешающим элементом датчика наличия проката в горизонтальных валках, а его третий вход - с выходом разрешанщего элемента датчика наличия проката в горизонтальных валках предьщущей клети, первый вход формирующего блока соединен с выходом блока вычисления, второй вход формирзпощего блока соединен с выходом разрешающего элемента датчика наличия проката в вертикальных валках, а его третий вход - с выходом запрещающего элемента датчика наличия проката в горизонтальных валках предыдущей клети, выход формир-ующего блока соединен с входом блока памяти, выход которого соединен с входами блока вычисления, второго индикатора натяжения й-си..1 регулирования. Источники информации, принятые во внимание при экспертизе 1.А. И. Целиков, В. И. . Современное развитие прокатных станов. М., Металлургия, 1972, стр. 110. 2.Патент США № 3290912, кл.72-9, 1966.
ifnHoaoini/fiisJ
igoani/ni a fin9J yn}g .
8 яяеть t-ч
иг.г

| название | год | авторы | номер документа |
|---|---|---|---|
| Система регулирования натяжения полос | 1980 |
|
SU931254A1 |
| Способ измерения натяжения полосы наОТВОдящЕМ РОльгАНгЕ шиРОКОпОлОСНОгОСТАНА гОРячЕй пРОКАТКи | 1979 |
|
SU814502A1 |
| Устройство для измерения натяжения прокатываемой полосы | 1974 |
|
SU516441A1 |
| Устройство для измерения натяжения полосы на станах непрерывной прокатки | 1974 |
|
SU511122A1 |
| Устройство для регулирования межклетевых натяжений | 1978 |
|
SU764759A1 |
| Способ согласования скоростей вертикальных и горизонтальных валков универсальной клети прокатного стана | 2018 |
|
RU2687354C1 |
| Устройство для управления системой автоматического регулирования натяжения полосы на непрерывном прокатном стане | 1976 |
|
SU602254A1 |
| Устройство стабилизации натяжения проката на непрерывном стане | 1986 |
|
SU1397110A1 |
| Устройство стабилизации ширины прокатываемой полосы | 1980 |
|
SU884767A1 |
| Устройство для автоматического регулирования натяжения полосы | 1979 |
|
SU854483A1 |