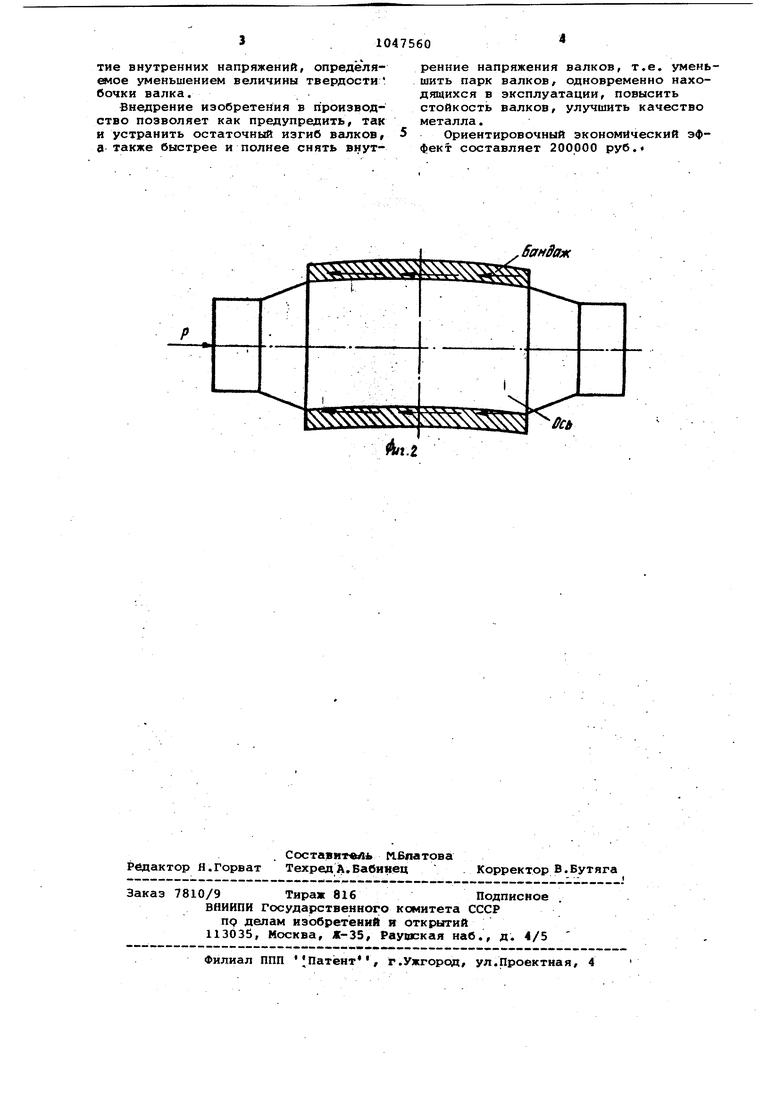
изобретение относится к цветной и черной металлургии/ преимущественно к прокатному производству. Известен способ устранения остаточного изгиба прокатного валка, заключающийся в том, что во время вращения .к валку в направлении, перпендикулярном его вращению, прикладывают -нагрузку, величина которой превышает рабочую нагрузку . Однако такой способ обеспечивает не полное устаранение остаточного изгиба валка, лишь частичное его уменьшение, в связи с чем в процессе дальнейшей эксплуатации в валке внов возникает остаточный изгиб, так как при больших нагрузках во вращающемся валке возникают знакопеременные напряжения, уменьшагадие силы трения по посадочной, поверхности,, которые необходимы для исключения проскальзы вания бандажа относительно оси. Кроме того, прикладываемые к валу большие нагрузки при вращении валка мог гут вызвать выход из строя подшипников, повреждение -поверхностей трения .шеек валка и их поломку. Наиболее близ.ким к предлагаемому является способ устранения остаточного изгиба прокатно валка, заключаю щийся в том, что нагрузку прикладыва бт к валку в статическом состоянии и ее величину по.степенно увеличивают до смещения контактной поверхности бандажа относительно оси, сопровождаемого звуковым эффектом, после чего нагрузку снимают и снова прикладывают до получ.ения звукового эффекта к валку в противоположном направлении.В результате в разъеме бандажа и оси возникают максимально возможные касательные напряжения,спо собствующие развитию максимально воз можного сопротивления сдвигу волокон бандажа и оси, прилегающих к сопря-. гаемым поверхностям С 21. Однако такой способ обеспечивает не полное устранение остаточного изгиба валка. Кроме того, прикладываемые к валку большие нагрузки (до 3000 тс) могут привести к выходу из строя подшипников и к снижению стойкости валков за счет появления на их поверхности дефекта лампас. В процессе прокатки на таких валках дефект отпечатывается на полосе, ухудшая ее качество. Цель изобретения - пов.ышение стойкости прокатного валка. Поставленная цель достигается тем, что согласно способу, включающему приложения нагрузки к валку, ее прикладывают вдоль его оси после каждой кампании валков. В результате в разъеме бандажа и оси возникают касательные напряжения, способствуквдие развитию максимально возможного сопротивления, сдвигу волокон бандажа и оси, прилегающих к сопрягаемЕ1М поверхностям. При приложении к валку нагрузки импульсного характера происходит уменьшение и рассосредоточение дислокаций, т.е. снятие внутренних напряжений рабочей части валка. На фиг. 1 представлено нагружение валка для устранения изгиба известным способом, f и Р - нагрузка, прикладываемая перпендикулярно оси валка-; на фиг. 2 - нагружение валка вдоль его оси Р - нагрузка. П .р и м е р. После вывалки валков из стана первый устанавливается на подставку. Второй вал цепляется краном и производится их соударение осями. При этом величину остаточного изгиба определяют по величине биения бочки до приложения осевой нагрузки и после. Проведены опыты на 10 йалках,,изготовленных из стали марок 9ХФ. Результаты опытов приведены в таблице;
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ устранени остаточного изгиба прокатного валка | 1975 |
|
SU530709A1 |
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2087218C1 |
| Способ изготовления бандажированного опорного валка | 1989 |
|
SU1722632A1 |
| Способ подготовки к работе опорных валков станов "кварто | 1980 |
|
SU884754A1 |
| Способ нагрева прокатных валков клети кварто | 1981 |
|
SU1005965A1 |
| СПОСОБ СБОРКИ СОСТАВНОГО ПРОКАТНОГО ВАЛКА | 1996 |
|
RU2096102C1 |
| ПРОКАТНЫЙ ВАЛОК | 1985 |
|
RU1345433C |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2014 |
|
RU2579322C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РОЛИКОВ ТЕРМИЧЕСКИХ ПЕЧЕЙ | 1995 |
|
RU2107741C1 |
| Прокатный валок | 1988 |
|
SU1600879A1 |
СПОСОБ УСТРАНЕНИЯ ОСТАТОЧНОГО ИЗГИБА ПРОКАТНОГО ВАЛКА путем приложения к нему нагрузку,о т л ичающийся тем, что, с целью повышения стойкости валка, нагрузку прикладывают вдоль оси валка после каждой кампании. Вандал
Из таблицы видно, что при приложеНИИ нагрузки 900000 Я с количеством ударов валка в 1 мин- 10-15 происхо- 5 дит максимальное уменьшение величины остаточного изгиба валка (биение валка уменьшается на 0,92 мм) и сиятие внутренних напряжений, опредёляемое уменьшением величины твердости бочки валка.
Внедрение изобретения в производство позволяет как предупредить, так и устранить остаточный изгиб валков, а также быстрее и полнее снять внутsNjv kjCvvCCv
SЛ S У
ренние напряжения валков, т.е. уменьшить парк валков, одновременно находящихся в эксплуатации, повысить стойкость валков, улучшить качество металла.
Ориентировочный экономический эффект составляет 200000 руб.
- бандаж
Лл.
Ось
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Двух- или многоступенчатая крутильная машина со шпинделями, размещенными ступенчатыми рядами | 1927 |
|
SU16572A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ устранени остаточного изгиба прокатного валка | 1975 |
|
SU530709A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
