Изобретение относится к электроф зическим и электрохимическим методам обработки и, в частности, к уст ройствам, реализующим способ двусторонней размерной электрохимической обработки. Известно устройство для вьфавнивания припусков при двусторонней размерной электрохимической обработ ке, содержащее два гидравлических, привода подачи электродов-инструмен тов и Схему управления приводами подачи. Схема управления включает в себя два логических элемента И, четыре логических элемента НЕ, два электроконтактных датчика и .механиз синхронизации. Выравнивание припусков с двух сторон детали данное уст ройство производит за счет обеспечения симметричного движения электродов-инструментов oтнoqитeльнo OKO чательного профиля детали. Симметри ность движения электродов обеспечивается взаимодействием механизма синхронизации контактов электрокон.тактных датчиков и логических элементов И схем совпадения .Каждая из схем совпадения выдает команду запре та движения вперед своему эле1Лроду При отставании одного из электродов другой совершает колебания около положения размыкание-замыкание контактов электроконтактных датчиков до тех пор, пока не,устранится рассогласование 11. Однако известное устройство имеет низкуи точность выравнивания припусков обрабатываемых сторон детали из-за люфтов рычажного механизма дат чиков и механизма синхронизации. Цель изобретения - повышение точности выравнивания припусков. Поставленная цель достигается тем, что в устройство выравнивания припусков при двусторонней размерной электрохимической обработке содержащее два датчика входного сигнала, подсоединенных входами к соответствующим электродам-инструментам и детали, а выходами - к усилителям, два исполнительных элемента, связанных с источником питания, введены схема вычитания, два диода. Два компаратора и задатчик эталонного напряжения, причем первый вход |схемы вычитания подкЛочен к выходу первого усилителя, второй вход - к выходу второго усилителя, а выход через диоды связан с первыми входами компараторов, вторые входи которых подсоединены к задатчику эталонного напряжения, выходы компараторов подключены к исполнительньв элементам Введение схемы вычитания, двух ди одов и двух компараторов .позволяет .повысить чувствительность устройства, что способствует повышению точности выравнивания припусков. Введение задатчика эталонного напряжения позволяет регулировать чувствительность устройства выравнивания припусков, что необходимо при обработке деталей с большими припусками. На чертеже представлена структур.ная схема устройства выравнивания припусков. Устройство содержит датчики входного сигнала - датчики перемещения 1 и 2, подключенные входами к детали 3 и электродам-инструментам 4 и 5 соответственно, а выходами через усилители 6 и 7 к двум входам схемы вычитания 8. Выход схемы вычитания 8 через диоды 9 и 10 соединен с входами двух компараторов 11 и 12. Вторые входы компараторов 11 и 12 подключе- 1 ны к задатчику эталонного напряжения 13. Выходы компараторов 11 и 12 через исполнительные элементы 14 и 15 связаны с источником 16 питания. Устройство работает следующим образом. Из исходных положений, отстоящих на равных расстояний,от оси обрабатываемой детали, электроды-инструменты 4 и 5 синхронно подводят до касания с деталью 3. Источник питания в .это время выключен. В момент касания обоих электродов 4 и 5 производят их останов. При этом датчики 1 и 2 перемещения измеряют расстояния от поверхности электродов 4 и 5 До оси детали 3. Это расстояние определяется как разность полного расстояния до оси детали (измеряемого из исходного положения) и расстояния, пройденного электродами 4 и 5 до останова. Электронно-индукционные датчики перемещения (типа БИН)позволяют оценивать перемещение с точностью i.0,01 мм. Датчики 1 и 2 перемещения выдают сигналы, пропорциональные, перемещению электродов. Усиленные усилителями 6 и 7 сигналы-поступают на два входа схемы 8 вычитания. На выходе последней появляется разностной сигнал Up положительной или отрицательной полярности (в случае равенства припусков нулевой сигнал. Отобранный диодами 9 и 10 по полярности разностной сигнал lip поступает либо на первый вход компаратора 11 (случай- -Ор либо, на первый вход компаратора 12 случай-Up). На вторые входы указаншх компараторов 11-и 12 с задатчика эталонного напряжения 13 подаются эталонные(регулируемые) напряжения (Jg разной полярности(Uj). В результате на входах компаратора 11 сравниваются два сигнала положительной 1юлярности(4ир; + у) , на вхоах компаратора 12 - отрицательной полярности(-Opi - В слуае превышения по абсолютной величине эталонного напряжения разностным сигналом той .или иной поляриости(/Ор/7 7 Кэ/) компараторы 11 и 12 .срабатывают и выдают сигналы на вклю чение исполнительных элементов 14 или 15, соответственно. Исполнительные эле1«(енты 14 и 15, в качестве 1;оторых используются электронные клю чи с установленными на выходе реле, выдают кетланду источнику 16 питания на снятие технс логичёского напряжени с того или икого электрода(4 или 5). .Если на выходе схемы 8 вычитания появляется разностной сигнал Ор положительной полярности, то припуск у детали больше со стороны электрода 4,если отрицательной полярности, то припуск больше со стороны элек трода 5. Этот сигнал при превышении по абсолютной величине эталонного напряжения(Ug запускает компаратор 11 либо компаратор 12.Сигналом с вьвсода компаратора 11 или 12 включается соответственно исполнительный элемент 14 или 15 и отключает электрод 4 или 5 от источника 15 питания. Обработка ведется только одним электродом до тех пор, поka не выравняются припуски с двух сторон детали 3. В момент выравнивания припуска разностной сигнал {Jp ) на выходе схемы 8 вычитания становится меныйе 3Teu:oHHoro;t иэ ) .. Компаратор 11 или 12 при этом отключается и вьвдает команду йсполнительнйму элементу 14 или 15 .на подачу технологическо.го напряжения, соответственно, на электрод 4 или 5. Далее обработка ведется обоими .родс1ми 4 и 5. Схема непрерывно еле- , дит за равенством припусков с обеих сторон детали. Меняя Величину эта-, лонного напряжения можно нас роить устройство выравнивания припусков на необходимую чувствительность. Предложенное устройство выравнивания припусков позволяет повысить точность выравнивания до 0,010,02 мм.,

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом размерной электрохимической обработки и устройство для его осуществления | 1984 |
|
SU1278137A1 |
| Устройство для защиты обмоток электродвигателя от конденсации влаги | 1989 |
|
SU1758755A1 |
| Самонастраивающаяся система активного контроля размеров и режима обработки деталей при врезном шлифовании | 1985 |
|
SU1391862A1 |
| Устройство для электрохимической обработки | 2015 |
|
RU2623949C2 |
| Устройство для регулирования темпе-РАТуРы | 1979 |
|
SU809115A1 |
| Способ электрообработки | 1989 |
|
SU1756048A1 |
| Устройство для защиты обмоток электродвигателя от конденсации влаги | 1987 |
|
SU1474798A1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ КОНДИЦИОНЕР | 2007 |
|
RU2336184C1 |
| Устройство автоматического определения и индикации полярности | 1981 |
|
SU1026089A1 |
| Устройство для регулирования межэлектродного промежутка в процессе электроискрового легирования | 1987 |
|
SU1414536A2 |
УСТРОЙСТВО ВЫРАВНИВАНИЯ ПРИПУСКОВ ПРИ ДВУСТОРОННЕЙ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ, содержащее два датчика входного сигнала, подсоединенных входами к соответ1 ы ствующим электродам-ийструментам и детали, а выходами - к усилителям, два исполнительных элемента, связанных с источником питания, о т л ич ающе е с я тем, что, с целью повышения точности, в него введены схема вычитания, два диода, два компаратора и задатчик эталонного напряжения, причем первый вход схемы- вычитания подключен к выходу первого усилителя, второй вход - к выходу второго усилителя, а выход через диоды связан с первыми входами Компараторов, вторые входы которых подсоединены к задатчику эталонного напряжения, .а выходы компараторов подключены к исполнительным Элементам. 4 -ч1 а О)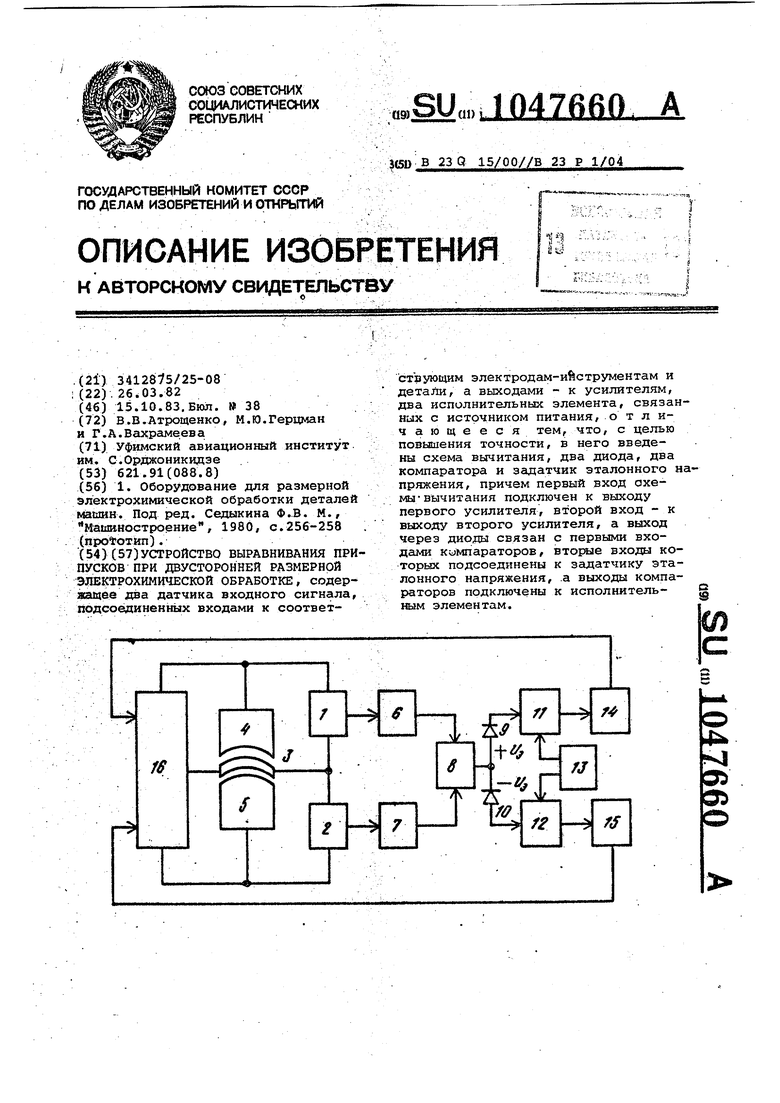
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Оборудование для размерной Электрохимической обработки деталей машин | |||
| Под ред | |||
| Седыкина Ф.В | |||
| М., Машиностроение, 1980, с.256-258 (). | |||
