(21)3967153/31-08
(22)10.09.85
(46) 30.04.88. Бюл. № 16
(71)Тольяттинский политехнический институт и Волжский автомобильный завод
(72)В.Н.Михелькевич, А.Г.Решетов и В.Д.Шелеметьев
(53)621„91(088.8)
(56)Авторское свидетельство СССР № 942971, кл. В 24- В 49/00, 1980.
(54)САМОНАСТРАИВАКЩАЯСЯ СИСТЕМА АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ И РЕЖМА ОБРАБОТКИ ДЕТАЛЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ
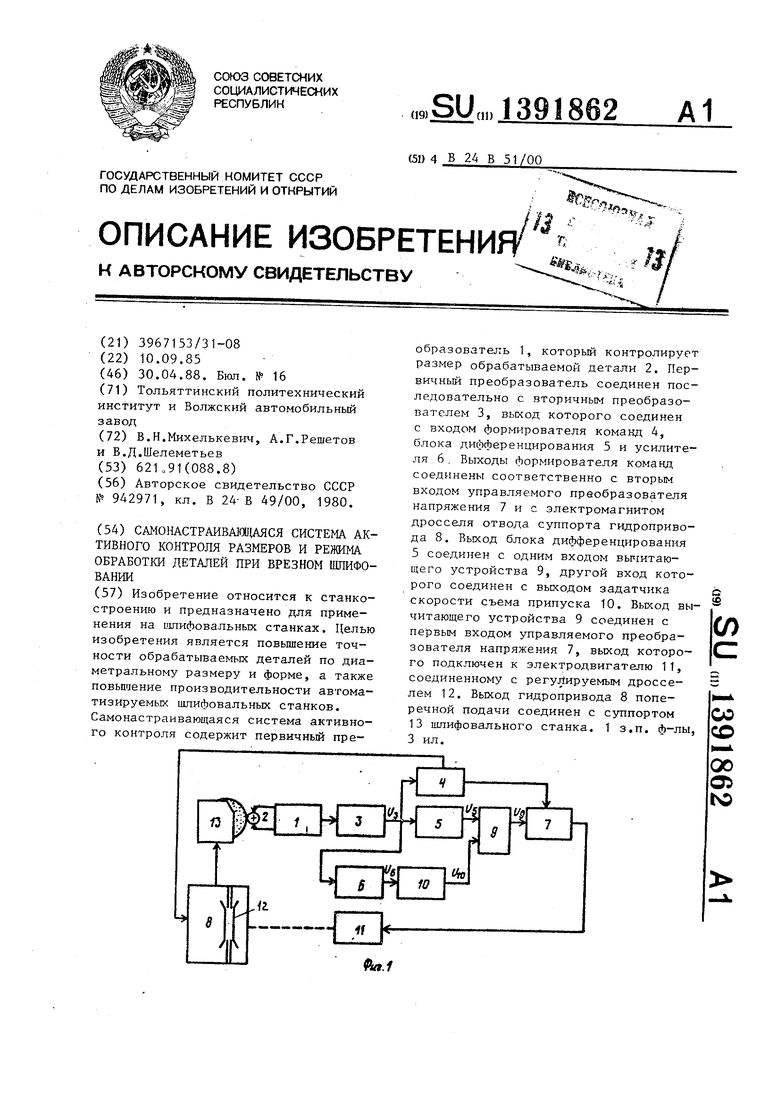
(57)Изобретение относится к станкостроению и предназначено для применения на шлифовальных станках. Целью изобретения является повьшение точности обрабатываемых деталей по диаметральному размеру и форме, а также повьпиение производительности автоматизируемых шлифовальных станков. Самонастраивающаяся система активного контроля содержит первичньй преобразователь 1, который контролирует размер обрабатываемой детали 2. Первичный преобразователь соединен последовательно с вторичным преобразователем 3, выход которого соединен с входом формирователя команд 4, блока дифференцирования 5 и усилителя 6, Выходы формирователя команд соединены соответственно с вторым входом управляемого преобразователя напряжения 7 и с злектромагнитом дросселя отвода суппорта гидропривода 8. Выход блока дифференцирования 5 соединен с одним входом вьпгитаю- щего устройства 9, другой вход которого соединен с выходом задатчика скорости съема припуска 10. Выход вычитающего устройства 9 соединен с первьм входом управляемого преобразователя напряжения 7, выход которого подключен к электродвигателю 11, соединенному с регулируемым дросселем 12. Выход гидропривода 8 поперечной подачи соединен с суппортом 13 шлифовального станка. 1 з.п. ф-лы, 3 ил.
i
(Л
ОО
со 00
О5
ю
Изобретение относится к станкостроению и предназначено для применения на шлифовальных станках.
Целью изобретения является повы шение точности.обрабатываемых дета лей по диаметральному размеру и форме за счет высокого коэффициента пе- редачи управляемого преобразователя напряжения и отсутствия дополни- :тельных преобразующих звеньев, а так же повышение производительности авто |матизируеь)ых шлифовальных станков.
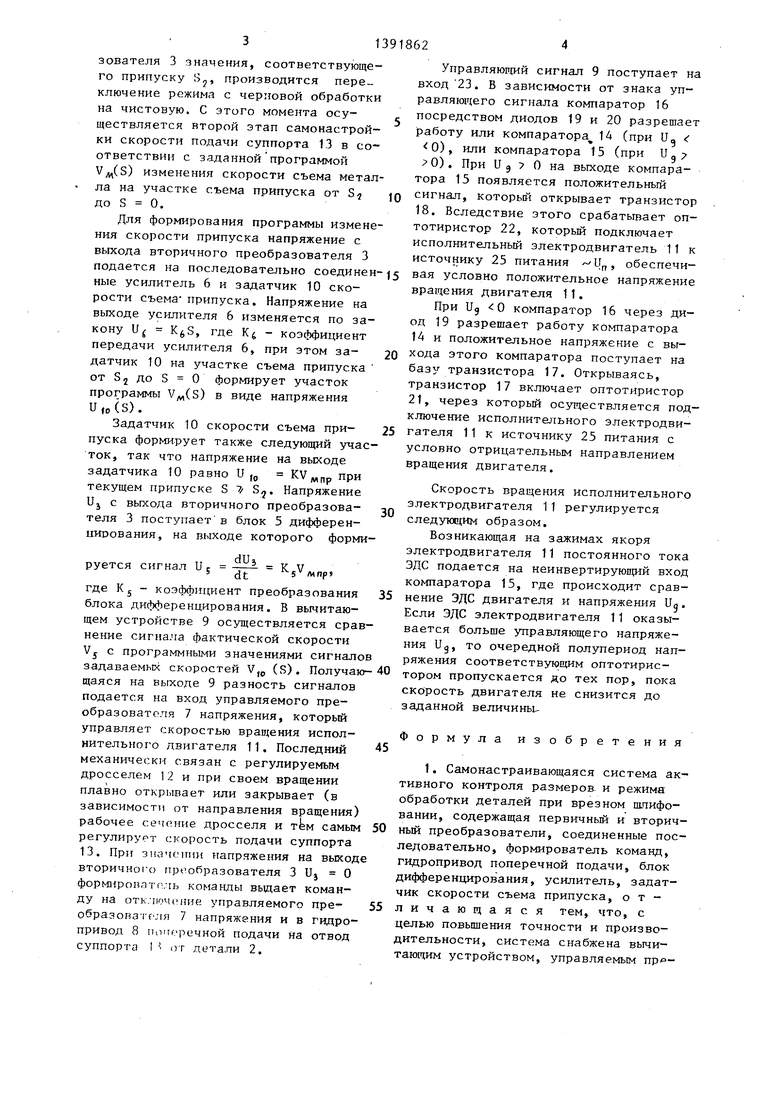
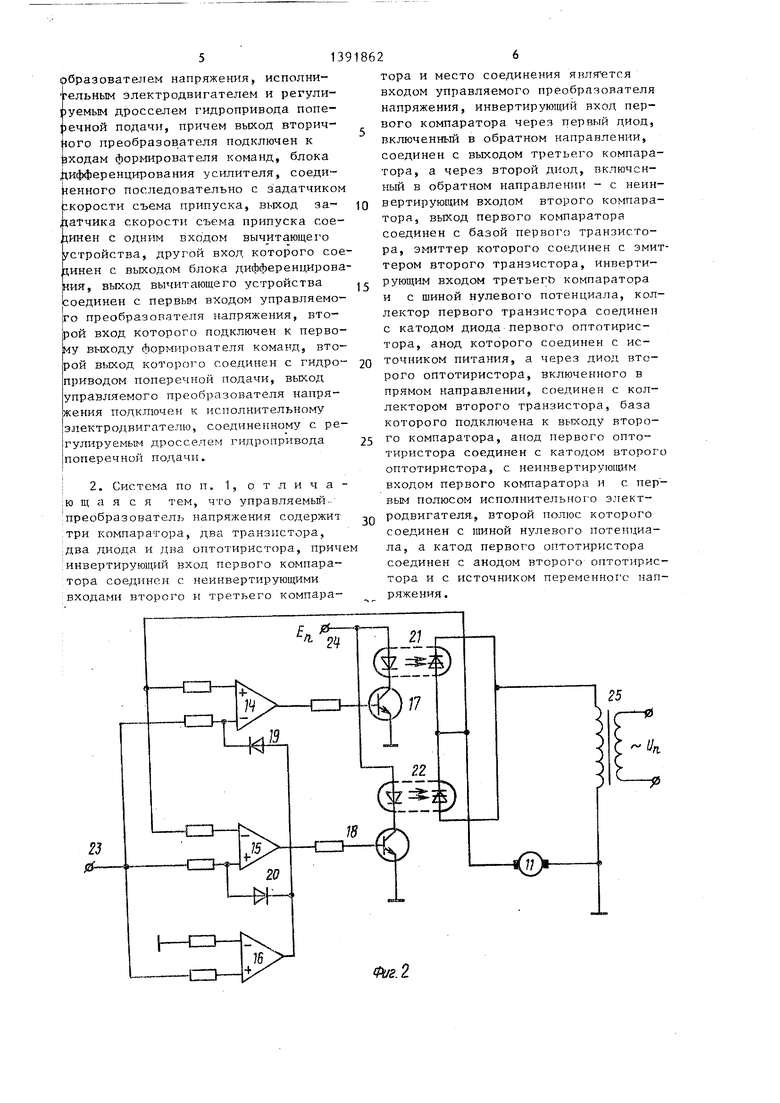
На фиг, 1 представлена блок-схема самонастраивающейся системы активно- го контроля; на фиг. 2 - принципи- |альная электрическая схема управляе- |мого преобразователя напряжения; на :фиг. 3 - график изменения скорости съема припуска в зависийости от не- личины припуска.
Самонастраивающаяся система активного контроля содержит первичный преобразоватиль 1, который контролирует размер обрабатьшаемой детали 2, Первичньт преобразователь соединен последовательно с вторичным преобразователем 3, выход которого соединен с входами формирователя 4 команд, блока 5 дифференцирования усилителя 6. Выходы формирователя 4 команд йоединены соответственно с вторым входом управляемого преобразователя 7 напряжения и с электромагнитом дросселя отвода суппорта гидроприво- да 8. Выход блока 5 дифференцировани соединен с одним входом вычитающего устройства 9, другой вход которого соединен с выходом задатчика 10 скорости съема припуска. Выход вычитаю- щего устройства 9 соединён с первым входом управляемого преобразователя 7 напряжения,.выход которого подключен к электродвигателю 11, соединенному с регулируемым дросселем 12. Выход гидропривода 8 поперечной подачи соединен с суппортом 13 пщифо- вального станка.
Управляемый преобразователь 7 напряжения содержит компараторы 14, 15 и 16, транзисторы 17 и 18, диоды 19 и 20, оптотиристоры 21 и 22. Ин- .вертируюрд1й вход первого компаратора 14 соединен с неинвер ирующими входами второго 15 и третьего 16 KOM параторов и место 23 соединения является входом управляемого преобразователя 7 напряжения. Кроме того, инвертирующий вход первого компара
д
s 0
5 0 Р Q .г
5
тора 14 через первый диод 19, включенный в обратном направлении, сое- линен с выходом третьего компаратора 16, а через второй диод 20, включенный в обратном направле1ши - с неинвертирующим входом второго компаратора 15, Выход первого компаратора 14 соединен с базой первого транзистора 17, Эмиттер транзистора 17 соедине с эмиттером второго транзистора 18, инвертирующим входом третьего компаратора 16 и с шиной нулевого потенциала. Коллектор первого транзистора 17 соединен с катодом диода первого оптотиристора 21, анод которого соединен с источником 24 питания. Кроме того, анод диода первого оптотиристора 21 через диод второго оптотиристора 22, включенного в прямом направлении, соединен с коллектором второго транзистора 18. Ваза транзистора 18 подключена к выходу второго компаратора 15, Анод первого оптотиристора 21 соединен с катодом второго оптотиристора 22, с неинвертирующим входом первого ком- ; паратора 14, с первым полюсом исполнительного электродвигателя 11 пос- тоянного тока с последовательньм возбуждением. Второй полюс исполнительного электродвигателя соединен с шиной нулевого потенциала. Катод первого оптотиристора 21 соединен с анодом второго оптотиристора 22 и |источником 25 переменного напряжения.
Самонастраивающаяся система рабо- (тает следующим образом.
Цикл обработки детали 2 начинает- |ся, когда регулируемый дроссель 12 находится в закрытом состоянии. Шлифовальный круг подводится к детали 2 на скорости форсированной подачи и в точке 26 (фиг, 3) он врезается в обрабатываемую деталь, В точке 27 (фиг. 3) электросхема станка переключает скорость подачи суппорта 13 с форсированной подачи на черновую, Одновременно подается сигнал, разре- шакшщй работу управляемого преобразователя 7. Скорость съема металла V;, возрастает от значения V „, О до . Скорость съема металла выбирается из условий ограничений по стойкости шлифовального круга предельных значений упруг-их деформаций системы СПИД, предельного. уровня вибрации и т.д. При достижении напряжением на выходе вторичного преобразователя 3 значения, соответствующего припуску S, производится переключение режима с черновой обработки на чистовую. С этого момента осуществляется второй этап самонастройки скорости подачи суппорта 13 в соответствии с заданной программой Уд,(5) изменения скорости съема металла на участке съема припуска от S до S 0.
Для формирования программы изменения скорости припуска напряжение с выхода вторичного преобразователя 3 подается на последовательно соединен ные усилитель 6 и задатчик 10 скорости съема- припуска. Напряжение на выходе усилителя 6 изменяется по закону и( - , где К - коэффициент передачи усилителя 6, при этом за- датчик 10 на участке съема припуска от Sj до S О формирует участок программы Vjv,(S) в виде напряжения U,o(S).
Задатчик 10 скорости съема при- пуска формирует также следующий участок, так что напряжение на выходе
Управляюрщй сигнал 9 поступает на вход 23. В зависимости от знака управляющего сигнала компаратор 16 посредством диодов 19 и 20 разрешает работу или компаратора 14 (при Ug г
0), или компаратора 15 (при U
0). При и 5 О на выходе компаратора 15 появляется положительный сигнал, который открывает транзистор 18. Вследствие этого срабатьгеает оп- тотиристор 22, который подключает исполнительный электродвигатель 11 к источнику 25 питания - Ц, обеспечивая условно положительное напряжение вращения двигателя 11.
При Ug О компаратор 16 через диод 19 разрешает работу компаратора 14 и положительное напряжение с выхода этого компаратора поступает на базу транзистора 17. Открываясь, транзистор 17 включает оптотиристор 21, через который осуществляется подключение исполнительного электродвигателя 11 к источнику 25 питания с условно отрицательным направлением вращения двигателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
| Самонастраивающееся устройство для автоматического контроля размеров деталей при врезном шлифовании | 1980 |
|
SU931435A1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| Способ управления рабочим циклом поперечной подачи при врезном шлифовании и устройство для его осуществления | 1985 |
|
SU1296385A1 |
| Самонастраивающаяся система управления поперечной подачей | 1980 |
|
SU931434A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Способ управления шлифованием при работе в цикле и устройство для его осуществления | 1984 |
|
SU1204368A1 |
| Устройство для автоматического управления рабочим циклом врезного шлифования | 1982 |
|
SU1105294A1 |
| Устройство для программного управления | 1977 |
|
SU632989A1 |
мпр при Напряжение
задатчика 10 равно U ,д KV текущем припуске S 7/ S, Uj с выхода вторичного преобразователя 3 поступает в блок 5 дифферен- пиоования, на выходе которого форми-
s Mnps
тт ,,
руется сигнал U с -:- К at
где Kj - коэффициент преобразования блока дифференцирования. В вычитающем устройстве 9 осуществляется сравнение сигнала фактической скорости
Возникающая на зажимах якоря электродвигателя 11 постоянного тока ЭДС подается на неинвертирующий вход компаратора 15, где происходит срав- 35 нение ЭДС двигателя и напряжения U. Если ЭДС электродвигателя 11 оказывается больше управляющего напряжения Ug, то очередной полупериод напVj с программными значениями сигналов ряжения соответствующим оптотирис- задаваемых скоростей V,p (S). Получаю-40 тором пропускается до тех пор, пока
щаяся на выходе 9 разность сигналов подается на вход управляемого преобразователя 7 напряжения, который управляет скоростью вращения исполнительного двигателя 11. Последний 5 механически связан с регулируемым дросселем 12 и при своем вращении плавно открывает или закрывает (в зависимости от направления вращения) рабочее сечение дросселя и тЬм самым 50 регулирует скорость подачи суппорта 13. При значении напряжения на выходе вторичного преобразователя 3 Uj О формировлтпль команды вьщает команду на отключиinfe управляемого пре- 55 образопат 1гя 7 напряжения и в гидропривод 8 поноречной подачи на отвод суппорта 1 от детали 2.
скорость двигателя не снизится до заданной величиныФормула изобретения
Скорость вращения исполнительного электродвигателя 11 регулируется следующим образом.
Возникающая на зажимах якоря электродвигателя 11 постоянного тока ЭДС подается на неинвертирующий вход компаратора 15, где происходит срав- нение ЭДС двигателя и напряжения U. Если ЭДС электродвигателя 11 оказывается больше управляющего напряжения Ug, то очередной полупериод напряжения соответствующим оптотирис- тором пропускается до тех пор, пока
скорость двигателя не снизится до заданной величиныФормула изобретения
К
М
го2
////// //// г// /у// //////////
га
Физ.З
f
