Изобретение относится к металлообработке, конкретно к электрохимической обработке, и предназначено для обработки как осесимметричных заготовок, так и заготовок пространственно сложных форм.
Известно устройство из способа электрохимической обработки заготовок типа тел вращения, бандажей железнодорожных колес. Способ включает обработку поверхности заготовки при постоянном токе с подачей в межэлектродный зазор электролита, с использованием в качестве анода заготовки, а в качестве катода электрода-инструмента в виде кулочков [Патент RU 2301134 С2, кл. В23Н 3/00, 2006].
Недостатком приведенного аналога является невозможность обработки длинномерных маложестких деталей, как простых, так и сложных, по форме в поперечном сечении валов.
Известно устройство, выбранное в качестве прототипа для электрохимической обработки маложестих валов, содержащее датчик контроля прогиба вала, связанный с источником питания через блок управления, а также ванну с электролитом, которая закреплена на суппорте станка и имеет возможность перемещаться вдоль и поперек оси вала [Авторское свидетельство СССР №1618536 А1, кл. В23Н 3/00].
Недостатком данного аналога является невозможность стабилизировать продольную ось заготовки и обеспечить продольную геометрическую точность вала. Кроме того, диапазон диаметров при обработке минимальный, обработка ступенчатых валов не возможна, так как при прохождении ступени электродом-инструментом она сглаживается. Кроме того, невозможно контролировать глубину съема металла.
Задачей, на решение которой направлено заявляемое изобретение, является повышение точности и качества поверхности заготовок, устранение концентратов напряжений, которые остаются после механической обработки. В результате достигаются следующие технические результаты: повышается экспериментальная точность формы заготовки изделий за счет отсутствия сил резания в процессе электрохимической обработки; повышается надежность работы изделий за счет снятия поверхностных остаточных напряжений, остающихся после механической обработки.
Эта задача решается тем, что устройство для размерной электрохимической обработки заготовок, содержащее источник постоянного тока, механизм установки электрода-инструмента относительно обрабатываемой поверхности заготовки и механизм прокачки электролита, оснащено системой автоматического управления, включающей последовательно включенные электрод-инструмент, линейный электропривод и блок управления, причем выходной сигнал блока управления подключен к входу электропривода, на плоском роторе которого жестко закреплен упомянутый электрод-инструмент, при этом к первому входу блока управления подключен задатчик межэлектродного зазора, ко второму его вход подключен выходной сигнал с датчика контакта заготовки и электрода-инструмента, а к его третьему входу подключен выходной сигнал сравнивающего элемента, к одному из входов которого подключен выходной сигнал источника эталонного блока питания, а ко второму входу подключен выходной сигнал датчика потери постоянного тока потребления, вход которого встроен в цепь питания источника постоянного тока.
Жесткое крепление электрода-инструмента на роторе линейного электропривода повышает точность центрирования и обеспечивает равномерный межэлектродный заряд - МЭЗ - и обеспечивает равномерность съема металла.
Включение в цепь управления эталонного блока питания обеспечивает стабильность рабочего напряжения, а следовательно, повышает точность оценки величины съема металла с заготовки.
Введение датчика контроля электрода-инструмента с поверхностью заготовки повышает точность оценки величины МЭЗ.
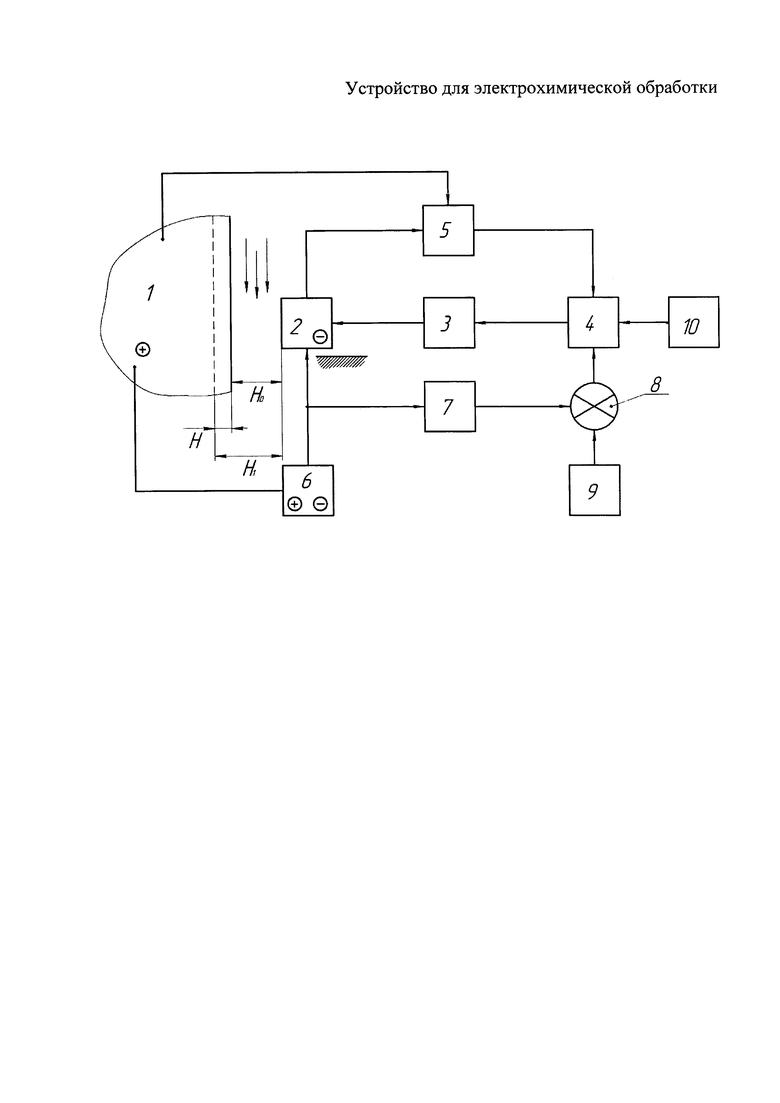
Подключение электрода-инструмента к отрицательному полю источники питания обеспечивает снятие припуска с заготовки. Предлагаемое изобретение иллюстрируется чертежом, на котором изображена: функциональная схема обработки заготовок.
Устройство для электрохимической обработки содержит заготовку 1, электрод-инструмент 2, который жестко крепится на линейном электроприводе 3, управляемом блоком управления 4, датчиком контакта 5, электродом-инструментом 2 и заготовкой 1, источник постоянного тока 6, датчик потери постоянного тока потребления 7, сравнивающее устройство 8, источник эталонного тока 9 и задатчик МЭЗ 10.
Устройство для электрохимической обработки работает следующим образом. К заготовке 1 подводят электрод-инструмент 2, который жестко закреплен на роторе линейного электропривода 3 и перемещается от блока управления 4 до контакта с заготовкой, причем момент контакта контролируется датчиком контакта 5, выход которого подключен к выходу блока управления 4. В момент контакта инструмента 2 с заготовкой 1 происходит замыкание электрической цепи, которое контролируется датчиком 5. Момент контакта является точкой отчисления при установлении МЭЗ. Электрод-инструмент 2 отходит от заданного датчиком 10 зазора, но с помощью контактного электропривода 3. Далее включают пролив электролита (на фиг. 1 показано условно) с расчетной скоростью и источник постоянного тока 6, который своими выходами подключен к заготовке 1 (анод) со знаком плюс и электрод-инструмент (катод) 2 со знаком минус.
В цепь источника питания 6 включен датчик потери постоянного тока потребления 7, выход которого включен на вход сравнивающего устройства 8, на второй вход которого подключен выход источника эталонного питания постоянного тока 9.
Система автоматического управления начинает функционировать. Блок управления работает по закону стабилизации, т.е. поддерживает МЭЗ постоянным. При увеличении МЭЗ на величину Н ток падает на величину, которая контролируется датчиком 7, что соответствует снятию с поверхности заготовки слоя металла величиной H=H1-H0, т.е. позволяет измерить глубину съема металла. Блок управления 4 стабилизирует МЭЗ на всем цикле обработки и, зная функциональную зависимость тока от изменения МЭЗ, измеряет глубину съема металла.
Стабилизация МЭЗ повышает качество обрабатываемой поверхности, и ведет бесконтактный контроль глубины съема в процессе съема металла, что позволяет повысить геометрическую точность готовой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимического формирования гидравлических карманов | 2022 |
|
RU2805021C2 |
| Устройство для электрохимической обработки ступенчатых валов | 2015 |
|
RU2623971C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2355523C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
Изобретение относится к электрохимической обработке металлов и сплавов и предназначено для обработки как осесимметричных заготовок, так и заготовок пространственно сложных форм. Устройство содержит источник постоянного тока, механизм установки электрода-инструмента относительно обрабатываемой поверхности заготовки, механизм прокачки электролита и оснащено системой автоматического управления, включающей последовательно включенные электрод-инструмент, линейный электропривод и блок управления, причем выходной сигнал блока управления подключен к входу электропривода, на плоском роторе которого жестко закреплен упомянутый электрод-инструмент. При этом к первому входу блока управления подключен задатчик межэлектродного зазора, ко второму его входу подключен выходной сигнал с датчика контакта заготовки и электрода-инструмента, а к его третьему входу подключен выходной сигнал сравнивающего элемента, к одному из входов которого подключен выходной сигнал источника эталонного блока питания, а ко второму входу подключен выходной сигнал датчика потери постоянного тока потребления, вход которого встроен в цепь питания источника постоянного тока. Технологический результат: повышение геометрической точности и качества обработанных заготовок. 1 ил.
Устройство для размерной электрохимической обработки заготовок, содержащее источник постоянного тока, механизм установки электрода-инструмента относительно обрабатываемой поверхности заготовки и механизм прокачки электролита, отличающееся тем, что оно оснащено системой автоматического управления, включающей последовательно включенные электрод-инструмент, линейный электропривод и блок управления, причем выходной сигнал блока управления подключен к входу электропривода, на плоском роторе которого жестко закреплен упомянутый электрод-инструмент, при этом к первому входу блока управления подключен задатчик межэлектродного зазора, ко второму его входу подключен выходной сигнал с датчика контакта заготовки и электрода-инструмента, а к его третьему входу подключен выходной сигнал сравнивающего элемента, к одному из входов которого подключен выходной сигнал источника эталонного блока питания, а ко второму входу подключен выходной сигнал датчика потери постоянного тока потребления, вход которого встроен в цепь питания источника постоянного тока.
| Устройство для размерной электрохимической обработки длинномерных нежестких деталей | 1988 |
|
SU1618536A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2301134C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2355523C1 |
| Устройство для регулирования межэлектродного зазора | 1981 |
|
SU998077A1 |
| JP 2009255243 A, 05.11.2009. | |||

