Изобретение относится к гидротехнике и может . быть использовано при строительстве напорных туннелей и шахт гидроэнергетических установок, имеющих в своем составе стальные облицовки с продольными гофрами. Известен способ монтажа стального трубопровода, включающий изготовление монтажных звеньев, транспортировку их на место монтажа, стыковку и сварку торцов 1, Недостатком этого способа является сложность стыковки торцов смежных звеньев при наличии у трубопровода продольных гофр. Известен также способ монтажа стального трубопровода с продольными гофрами, включающий изготовление монтажных звеньев, установку звеньев в проектное положение, фиксирование их и сварку торцов 2. Фиксирование звеньев согласно данному способу производят различными прокладками, что вызывает неточность фиксирования звеньев между собой и как следствие уменьшение прочности трубопровода. Цель изобретения - увеличение прочности трубопровода за счет повышения точнести стыковки звеньев. Цель достигается тем, что согласно известному способу звенья изготавливают с гофрами длиной, меньшей длины звена, а фиксирование звеньев осуществляют за счет установки в проемы между гофрами соседних звеньев болтов с прямоугольными головками, поворачивания их на 90°, причем гоотовку болта размещают под углами, образованными проемами звеньев, и затягивают болты гайками, а после сварки звеньев болты извлекают из проемов. На фиг. 1 изображено монтажное звено трубопровода; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - стык двух монтажных звеньев, с проемами на участках гофр; на фиг. 5 - то же, с заваренным проемом; на фиг. 6 - участок смонтированного трубопровода. Трубопровод монтируют следующим образом. При изготовлении монтажных звеньев 1трубопровода с продольными гофрами 2на их концах против гофр 2 оставляют проемы 3 (фиг. 1), например, путем вырезания отрезков гофр 2. Если гофры 2 наваривают на царги звеньев 1, то их (гофры) делают короче звеньев 1 заранее. После доставки звеньев на место монтажа, например в туннель, устанавливают их в проектное положение и совмещают торцы 4 смежных звеньев 1 (фиг. 2). Затем изнутри трубопровода заводят в проемы 3 болты 5 с прямоугольными головками 6, выполненными из несвариваемого (например, из бронзы) материала, и поворачивают болты 5 вокруг оси на 90° (фиг. 2). При этом головка болта оказывается под четырьмя смежными углами 7 выступающих торцевых звеньев 1. После поворота болтов 5 надевают на них шайбы 8 и затягивают гайки 9, при этом все углы 7 совмещаются в одной плоскости, После этого сваривают торцы 4, выполняя сварные швы 10 (фиг. 4) при помощи подкладок (не показаны). Извлекают из проемов 3 болты 5 и наваривают над проемами отрезки 11 гофр 2 (фиг. 5), завершая работы по монтажу трубопровода (фиг. 6). Таким образом, предложенный способ позволяет с незначительными затратами труда производить точную подгонку торцов монтажных звеньев трубопровода с продольными гофрами, что повышает прочность трубопровода.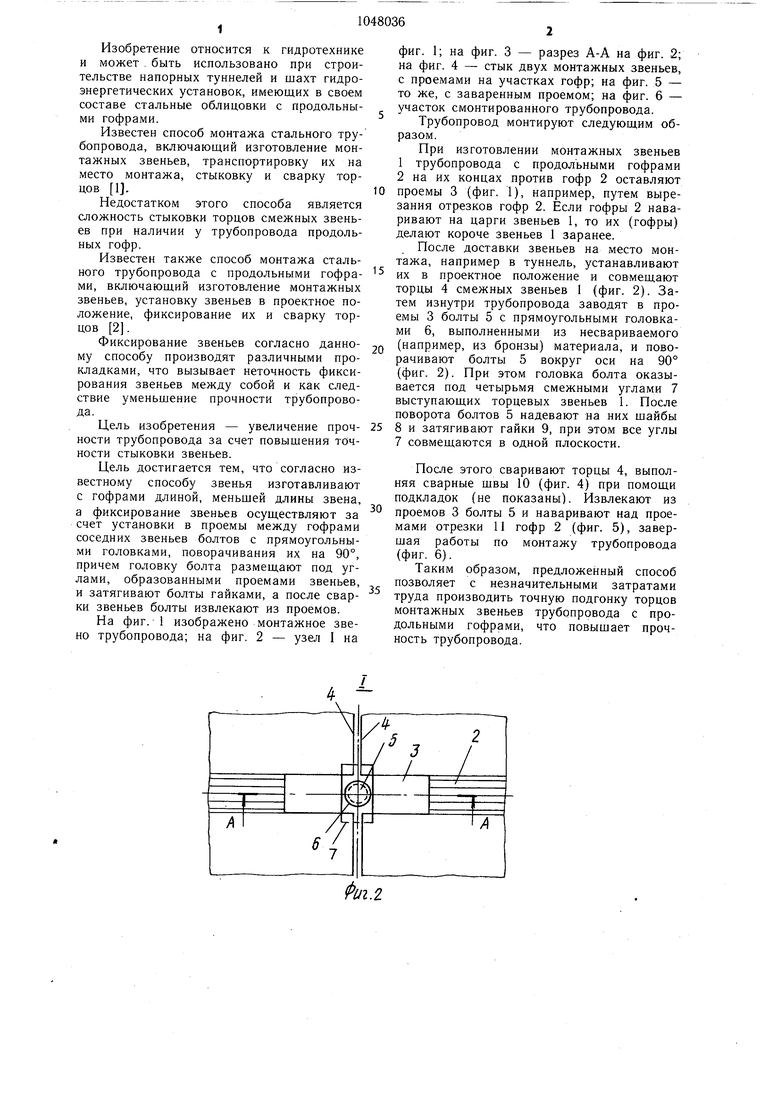

СПОСОБ МОНТАЖА СТАЛЬНОГО ТРУБОПРОВОДА С ПРОДОЛЬНЫМИ ГОФРАМИ, включающий изготовление монтажных звеньев, установку звеньев в проектное положение, фиксирование их и сварку торцов, отличающийся тем, что, с целью увеличения прочности трубопровода за счет повышения точности стыковки звеньев, звенья изготавливают с гофрами длиной, меньшей длины звена, а фиксирование звеньев осуществляют за счет установки.в проемы между гофрами соседних звеньев болтов с прямоугольными головками, поворачивания их на 90°, причем головку болта размешают под углами, образованными проемами звеньев, и затягивают болты гайками, а после сварки звеньев болты извлекают из проемов. $ сл L-i 4 СХ) о со С35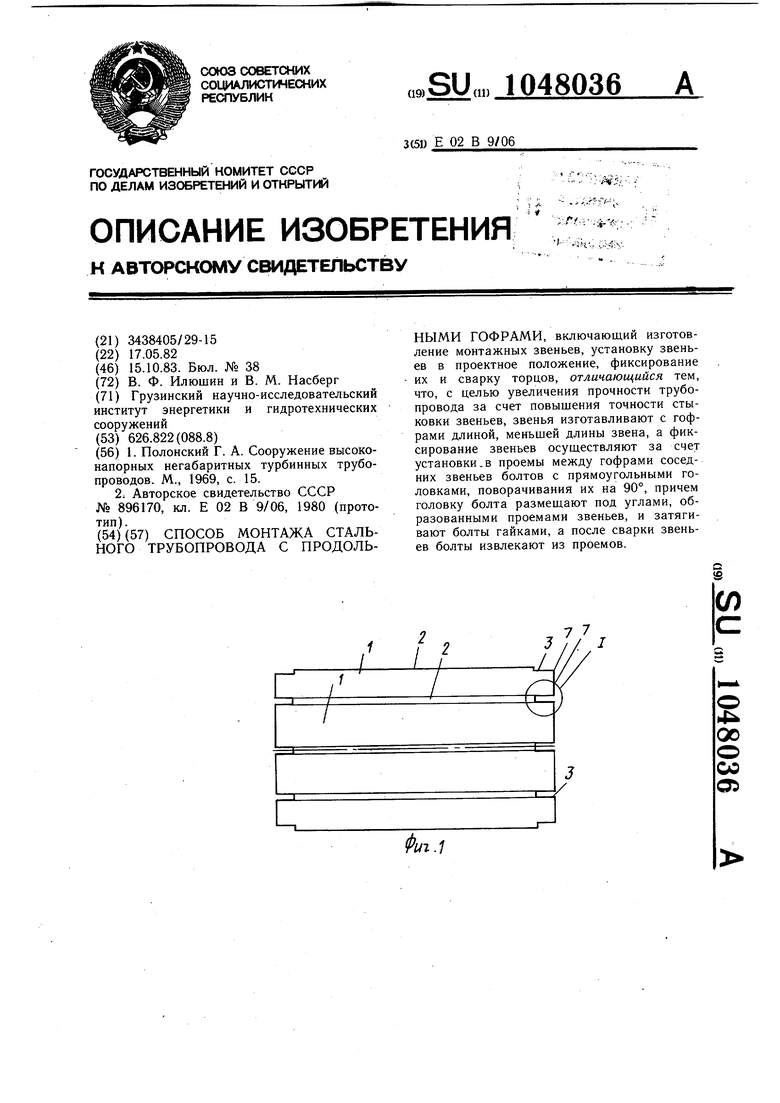
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Полонский Г | |||
| А | |||
| Сооружение высоконапорных негабаритных турбинных трубопроводов | |||
| М., 1969, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
