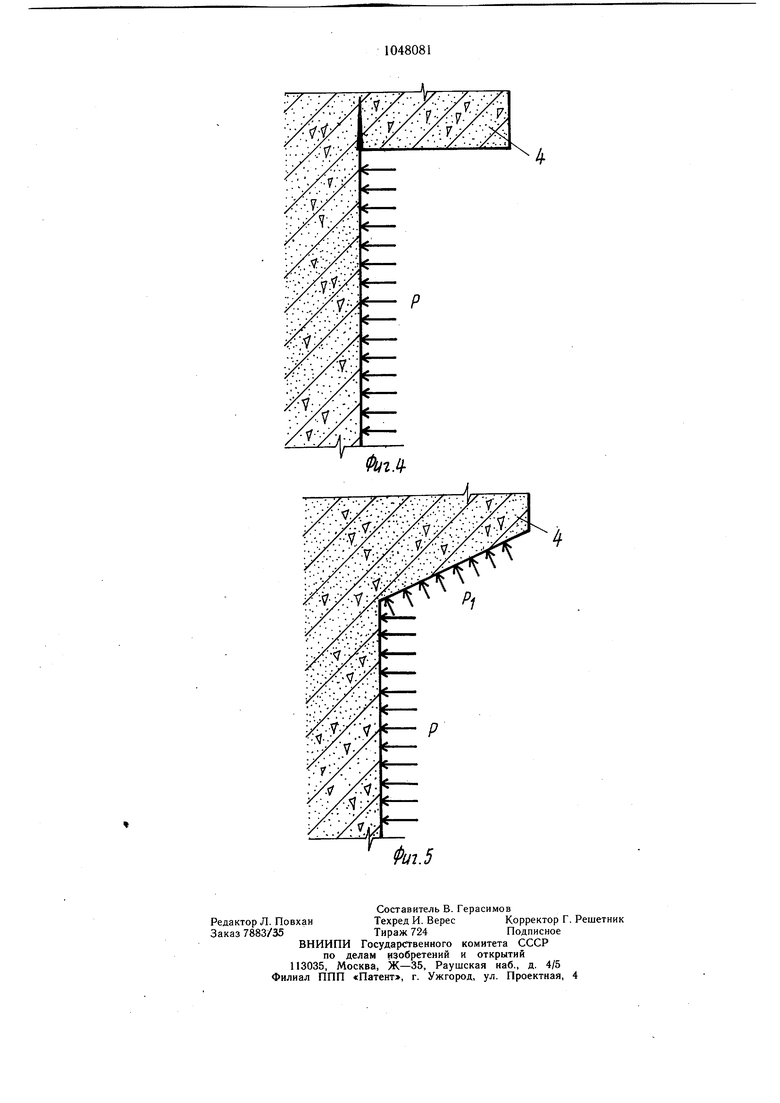
Изобретение относится к строительству специальных сооружений, а именно к преднапряженным конструкциям с арматурой, уложенной в каналы. Известен корпус высокого давления, содержащий арматурные элементы с анкерами, размещенные в каналообразователях 1. Недостатками известного корпуса являются большие потери преднапряжения из-за трения арматуры, сложность конструктивного выполнения, повыщенный расход металла на анкера. Известен также железобетонный корпус высокого давления, содержащий на боковой поверхности каналы для укладки арматуры, выполненные в виде кольцевых пазов 2. Недостаток этого корпуса заключается в концентрации растягивающих напряжений в угловой зоне перехода паза в выступ, которая может привести к образованию трещин. Радиальное давление обжатия от арматуры передается на днище паза, способствуя отрыву ненагруженного выступа. Трещинообразование в бетоне снижает надежность корпуса высокого давления. Целью изобретения является снижение трещинообразования в бетоне корпуса. Поставленная цель достигается тем, что в железобетонно.м корпусе высокого давления, содержащем на боковой поверхности каналы для укладки арматуры, выполненные в виде кольцевых пазов, каждый кольцевой паз выполнен трапециевидного поперечного сечения, при этом на боковых стенках паза образованы желобообразные канавки, расположенные с щагом, соответствующим Шагу навивки арматуры. На фиг, 1 показан железобетонный корпус высокого давления, общий вид; на фиг. 2 поперечное, сечение кольцевого паза без арматуры,- на фиг. 3 - то же, с уложенной арматурой; на фиг. 4 - расчетная схема распределения давления от арматуры для паза прямоугольного поперечного сечения; на фиг. 5 - то же, для паза трапециевидного поперечного сечения. На боковой поверхности железобетонного корпуса высокого давления 1 выполнены каналы в виде кольцевых пазов 2 для укладки предварительно напряженной арматуры 3. Каждый кольцевой паз выполнен трапециевидного поперечного сечения, пазы разделены выступами 4. На боковых стенках пазов образованы желобообразные канавки 5, расположенные с щагом S, соответствующим щагу навивки арматуры. Устройство работает следующим образом. На стадии предварительного напряжения в кольцевые пазы 2 железобетонного корпуса высокого давления 1 с помощью арматурно-навивочной мащины послойно укладывают арматуру 3. В каждом последующем слое витки арматуры укладываются в углубления между витками предыдущего слоя. Крайние витки каждого слоя укладываются в желобообразные канавки 5, образованные на боковых стенках пазов. При этом наряду с давлением обжатия Р на днище паза часть давления Р от крайних витков арматуры 3 передается на боковые стенки пазов, способствуя прижатию выступов 4 к корпусу и препятствуя трещинообразованию в угловой зоне. Благодаря применению изобретения снижается трещинообразование корпуса высокого давления. Дополнительное давление обжатия способствует также более равномерному преднапряжению корпуса высокого дав ления.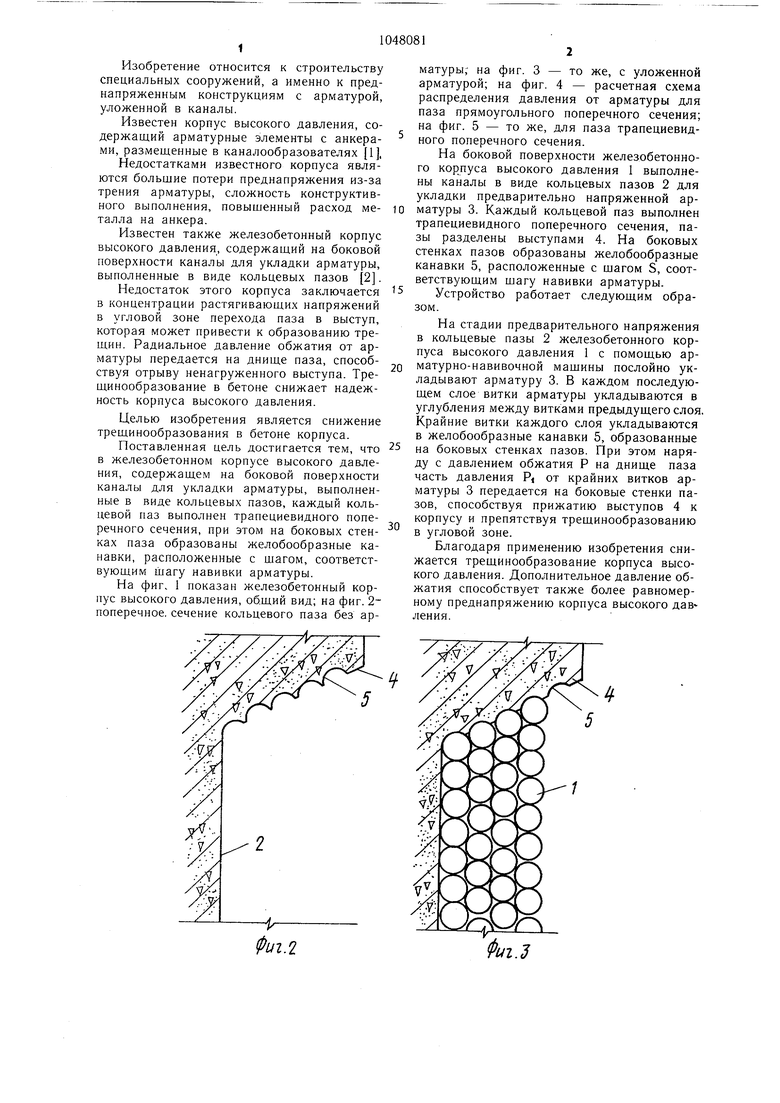
| название | год | авторы | номер документа |
|---|---|---|---|
| Анкер для закрепления витков гибкой арматуры и устройство для засылки на него навиваемой арматуры | 1982 |
|
SU1168685A1 |
| Устройство для предварительного напряжения железобетонного корпуса | 1981 |
|
SU998705A1 |
| Цилиндрический резервуар | 1980 |
|
SU939696A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ МНОГОПУСТОТНАЯ ЖЕЛЕЗОБЕТОННАЯ ПЛИТА ДЛЯ ДИСКОВ ПЕРЕКРЫТИЙ | 2007 |
|
RU2338851C1 |
| Железобетонный резервуар | 1981 |
|
SU996687A1 |
| Железобетонный полый стержневой элемент, способ изготовления железобетонных полых стержневых элементов и установка для его осуществления | 1989 |
|
SU1709046A1 |
| ПРЕДНАПРЯЖЁННАЯ ЗАЩИТНАЯ ОБОЛОЧКА РЕАКТОРНОГО ОТДЕЛЕНИЯ АЭС | 2015 |
|
RU2594501C1 |
| ЖЕЛЕЗОБЕТОННАЯ ПЛИТА СБОРНОГО ДОРОЖНОГО ПОКРЫТИЯ | 2007 |
|
RU2371536C2 |
| Цилиндрический предварительно напряженный железобетонный резервуар | 1990 |
|
SU1728449A1 |
| Анкер для закрепления витков гибкой арматуры и устройство для фиксации на поддоне формы анкера и его варианты | 1980 |
|
SU1052638A1 |
ЖЕЛЕЗОБЕТОННЫЙ КОРПУС ВЫСОКОГО ДАВЛЕНИЯ, содержащий на боковой поверхности каналы для укладки арматуры, выполненные в виде кольцевых пазов, отличающийся тем, что, с целью снижения трещинообразования в бетоне корпуса, каждый кольцевой паз выполнен трапециевидного поперечного сечения, при этом на боковых стенках паза образованы желобообразные канавки, расположенные с шагом, соответствующим щагу навивки арматуры. (Л 4:: 00 О 00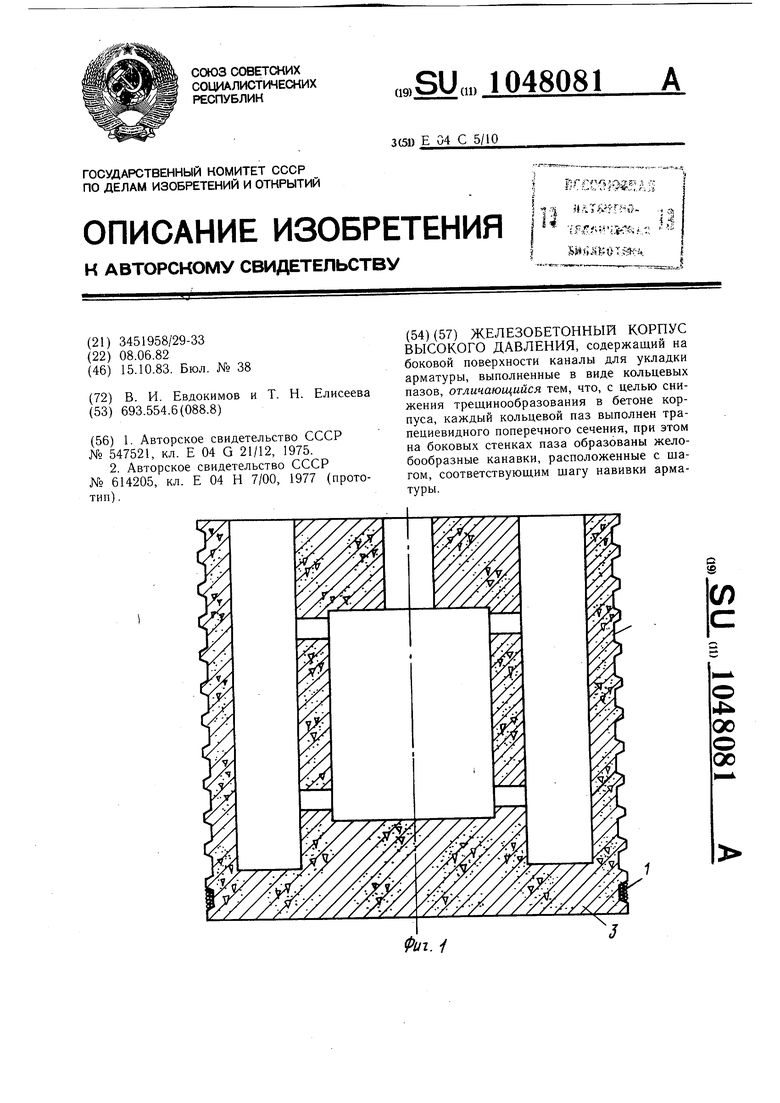
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для натяжения арматуры при изготовлении предварительно напряженных железобетонных изделий | 1975 |
|
SU547521A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Предварительно напряженный железобетонный корпус высокого давления | 1977 |
|
SU614205A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
