Изобретение относится к испытанию материалов и касается тарирования толщины масляной пленки по падению электрического напряжения в режиме нормального тлеющего разряда применительно к условиям работа, например, зубчатых передач.
Известен способ тарирования толщины масляной пленки, заключающийся в том, что пропускают через цилиндрические образцы постоянный ток, измеряют падение электрического напряжения и строят зависимость толщины масляной пленки в зазоре образцов от падения электрического напряжения fl .
Недостатком известного способа является недостаточная э.ффективност и достоверность результатов тарирования в условиях работы, например зубчатых передач, что обусловлено трудностью учета влияния падения напряжения на металлических поверхностях образцов, нагрева зоны KO Iтакта и реальной геометрии контакта образцов.
Целью изобретения является.повышение эффективности и достоверности , результатов тарирования толщкны масляной йленки.
Указанная цель достигается тем, что согласно способу тарирования толщины масляной пленки, заключающемуся в том, что пропускают через цилиндрические образцы постоянный ток, измеряют падение электри геског напряжения и строят аависимость толщины масляной пленки в .зазоре образцов от падения электрического напряжения, поверхность одного из образцов выполняют по спирали Архимеда и рассчитывают тарировочный коэффициент с учетом величин зазоров в радиальном направлении, учитывавмый при построении зависимости.
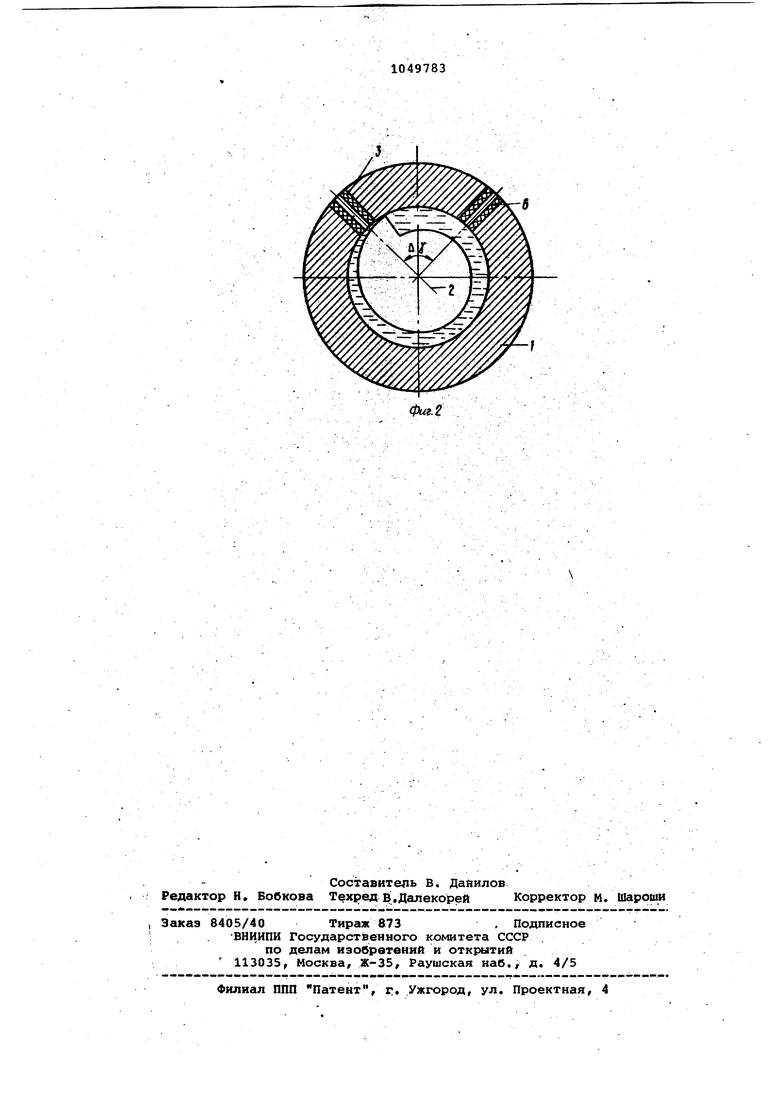
На фиг, 1 представлено устройств для осуществлений способа тарирования толщины масляной пленки; на фиг. 2 профиль зазора, образованны{1 образцами.i
Устройство содержит (фиг, 2 J образцы 1 и 2, размещен1бле в образце 1 в радиальных отверстиях электроды 3-6, вмонтированные заподлицо с поверхностью и электрически изолированные от образца 1, источник 7 постоянного тока (фиг, 1), амперметр 8, реостат 9, выключатель 10, многоканальный осциллограф 11, Количество электродов 3 кратно четырем, размещены в осевом направлении с углом 4 у между ними и попарно включаются в отдельные электрические цепи.
Способ тарирования осуществляетс следующим образом.
Через Цилиндрические образцы 1 и 2, зазор между поверхностями которых заполнен смазывающей жидкостью, пропускают постоянный ток, с помощью источника 7, Измеряют падение электрического напряжения в каждой электрической цепи с помощью осциллографа 11, При этом образец 2 , тем самым изменяют величину зазора между образцами 1 и 2, и следовательно, толщину масляной пленки. Строят зависимость толщины масляной пленки в зазоре образцов 1 И 2 от падения электрического напряжения.
Поверхность образца 2 выполнена по опирали Архимеда, благодаря чему при его вращении зазор за оборот изменяется от минимума до максимума. Рассчитывают тарировочный коэффициент с учетом величин зазоров в радиальном направлении по общей формуле
1C h,+ h2 h 3 h4
W fcl2
где h-jjh.hjfh зазоры между образцом 2 и электродами соответственно 3-6 f
Oi4
-падение напряжения на образцах (в силу инерции нагрева
012 НЬ34Ь см
-Падение наПряжет ия
на масляной пленке в первой и второй электрических цепях.
Положительный эффект обусловлен повышением эффективности и достоверности результатов тарирования толпнкы масляной пленки.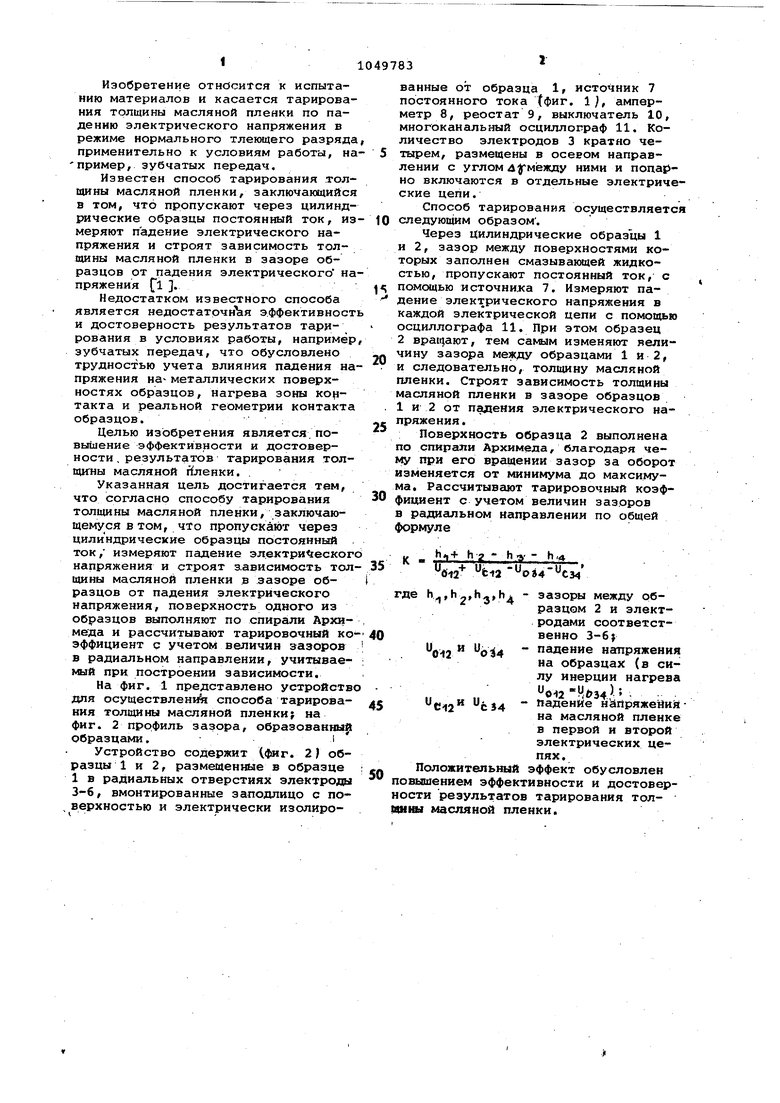
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБРАЗЕЦ Ю.М.ГУЗЕНКО ДЛЯ ТАРИРОВАНИЯ ТОЛЩИНЫ МАСЛЯНОЙ ПЛЕНКИ | 1990 |
|
RU2031390C1 |
| Способ оценки толщины масляной пленки | 1986 |
|
SU1355909A1 |
| СПОСОБ ОПТИМИЗАЦИИ ПРОФИЛЯ БОКОВОЙ ПОВЕРХНОСТИ ПОРШНЯ, ПОЛОЖЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И МИНИМАЛЬНОГО ЗАЗОРА МЕЖДУ ПОРШНЕМ И ЦИЛИНДРОМ ДВИГАТЕЛЯ В ХОЛОДНОМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2037802C1 |
| СПОСОБ ОЦЕНКИ РЕЖИМОВ ТРЕНИЯ В СОПРЯЖЕНИЯХ ЦИЛИНДРОПОРШНЕВОЙ И КРИВОШИПНО-ШАТУННОЙ ГРУПП ПОРШНЕВОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2391642C2 |
| Способ приработки кинематических пар трения в смазочной среде | 1980 |
|
SU941863A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОНЦЕНТРАЦИИ И РАЗМЕРА ЧАСТИЦ ПРИМЕСЕЙ В МАСЛЕ ИЛИ ТОПЛИВЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2110783C1 |
| Устройство для измерения толщиныСМАзОчНОгО СлОя B пОдшипНиКАХСКОльжЕНия | 1978 |
|
SU805100A1 |
| Способ оценки смазывающих свойств масел | 1990 |
|
SU1718031A1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ СМАЗОЧНОЙ ПЛЕНКИ ПРИ ШЛИФОВАНИИ КОМПОЗИЦИОННЫМ ШЛИФОВАЛЬНЫМ КРУГОМ | 1999 |
|
RU2167044C1 |
| Способ тарирования естественной термопары резец-деталь | 1984 |
|
SU1171218A1 |
СПбСОБ ТАРИРОВАНИЯ ТОЛЩИНЫ МАСЛЯНОЙ ПЛЕНКИ, заключающийся В том. что пропускают Через цилиндрические образцы постоянный ток, измеряют падение электрического напряжения и строят зависимость толщины масляной пленки в зазоре образцов от падения электрического напряжения, о т л и чающийся тем, что, с целью повышения эффективности и достоверности результатов тарирования, поверхность одного из образцов выполняют пб спирали Архимеда и рассчить(вают тарировочный коэффициент с учетом величин зазоров в радиальном направлении, учитываемый при построении зависимости. 9 4зь СО l 00 оо 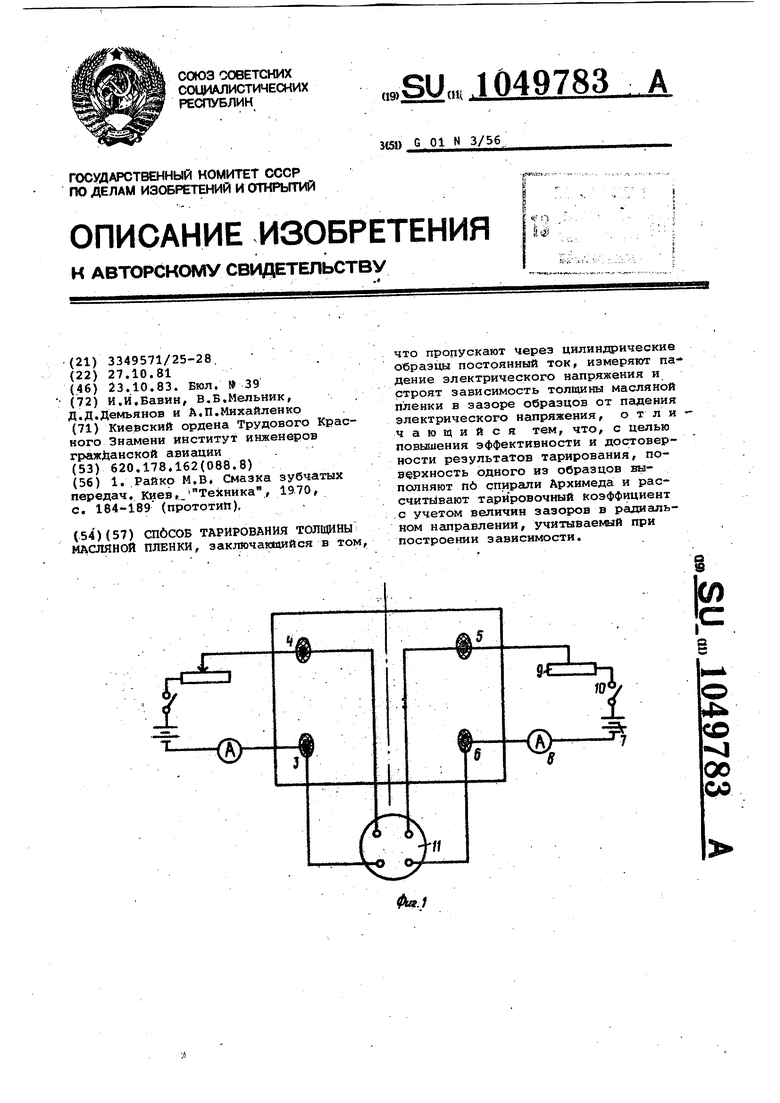
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Райко М.В, Смазка зубчатых передач, киев, | |||
| Техника, 1970, с, 184-189 (прототип), | |||
