сд
Фиг. 1
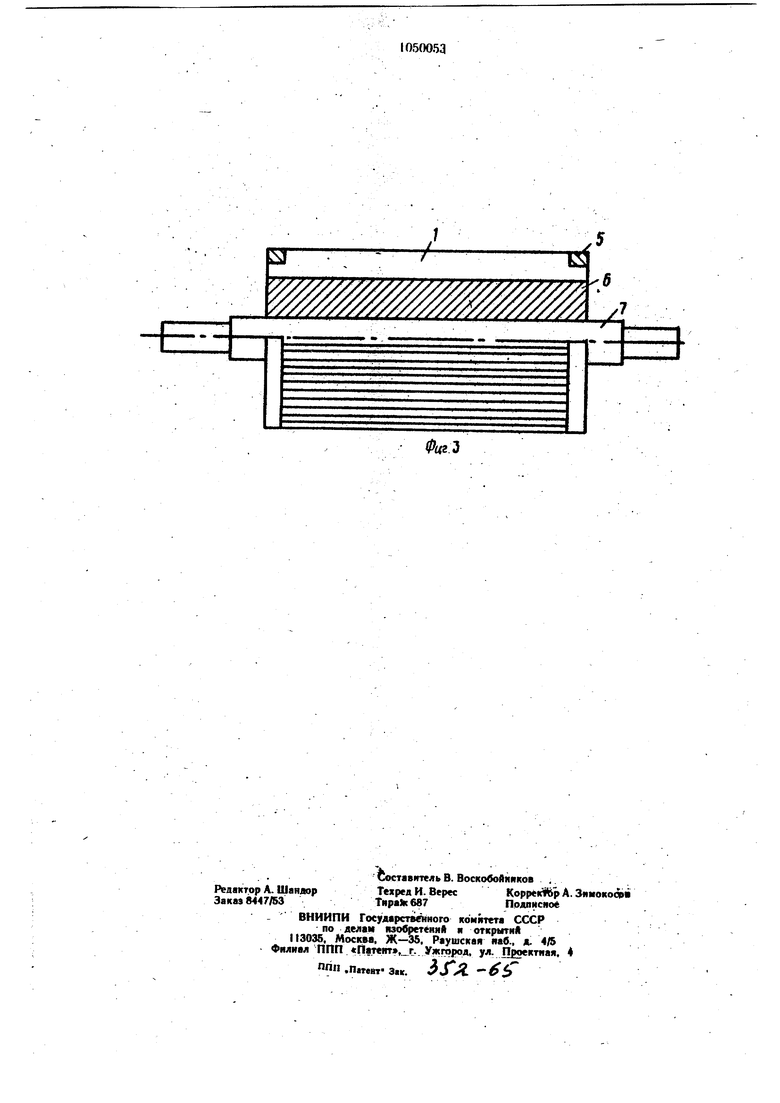
оо )етение относится к техйологин нз; готовления зубчатых массивных роторЬ алектрических машин и может.быть использовано в электротехнической промышленности. Известен способ изготовления зубчатого массивного ротора электрической машины, включаюш1Ий изготовление заготовки рЬтора заодно с валом из стальной поковки, термообработку, фрезеровку зубцов и мехдиическую обработку 11), Недостатками известного способа явлйются сложная технология изготовления и большая трудоемкость фрезеровки зубцов. Известен также способ изготовления зубчатого массивного ротора электрической, машины, включающий изготовление вала if заготовки сердечника ротора, формировав НИИ зубцовой зоны, соединение заготовки сердечника ротора с валом и механическую обработку J2}. Недостатком известного способа является сложная технология изготовления, так как формирование зубцовой зоны производят фрезерованием зубцов, что при роторах больших диаметров с большим количеством пазов значительно усложняет технологию изготовления. Целью изобретеиня является упрощение технологии.. Поставленная цель достигается тем, что согласно способу изготовления зубчатого массивного ротора электрической Машины, включающему изготовление вала и заготойки сердечника, ротора, формирование зубЦовой зоны, соединение заготовки сердечника роторахвалом и механическую обрабс гку, заготовку сердечника ротора образуют/ Ьз цилиндрической втулки и зубцов, г формирование зубцовой зоны производят на огфавке с размец1ен 1ем на ней зубцов il соединением их между собой, пекле 4er(i ((формироАаниую зубцовую зону закрепляют иа цилиндрической втулке.. На фиг. 1 показана оправка со сформированной на ней зубцовой на фиг. 2- вид А Н4 фиг. I с частичным разрезом; на фиг. 3 - показан зубчатый массивный ротор после сборки. Способ изготовления зубчатого массив; ного ротора электрической машииы осу шесталяется следующим образом. Зубцовую зону собирают отдельно на технологической оправке. Для этого зубць I вставляют между корпусом 2 оправки rt ее разборным поясом 3. Между зубцами I устанавливают дистанционные распорные клннья 4. После набора всей зубцовой зоны на зубцы одевают.металлическне кольца 5 и приваривают их к зубцам. Затем разборный пояс 3 сиимают, вынимают корпус 2. оправки и распориые клинья- 4. Готовуй зубцовую зону насажнвают на цйлиндри ческую втулку 6, заранее изготовленную н соединенную с валом 7. Собранный ротор протачивают до нужного диаметра. Таким образом, фрезеровка большого числа глубоких лазов на поверхности массивного ротора, вес которого может достигать нескольких тонн, на специальных фрезерных станках полностью исключается. Она -заменяется формированием зубцовой зоны иа оправке из готовых стержней н соединением их между собой сваркой на сварочных автоматах. Изобретение позволяет упростить технологию изготовления зубчатых массивных риторов электрических машин.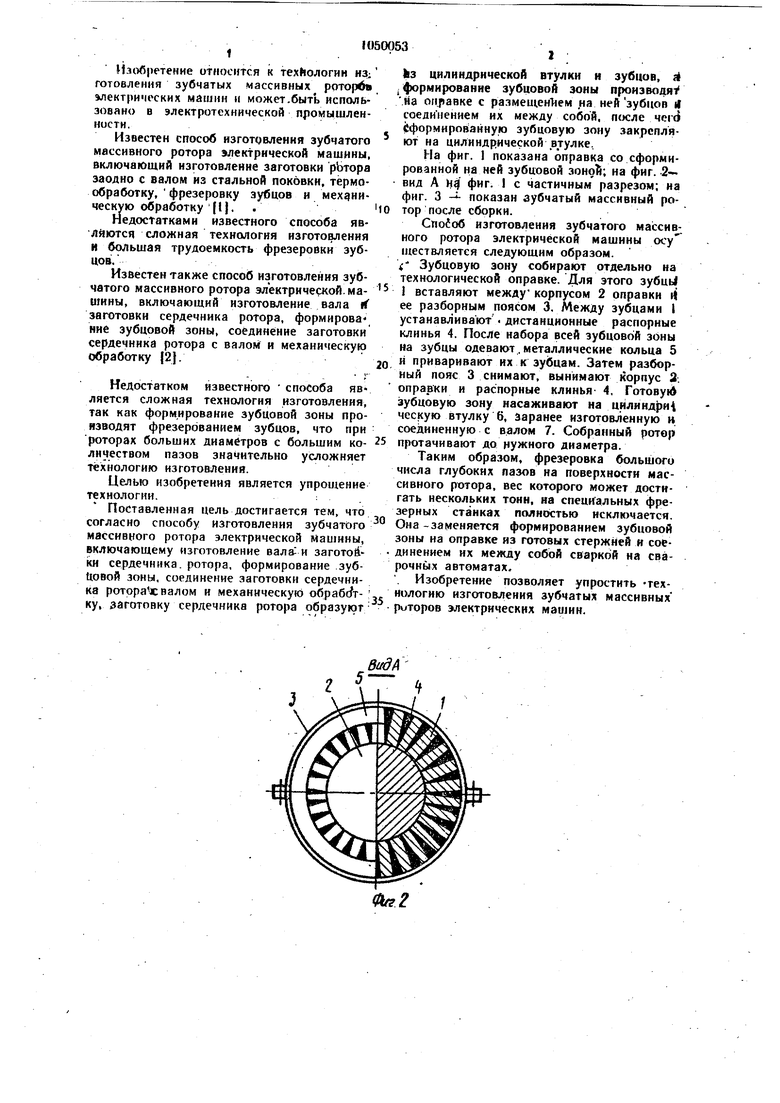
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2001 |
|
RU2209498C2 |
| Ротор электрической машины | 1985 |
|
SU1339756A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2269857C1 |
| ЯКОРЬ МНОГОФАЗНОГО СИНХРОННОГО ГЕНЕРАТОРА | 1991 |
|
RU2124796C1 |
| БЕСКОНТАКТНАЯ РЕДУКТОРНАЯ МАГНИТОЭЛЕКТРИЧЕСКАЯ МАШИНА С ЯВНОПОЛЮСНЫМ ЯКОРЕМ | 2010 |
|
RU2416860C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| РОТОР ШКИЛЬКО ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2045802C1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА | 1992 |
|
RU2079949C1 |
| БЕСКОНТАКТНАЯ РЕДУКТОРНАЯ МАГНИТОЭЛЕКТРИЧЕСКАЯ МАШИНА С АКСИАЛЬНЫМ ВОЗБУЖДЕНИЕМ | 2010 |
|
RU2437203C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО МАССИВНОГО РОТОРА ЭЛЕК.ТРИЧЕСКОЙ МАШИНЫ, включающий цзготовле{1ие вала и заготовки сердечника ротора, формирование зубцовой зоны, соединение, заготовки сердечника ротора с валом и механическую обработку, отличающийся тем, что, с целью упрощения технологии, заготовку сердечника ротора образуют из цилиндрической втулки и зубцов, а формирование зубцовой зоны производят на оправке с размещением на ней зубцов и соединением их между собой, после чего сформированную зубиовую зону закрепляют на цилиндрической втулке.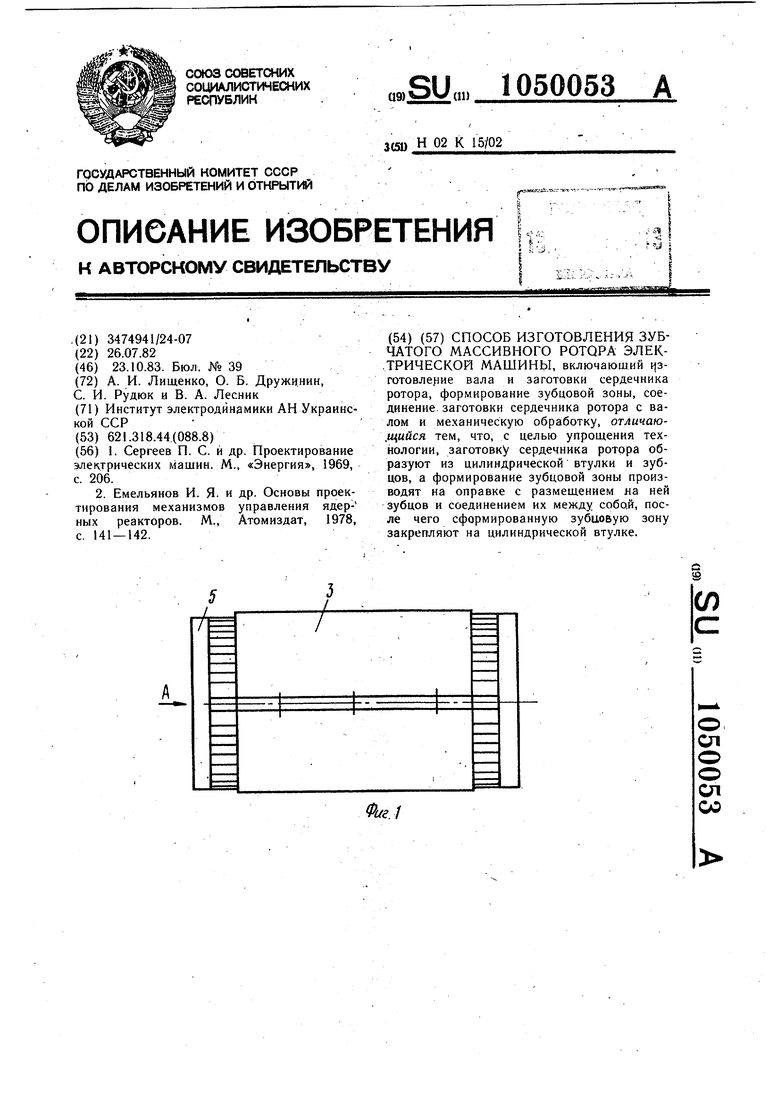
Вод А
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сергеев П | |||
| С | |||
| и др | |||
| Проектирование электрических машин | |||
| М., «Энергия, 1969, с | |||
| Гидравлический способ добычи торфа | 1916 |
|
SU206A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Емельянов И | |||
| Я | |||
| и др | |||
| Основы проектирования механизмов управления ядерных реакторов | |||
| М., Атомиздат, 1978, с | |||
| Топливник с глухим подом | 1918 |
|
SU141A1 |
