Изобретение относится к машиностроению и другим, отраслям где осуществляют сборку двух элвмен тов 1Гмею(цих сопряженные резьбовые соединения, например, таких,как тру бы, болты и др. точно определенным числом ниток резьбы и определенным крутящим моментом. Известен способ сборки резьбового соединения, двух элементов, при котором передают крутящий момент одному из элементов и контролируют величину этого момента I . Известно устройство для реализации этого способа,, содержащее средство для сообщения вращения одному, резьбовому элементу относительно другого и средство для измерения величины крутящего момента i . Недостатком известного способа и устройства, реализующего этот спо соб, является невозможность полу,чения надежного резьбового соединения с .ственной резьбой, так как контроль только величины крутящего момента.HQ гарантирует того,, что всоединении находится достаточное число витков резьбы. Причем в случае дефекта резьбы, когда крутящий момент достигает определенных SHfiчеиий информация о нем может быть ошибочно воспринята как информация об окончании процесса с качественно резьбой на элементах соединения, что приведет к получению некачественного, резьбового сое нения. Цель изобретения - повышение надежности и качества процесса сборки резьбового соединения. Цель достигается тем, что соглас но способу, ПРИ котором передают крутящий ьюмейт одному из элементов резьбового соединения и контролирую ют величину этого момента, определяют з:аданные максимальный и миниМалыши крутящие моменты для резьбового соединен.ия и опорный крутящий момент. При котором начинают счет числа оборотов одного элемента относительно другого для осуществления их резьбового соединения, при чем элементы разъединяют, если изме ряемый крутящий момент больше величины ., Моя ) мин . или меньше величины Иди ) где N - число оборотов одного элеь ента .резьбового соединения относительно другого эле мента; мин заданное минимальное число витков резьбового соединения - заданное максимальное число витков резьбового соединенняг заданный максимальный крутящий момент} заданный минимальный крутящий момент опорный крутящий момент. . Причем при осуществлении способа сбор1Ки прекращают счет числа оборотов, если измеряемый крутящий момент меньше опорного крутящего момента, и возобновляют счет числа оборотов, когда изМеряе1ллй крутящий момент становится равным опорному крутящему моменту. При этом устройство для осуществления способа, содержёццее средство для сообщения вращения одному рёзьбово,му элементу относительно другого и средство для измерения ве крутящего момента, снабжено средством Для счета числа оборотов одного элемента относительно другого и процессором, осуществляющим преобразование информации о числе оборотов. На фиг. 1 схематически представлено устройство для .сборки резьбового соединения; на фиг. 2 - график, иллюстрирукАций соотношения между крутящим моментом и числом оборотов при сборке резьбов.ого соединения. Хотя изобретение применимо для сборки различных резьбо.вых соединений, но в целях иллюстрации оно описано в связи с соединением одного отрезка трубы с другим с помощью соединительной муфты. Устройство для сборки резьбовых соединений содержит силовые захваты 1, вращакяцийся элемент 2 зажимного приспособления, предназначенный для захвата и вращения трубы 3. Нижний конец трубы 3 вворачивается в муфту 4 соединения, к которой подсоединяют также с помощью резьбы верхний конец второй трубы 5. ГиДромотрр & соединен с вращающимся элементом 2 зажимного при способ ления посредством приводного механизма ( показан). Линия 7 питания, снабженная клапаном 8, подсоединяется к .гидромотору б с целью подведения К нему энергии. Клапан 8 приводит в действие реле 9.Для измерения крутящего момента, создаваемого вращающимся элементом 2 зажимного приспособления на трубе 3, можно использовать любой подходящий прибор. Например, в вспомогательную линию 10, подсоединенную к силовым захватам 1, можно ввести электрический тензодатчик, который обеспечит электрический сигнал, свидетельствующий о наличии крутящего момента, создаваемого} вращающимся элементом 2 зажимного приспособления, так как этот крутящий момент пропорционален механическому напряжению вспомогательной линии 10. Устройство имеет средство, предназначенное для измерения величины крутящего момента, передаваемого вращающимся элементом зажимного приспособления, а от него трубе 3. Например, вращающийся элемент 2 зажимного приспособления мож но обеспечить рядом приливов.или выступов 11, которые, в свою очеред могут взаимодействовать с выключателем 12- таким образом, что выступы 11 последовательно зацепляют рычаг 13 выключателя 12 с целью замыкания на мгновение выключателя 12, когда вращающийся элемент 2 зажимного приспособления прйЬодится гидромотором 6, В результате этого по проводу 14 передаются серии мпульсов или отсчётов. Следовательно, пу тем подсчета числа замыканий выключателя 12 можно подсчитать число оборотов трубы 3- относительно муфты 4. Обычно приливы 11 приводят в действие выключатель 12 десять раз за один оборот трубы 3. Если соединительная муфта 4 уже жестко привернута к трубе 5, необходимо обращать внимание только ча достаточно непроницаемое для жидкос ти сочленение между трубой 3 и муф той 4, Однако, если соединительная муфта 4 просто свободно насажена на трубу.5, силовые захваты 1 обеспечивают сборку двух концов, т.е. захваты 1 собиргиот резьбовое соеда некие между трубой 3 и соединительной муфтой 4,, а также между соедини тельной муфтой 4 и трубой 5. В случае сборки труб 3 и 5 с двух сторон муфты 4 необходимо также измерять число оборотов муфты. Например,- обе спёчивают фрикционнбе Сцепление колеса 15 и муфты 4 по наружной повер ности муфты 4, благодаря чему враще ние этой муфты вызывает вращение ко леса 15 и соединительного колеса 16, установленного,на общем валу с колесом 15. на колесе 16 выполняют ряд рриливов или выступов 17 таким образом, чтобы они зацепляли рычаг 18 второго выключателя 19. Выключатель 19 обеспечивает серии импульсо или отсчетов в проводе 20 с целью I обеспечения показания числа оборото соединительной муфты 4. Выосодной сигнал от тензодатчйка 21,.который измеряет крутящий момен прикладмваемый захватами к трубе 3, с помощью проводов 22 и 23 передает ся в преобразователь 24 (преобразонатель напряжения) , а затем передается на подсистему 25 ив микропроцессор ,26, который содерасит постоян ное запоминающее устройство 27 и за покшнаххцее устройство 28 с пронзвоя .ной шборкой. Значение числа оборотов верхней трубы 3 передается в микропроцессор 26 по проводу 14, а значение числа оборотов нижней части соединительной муфты 4 передается в микропроцессор 26 по проводу20. Возврат системы в исходное положение перед соедине- нием каждой пары резьбовых элементов обеспечивается переключателем 29 возврата в исходное состояние. На пульте 30 управления предварительцо устанавливают различные значения в зависимости .от типа собираёмого сочленения, такого, как определенный р.,азмер, вес, класс и тип соединения труб. Переключатели в виде зубчатых колес 31-33 предназ-. начены для устгшовки значений низких, минимальных и аксимальных оборотов соответственно. Переключатели в виде зубчатых колес 34-36 предназначены для введения в систему информации о значениях максимального, минимального и опорного крутящих моментов. Для установки режима работы системы имеются различные, приводикые в действие вручную переключатели, такие как переключатель 37 автоматического корректирования числа оборотов, переключатель 38 с автоматического управления на ручное и переключатель 39 с одинарной сборки на двойную. Для обеспечения оператора мгновенной информацией относительно числа оборотов и прилагаемого крутящего момента во время хода сборки, существуют различные индикаторные устройства 40. Индикаторное устройство 40 обеспечивает считывание числа оборотов трубы 3, индикаторное устройство 41 - считывание оборотов муфты 4, индикаторное устройство 42считывание информации о .крутящей моменте, прилагаемом захватами 1, а индикаторное устройство 43 - считывание значений, показывающих величину максимального крутящего момента, приклацзмваемого захватами 1 в процессе сборки. Имеется регистрирующее устройство 44, в качестве которого можно использовать устройство вычерчивания .графиков на ленте. Это устройство, предназначенное для ре- , гистрации как величины прикладываемого крутящего момента при вращении, так и введенных в систему значений, обеспечивает тем самым регистрацию сборки каясйого сочленения. Канал 45 входа-выхода обеспечивает связь меж-, ду процессором 26 и пультом 30 управления и регистрирующим устройством 44. Сигнальные лампочки 46 и 47 показывают, хорошо лй осуществляется сочленение, или плохо, а динамик 48 и сирена 49 обеспечивают подачу звукового сигнала о том, хороыгш или плохая сборка производится устройством.
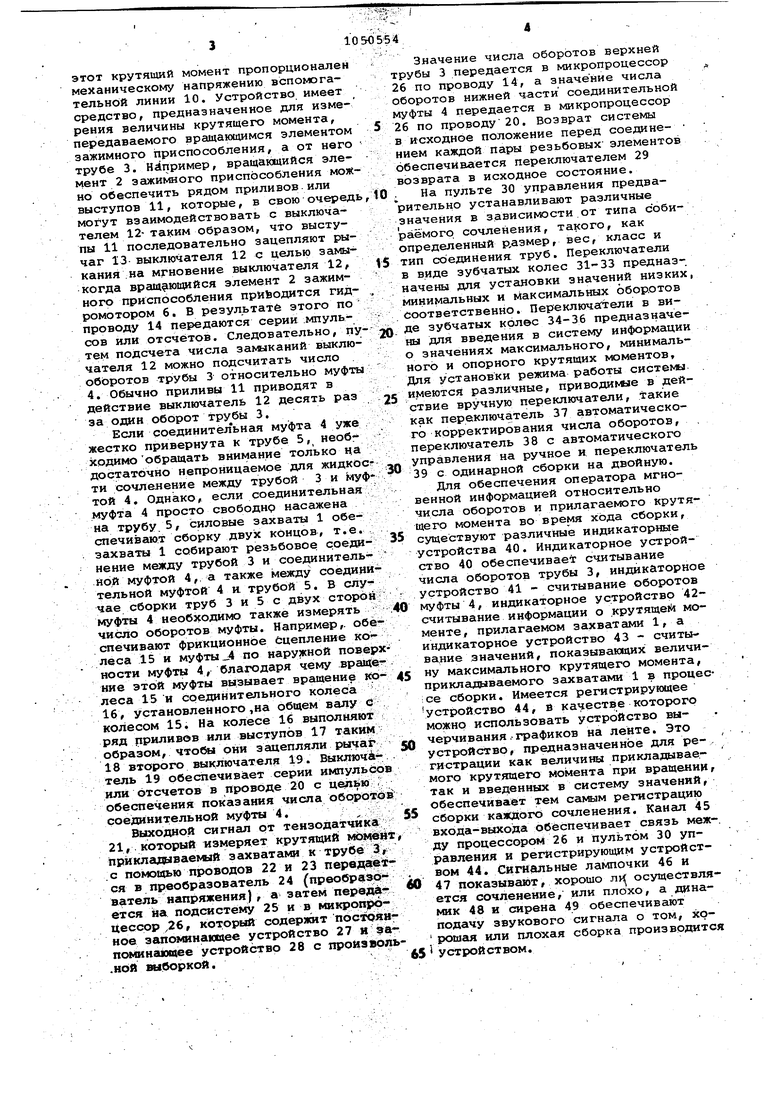
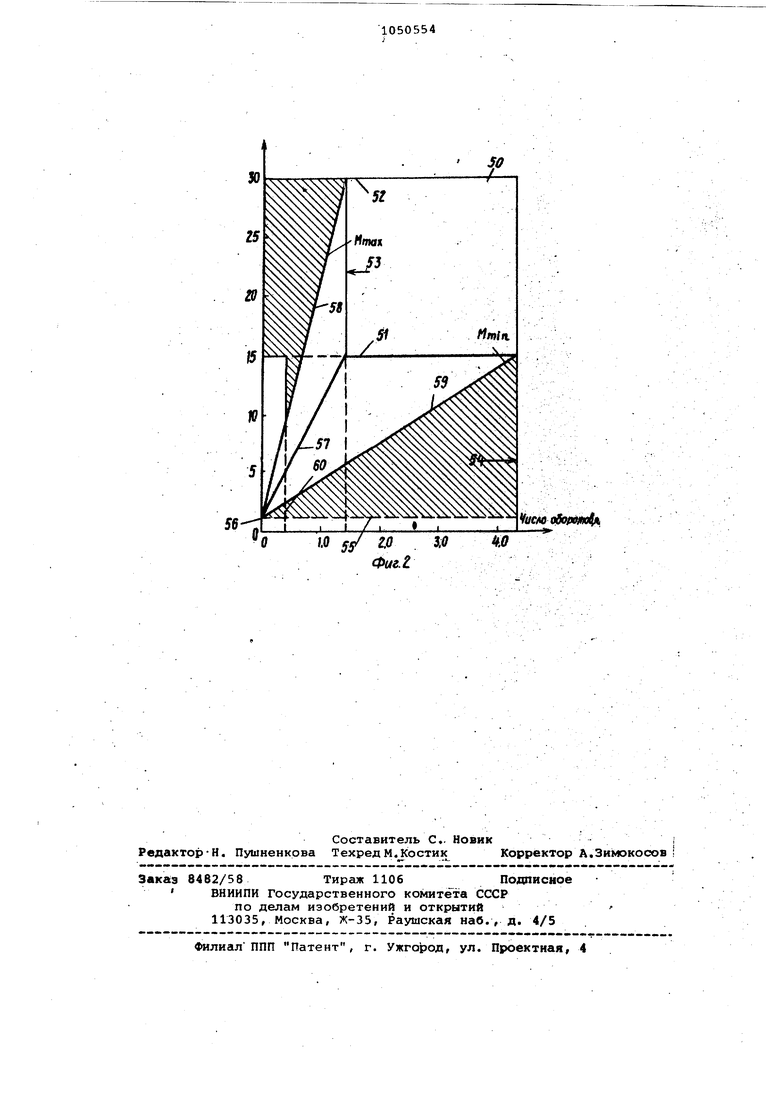
Известно, если зацепляется определенное число ниток резьбы и при кладывается определенный крутящий момент при надлежащей очистке и применении определенных присадочных составов для труб, резьбовое соединение герметично. Если измеряемый крутящий момент и измеряемое число оборотов находятся/в пределах квадрата 50-при окончании сборки, соединение обычно считается хорошим. Квадрат 50 ограничивается номинальным значением величины минимального крутящего момента (прямая 51), номинальным значением максимального крутящего момента (прямая 52), линией 53 минимального числа оборотов и лииией 54 максимального числа оборотов. Однако, если величины измеря емых крутящего момента и оборото:в выходят за пределы квадрата 50, резьбовое соединение считается плохим сочленением.
Когда собирают один элемент резьбового соединения, т.е. соединяют один элемент с другим элементом, то один элемент (н-апример, трубу 3) вращают относительно другого элемента (например, соединительной муф ты 4). Когда начинают зацепляться взаимодействующие нитки резьбы труб 3 и соединительной лyфты 4 , требуется больший крутящий момент для вращени трубы 3. Когда прикладываемый крутящий момент достигает заранее заданной точки, она называется опорным крутящим моментом (МОП), помазанном линией 55. (фиг. 2), и является на чальной точкой отсчета числа оборотов труОы 3. При сборке резьбового соединения существуют соотношения между прикладываелжлм крутящим моментом и числом зацепляемых ниток резьбы. Используя правильный метод, можно определить значение величины опорного крутящего момента (линия 56.) , точки плотной герметизации и конца удачной сборки, находящихся в квадрате 50 хорошего сочленения. Соотношение между прикладываемым крутящим моментом и числом оборотов не принималось во внимание до тех пор, пока не достигалась конечная точка сборки, и на этой стадии определяли хорошее сочленение или плохое. Например, сочленение считалось плохим если достигался избыточный крутящий момент при недостаточном количестве введенных в зацепление ниток резьбы или если сообщалось избыточное число оборотов резьбовому элементу.
Если процесс сборки проходит по линии 57 с показанным соотношением между КРУTJ iUHM моментом и оборотами это свидетельствует об идеальном типе сборки и хорошем сочленении.
Желательно скорее определить любой ожидаемый вид поврежления, чтобы не допустить дополнительного повреждения .соединительной муфты 4 или трубы 3 или 5. Например, если соединительная муфта 4 содержит дефектную резьбу, то непрерывное прикладывание крутящего момента может вызвать повреждение совместно действующей резьбы. Другой .недостаток непрерывного приложения крутящего момента состоит в том, что чрезмерное повреждение резьбы делает очень трудным и трудоемким разъединение дефектн1ых элементов, приводящее к потери времени.
С помощью предлагаемого способа и устройства -для его осуществления подсчет оборотов сравнивается с приложенным измеренным крутящим моментом с момента появления опорного крутящего момента 55; а рез,ультаты во время непрерывной сборки резьбового соединения должны находиться в пределах некоторых точно определенных параметров, либо сборку разъединяют.
Таким образом, изобретение предназначается для предсказания случая, плохого сочленения, не ожидая конца сборки сочленения.
Участок управления параметрами процесса сборки лежит между прямыи 58 и 59. Низкие обороты показаны линией 610. Во время сборки фактический наклон кривой соотношения между крутящим моментом и числом обоpoTOB должен непрерывно оставаться в пределах указанных границ, либо делается вывод о механическом повреждении или уте.чке.
Для осуществления способа сборки езьбового соединения определяют заданные максимальный и минимальный крутящие моменты .для резьбового соединения и опорный крутящий момент, при котором начинают счет числа обоотов одного элемента относительно другого Для осуществления из резьбового соединения, причем элементы разъединяют, если измеряемый крутяий момент больше величины.
.маке
N (М ИР М on ) , U
;- т Поп ,
«ИИ
ли меньше, величины N (Мкр - Мрп )
+ М
ОГ t
маю
де N - число оборотов одного элемента (например, трубы 3) относительно другого элемента (например, муфты 4); заданное минимальное число
пмим витков резьбового- соединения; заданное максимальное число
/макс витков резьбового соединения; |иакс заданный максимальный крутяМ
кр щий момент;
- заданный минимальный крутяЦИй,момент; - крутящий момент.
Если измеряемый крутящий момент оказывается меньше опорного, прекращают счет чясйа оборотов, и возобновляют счёт числа оборотов, ког;па иэмеряеАий крутящий момент становится р11Вным опорному крутящему монен«УСведения о текущих параметрах сборкирезьбового сое нення поступают в процессор 26, обрабат.ываются и выда.ются в виде наглядной информации (световой лампочками 46 и 47,
и звуковой - динамиком 48 и сиреной 49 Использование предлагаемого спо соба и устройства для сборки резьбового соединения,позволит получить качественное и надежное соединение
различны узлов и деталей машин.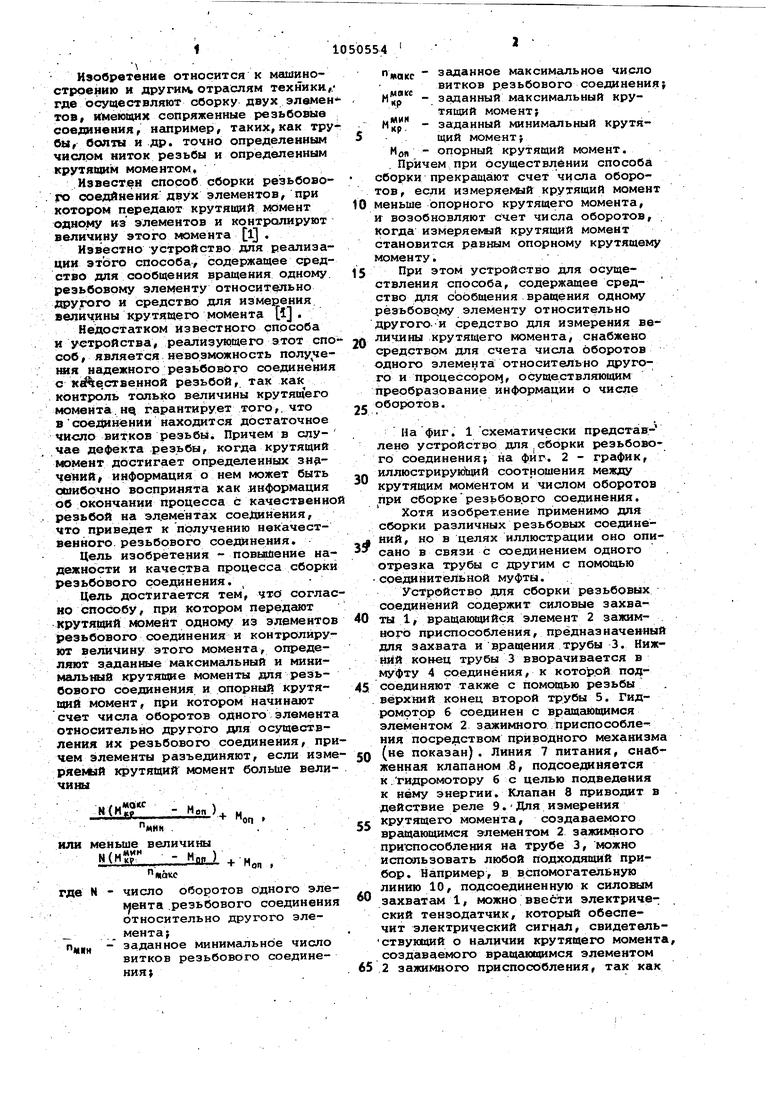
| название | год | авторы | номер документа |
|---|---|---|---|
| БЫСТРОРАЗЪЕМНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ С МНОГОЗАХОДНОЙ РЕЗЬБОЙ | 2016 |
|
RU2687696C1 |
| Приводной трубный ключ | 1978 |
|
SU940636A3 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2006 |
|
RU2324857C1 |
| ТРУБЧАТОЕ СОЕДИНЕНИЕ СО СПИРАЛЬНО ПРОХОДЯЩИМ ВЫСТУПОМ ПЕРЕДАЧИ МОМЕНТА | 2013 |
|
RU2659291C2 |
| ТРУБНОЕ СОЕДИНЕНИЕ СО СПИРАЛЬНО ПРОХОДЯЩИМ ВЫСТУПОМ ПЕРЕДАЧИ МОМЕНТА | 2016 |
|
RU2716096C2 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ СОЕДИНЕНИЯ ТРУБНОГО КОМПОНЕНТА | 2015 |
|
RU2715569C2 |
| АВТОМАТИЧЕСКИ РЕГУЛИРУЕМАЯ ПРИВОДНАЯ ЧЕЛЮСТЬ ТРУБНОГО КЛЮЧА | 2009 |
|
RU2525241C2 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ С КЛИНОВИДНОЙ РЕЗЬБОЙ И ТВЕРДОСМАЗОЧНЫМ ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2554672C2 |
| РЕЗЬБОВОЕ ДВУХУПОРНОЕ СОЕДИНЕНИЕ С ВЫСОКИМ ПЕРЕДАВАЕМЫМ КРУТЯЩИМ МОМЕНТОМ | 2008 |
|
RU2386887C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЗЬБОВЫХ ЭЛЕМЕНТОВ НЕФТЕПРОМЫСЛОВЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2270744C2 |
1. Способ сборки резьбового соединения двух, элементов,, при котором передают крутящий.момент одному }1Э элементов и контролируют величину этого момента, отличающ и .и с я тем, что, с целью повышения надежности и качества процесса, определяют заданные мaкcи 4aл.ьный и минимальный крутящие моменты для резьбового соединения и опорный крутящий момент, при котором начинают счет числа оборотов одного элемента относительно другого лля осуществлё,ния их резьбового соединения, причем элементы разъединяют, если измеряемый крутящий момент больше величины ц f.. ма« ..) + м У к en или меньше величины N/ и мин оя ) 4-м дм кр on г Iпмакс где N - число оборотов одного элемента резьбового соединения относительно другого элемента } мии заданное минимальное число витков резьбового соединения; заданное максимальное число шакс витков резьбового соединения; макс М заданный, максимальный крутяКр щий момент; lOKH М заданный минимальный крутяКР щий момент; . Моп опорный крутящий момент. СУ 2.Способ по п. 1, .отличающийся тем, что прекр..ащшот . счет числа оборотов, если измеряемый крутящий момент меньше опорного крутящего момента, и возобновляют счет числа оборотов, когда измеряемый крутящий момент становится равным опорному крутящему моменту. 3.Устройство для сборки резьбового соединения, содержащее средство для сообщения вращения одному Ol .резьбовому элементу относительно другого и средство для измерения 01 величины крутящего момента, от4 |ЛИчающееся тем, что, с целью повышения надежности и. качества процесса, оно снабжено средством для счета числа оборотов одного элемента относительно другого и процессором, осуществляющим преобразование информации о числе оборотов.
24
9
пт
чV
2/
J
facM oSopoma
HO Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Рабинович А.Н | |||
| и др | |||
| Сборочные машины и линии непрерывного действия | |||
| Киев, 1965, с | |||
| Механический грохот | 1922 |
|
SU41A1 |
