- Ц(ptftJ Изобретение относится к машине.строению, в частности к бандажам валков среднеходных мельниц, предназначенных дйя размола угля на теплоэлектростанциях, но может быт использовано для размола материало в горнорудной, металЛур гической, химической и пищевой промышленност а также в промышленности строймате риалов. Известен бандаж валка углеразмольной среднеходной мельницы, представляющий собой полый усеченный конус с углом между образующей наружной поверхности и осью вращения 15°,. выполненный полностью из.белого мартенситного легированного износостойкого чугуна с профилем размалывающей поверхности в виде. ПРЯМ.ОЙ линии С ЗНедостатками этой конструкции являются нерациональный расход леги рованного чугуна, высокая трудоемкость механической обработки и низкий срок службы. Известен бандаж катка углеразмольной мельницы, изготовленный, также полностью из белого мартенсит ного легированного износостойкого чугуна, в котором для повышения срока службы профиль размалывающей поверхности выполнен в виде ломаной лин-ии 2. Недостатками указанной конструкции являются также нерациональный расход легиро.ванного чугуна, высока трудоемкость механической обработки и пониженная производительность мел ницы в начальный период.работы. Наиболее близким к предлагаемому яо технической сущности и достигаемому результату является бандаж валка углеразмольной мельницы, пред ставляющий собой полый усеченный конус с углом между образующей наружной поверхностью .и осью вращения 15 , состоящий издвух частей в вид слоев, причем наружньш слой полноетью формирует размалывающую поверхность .с прямолинейным профилем, имеет одинаковую толщину по высоте бандажа, равную 25 мм, и выполнен из белого мартенситного легированно го износостойкого чугуна, а внутрен ний слой, выполнен из легкообрабатыв емого серого чугуна Сз 3. Недостатком данной конструкции яв ляется малый срок службы бандажа 1(елъ изобретения - повышение срока службы бандажа валка мельницы Поставленная цель достигается те что в бандаже валка мельницы, имею™ щем вид полого усеченного конуса, состоящего по меньшей мере из двух частей в виде тел вращения, выполненных из материалов с различной износостойкостью, последние образую размалывающую поверхность бандажа, причем толщина наиболее износостойкой части в плоскости большего диаметра составляет (0,5-0,7 ) толщины стенки полого усеченного конуса, а высота - (0,75-0,8) его высота. Причем материалы с различной износост©йкостью выполн.ены из чугунрв с соотношением коэффициентов отно- сительной износостойкости 1:(3-5). Наиболее износос ойкая часть имеет в радиальном сечении.форму треугольник.а. На фиг. 1 изображен, бандаж валка мeльницыf на фиг. 2 - разрез А-А на фиг, 1. , Бандаж состоит из трех частей, изготовленных из металлов с различной износостойкостью, жестко соединенных между собой. Часть.1 бандажа, прилегающая к торцу, большего. диаметра и образующая часть размалывающей поверхности, выполнена из материала с наибольшей-износостойкостью - преимущественно из белого . мартенситного, легированного износо стойкого чугуна с твердостью более 60 HRC и представляет собой, в целях рационального использования легиро.ванного чугуна, в радиальном сечении форму треугольника с одной из вершили, лежащей на образующей /размалывающей поверхности, отстоящей на расстоянии 0,75-0,8 высоты бандажа от торца большего диаметра, и с, противолежащей стороной, составляющей 0,5-0,7 толщины стенки детали. Часть 2 бандажа с размалывающей поверхностью у торца меньшего диаметра выполнена из металла, преимущественно .белого нелегированного чугуна с т-вердостью 36-42 HRC, с износостойкостьюв 3-5 раз меньшей, чем часть 1,байдажа у торца большего диаметра. Часть 3 бандажа, образукядая внутреннюю поверхность, выполнена из. легкообрабатываемого металла, например серого чугуна с твердостью менее 250 НВ. В предлагаемой конструкции .износ бандажа происходит болееравнолюрно, так как размалывающая поверхность выполнена из металлов с различной . износостойкостью. Поскольку темп износа и износостойкость чугуна у горца малого диаметра в 3-5 раз мйньше,чем в области максимального износа, то интенсивность износа по , длине образующей в области максималь-. ного и минимального износа выравнивается. В переходной области (0,50,75 длины обоазующей от торца большего диаметра) ё начальный период работы наблюдается выпуклость, которая положительно сказывается на производительности мельницы, так как соответствующее место брони .стола мельницы изнашивается наиболее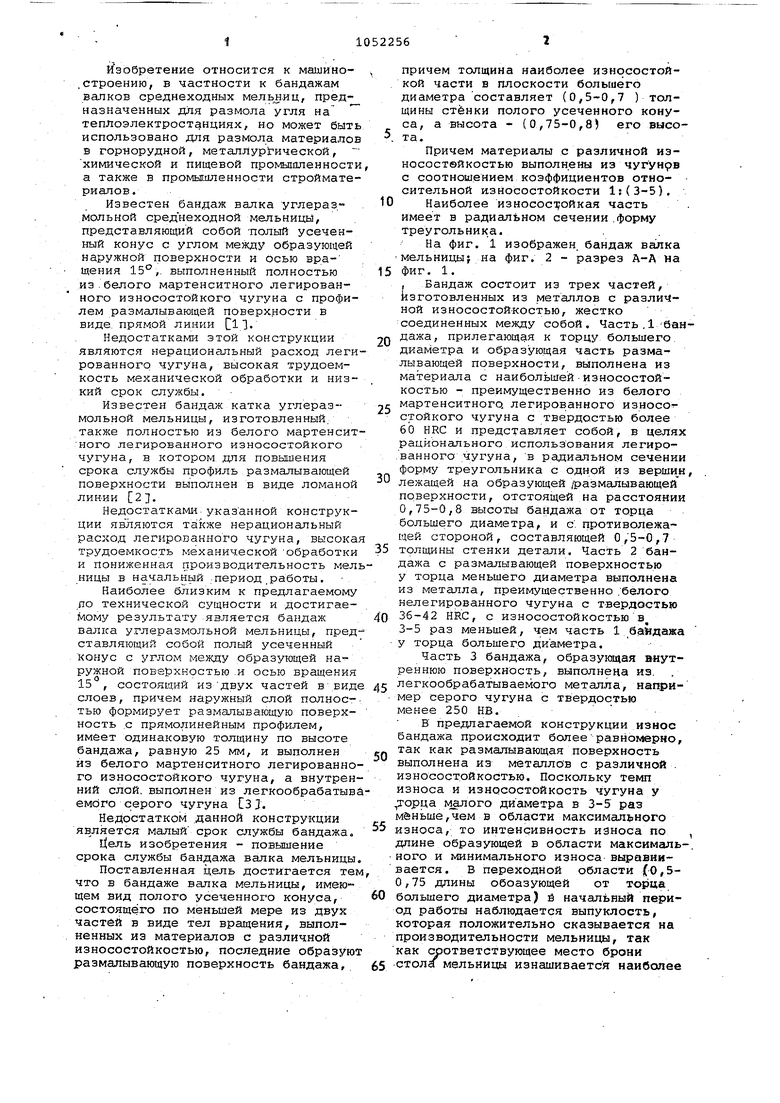
| название | год | авторы | номер документа |
|---|---|---|---|
| Бандаж размольного валка среднеходной мельницы | 1981 |
|
SU1053875A1 |
| Валковая среднеходная мельница | 1986 |
|
SU1666178A1 |
| ИЗНОСОСТОЙКИЙ ЧУГУН | 2003 |
|
RU2234553C1 |
| ВАЛКОВАЯ МЕЛЬНИЦА | 1991 |
|
RU2023509C1 |
| ИЗНОСОСТОЙКИЙ ЧУГУН | 2009 |
|
RU2401317C1 |
| Бандаж валка среднеходной мельницы | 1987 |
|
SU1745335A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЛЕГИРОВАННОГО ЧУГУНА | 2009 |
|
RU2395366C1 |
| МЕЛЮЩАЯ СРЕДА ИЗ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ ИЛИ ЛИТЕЙНОГО ЧУГУНА, А ТАКЖЕ СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2292240C2 |
| Деформирующий инструмент ротационной вытяжки осесимметричных оболочек из высокоуглеродистых и легированных сталей | 2016 |
|
RU2629417C1 |
| Бандаж размольного валка мельницы | 1985 |
|
SU1377143A1 |
1, ВАНДАЯ ВАЛКА МЕЛЬНИЦЫ, преимущественно для измельчения угля, в виде полого усеченного конуса, состоящего по меньшей мере из двух частей в виде тел вращения, выполненных из материалов с различной износостойкостью, о т л и ч а гоад и и с я тем, что, с целью повышения срока службы, материалы с различной износостойкостью образуют размалывающую поверхность бандажа, причем толщина наиболее износостойкой части в плоскости большего диамете а составляет 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гарбер М.Е | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| и др | |||
| Исследование ,влияния износа и изменения начальноiго профиля мелющих элементов на работу мельниц типа МВС | |||
| - Теплоэнергетика, 1973, № 2, с | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Под ред | |||
| А.Я | |||
| Иоффе.Ленинградский дом J научно-технической пропаганды, 1982, с | |||
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
