2. Устройство для монтажа спиральных проволочных резьбовых вставок, содержащее корпус со сквозным осевым отверстием и ключ, установленный в нем с возможностью перемещения, отличающееся тем, что оно снабжено втулкой, на торцовой поверхности которой выполнен зуб, предназначенный для взаимодействия с верхним концом вставки, корпус выполнен ступенчатым, на малой ступени которого закреплена втулка, на рабочей головке ключа выполнен зуб, предназначенный для взаимодействия с нижним концом вставки и размещаемый при фиксации концов последней в пазу, который выполнен на торцовой поверхности малой ступени корпуса, боковая поверхность которой выполнена с эксцентриситетом, а расстояние L от оси ключа до вершины его зуба удовлетворяет следующим соотнощениям:
,,
где DO - наружный диаметр малой ступени
корпуса;
е - эксцентриситет;
и -толщина проволоки спиральной резьбовой вставки.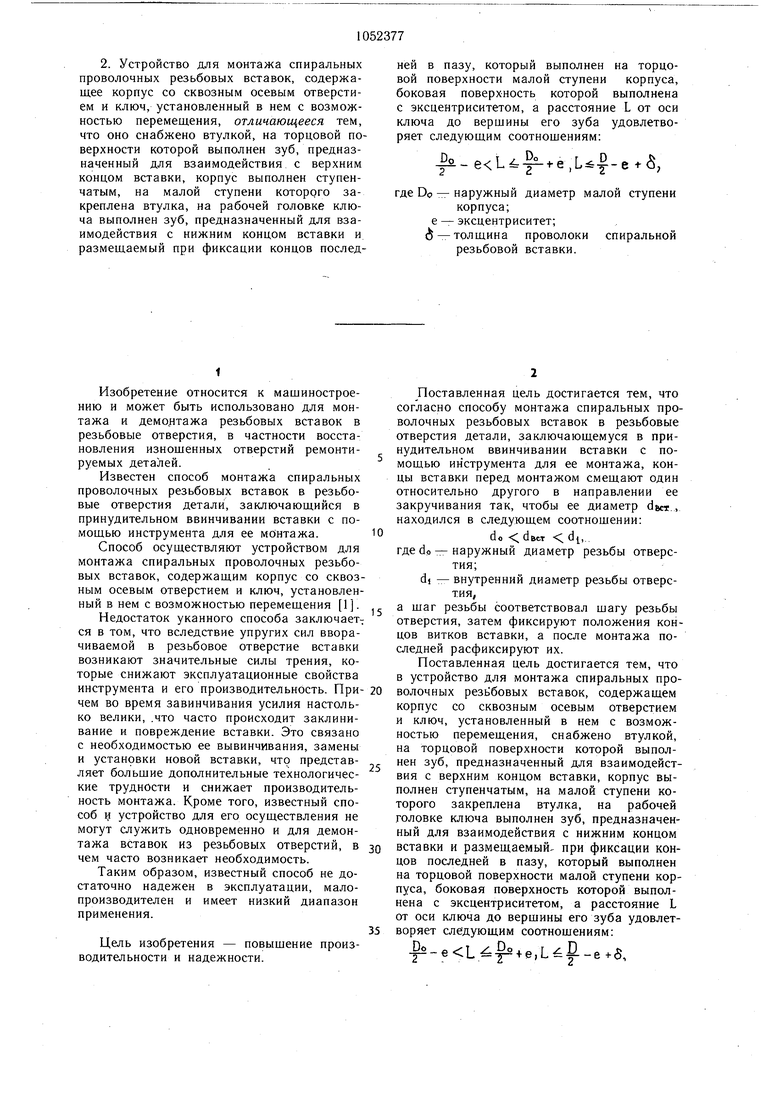
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСКОВАЯ ФРЕЗА | 1990 |
|
RU1769459C |
| СПОСОБ СКРЕПЛЕНИЯ ПО ТОРЦУ ФЛАНЦЕВ СОСУДОВ, НАПРИМЕР КРОВЕНОСНЫХ, И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2336037C2 |
| Торцовый ключ Ивачева Л.М. | 1990 |
|
SU1715571A1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Устройство для неразрешенного отвинчивания | 1990 |
|
SU1754937A1 |
| ПНЕВМОГАЙКОВЕРТ | 1992 |
|
RU2067923C1 |
| ПАССАЖИРСКИЙ КОНВЕЙЕР | 2003 |
|
RU2311334C2 |
| Устройство для затяжки резьбовых соединений | 1983 |
|
SU1115896A1 |
| УСТРОЙСТВО ГЕРМЕТИЗАЦИИ И СИСТЕМА ДОСТАВКИ | 2010 |
|
RU2557689C2 |
| Крепежный элемент для соединения деталей и ключ для крепежного элемента | 1989 |
|
SU1632759A1 |

1
Изобретение относится к машиностроению и может быть использовано для монтажа и резьбовых вставок в резьбовые отверстия, в частности восстановления изношенных отверстий ремонтируемых деталей.
Известен способ монтажа спиральных проволочных резьбовых вставок в резьбовые отверстия детали, заключающийся в принудительном ввинчивании вставки с помощью инструмента для ее мбнтажа.
Способ осуществляют устройством для монтажа спиральных проволочных резьбовых вставок, содержащим корпус со сквозным осевым отверстием и ключ, установленный в нем с возможностью перемещения 1.
Недостаток уканного способа заключает7 ся в том, что вследствие упругих сил вворачиваемой в резьбовое отверстие вставки возникают значительные силы трения, которые снижают эксплуатационные свойства инструмента и его производительность. При чем во время завинчивания усилия настолько велики,.что часто происходит заклинивание и повреждение вставки. Это связано с необходимостью ее вывинчивания, замены и устанрвки новой вставки, что представляет большие дополнительные технологические трудности и снижает производительность монтажа. Кроме того, известный способ устройство для его осуществления не могут служить одновременно и для демонтажа вставок из резьбовых отверстий, в чем часто возникает необходимость.
Таким образом, известный способ не достаточно надежен в эксплуатации, малопроизводителен и имеет низкий диапазон применения.
Цель изобретения - повыщение производительности и надежности.
Поставленная цель достигается тем, что согласно способу монтажа спиральных проволочных резьбовых вставок в резьбовые отверстия детали, заключающемуся в принудительном ввинчивании вставки с помощью инструмента для ее монтажа, концы вставки перед монтажом смещают один относительно другого в направлении ее закручивания так, чтобы ее диаметр dbcr., находился в следующем соотношении:
do dbtT d,
где do - наружный диаметр резьбы отверстия;
di - внутренний диаметр резьбы отверстия,
а шаг резьбы соответствовал шагу резьбы отверстия, затем фиксируют положения концов витков вставки, а после монтажа последней расфиксируют их.
Поставленная цель достигается тем, что в устройство для монтажа спиральных проволочных резь бовых вставок, содержащем корпус со сквозным осевым отверстием и ключ, установленный в нем с возможностью перемещения, снабжено втулкой, на торцовой поверхности которой выполнен зуб, предназначенный для взаимодействия с верхним концом вставки, корпус выполнен ступенчатым, на малой ступени которого закреплена втулка, на рабочей головке ключа выполнен зуб, предназначенный для взаимодействия с нижним концом вставки и размещаемый- при фиксации концов последней в пазу, который выполнен на торцовой поверхности малой ступени корпуса, боковая поверхность которой выполнена с эксцентриситетом, а расстояние L от оси ключа до вершины его зуба удовлетворяет следующим соотнощениям:
.4е,.5,
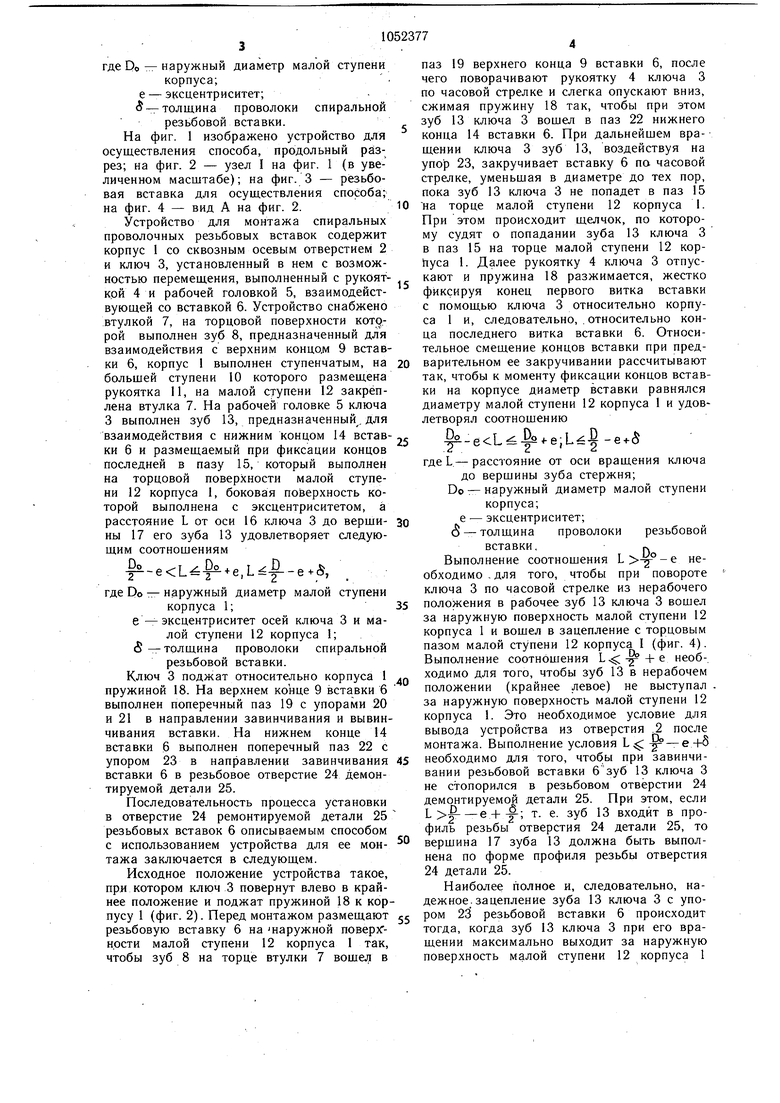
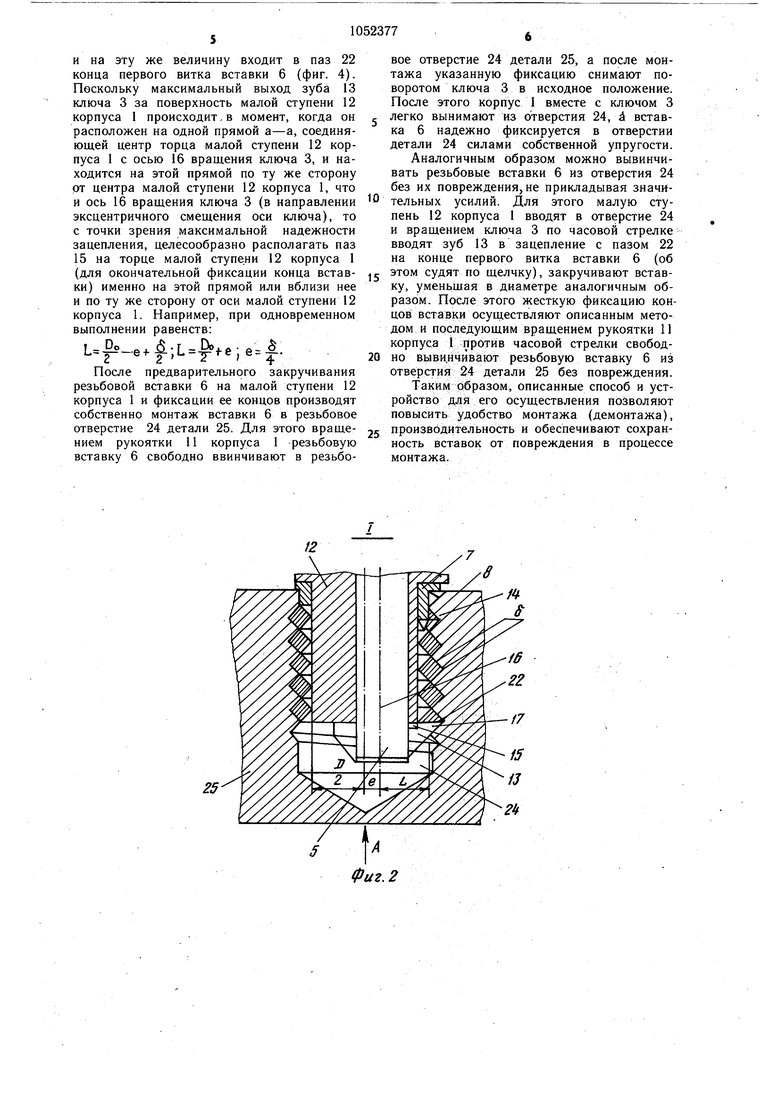
Т где DO т- наружный диаметр малой ступени корпуса; е - эксцентриситет; 5 -толщина проволоки спиральной резьбовой вставки. На фиг. 1 изображено устройство для осуществления способа, продольный разрез; на фиг. 2 - узел I на фиг. 1 (в увеличенном масштабе); на фиг. 3 - резьбовая вставка для осуществления способа; на фиг. 4 - вид А на фиг. 2. Устройство для монтажа спиральных проволочных резьбовых вставок содержит корпус 1 со сквозным осевым отверстием 2 и ключ 3, установленный в нем с возможностью перемещения, выполненный с рукояткой 4 и рабочей головкой 5, взаимодействующей со вставкой 6. Устройство снабжено втулкой 7, на торцовой поверхности которой выполнен зуб 8, предназначенный для взаимодействия с верхним концам 9 вставки 6, корпус 1 выполнен ступенчатым, на большей ступени 10 которого размещена рукоятка 11, на малой ступени 12 закреплена втулка 7. На рабочей головке 5 ключа 3 выполнен зуб 13, предназначенный, для взаимодействия с нижним концом 14 вставки 6 и размещаемый при фиксации концов последней в пазу 15, который выполнен на торцовой поверхности малой ступени 12 корпуса 1, боковая поверхность которой выполнена с эксцентриситетом, а расстояние L от оси 16 ключа 3 до верщины 17 его зуба 13 удовлетворяет следующим соотношениям ,., . где Do - наружный диаметр малой ступени корпуса 1; е-эксцентриситет осей ключа 3 и малой ступени 12 корпуса 1; 5-толщина проволоки спиральной резьбовой вставки. Ключ 3 поджат относительно корпуса 1 пружиной 18. На верхнем конце 9 вставки 6 выполнен поперечный паз 19 с упорами 20 и 21 в направлении завинчивания и вывинчивания вставки. На нижнем конце 14 вставки 6 выполнен поперечный паз 22 С упором 23 в направлении завинчивания вставки 6 в резьбовое отверстие 24 демонтируемой детали 25. Последовательность процесса установки в отверстие 24 ремонтируемой детали 25 резьбовых вставок 6 описываемым способом с использованием устройства для ее монтажа заключается в следующем. Исходное положение устройства такое, пря котором ключ 3 повернут влево в крайнее положение и поджат пружиной 18 к корпусу 1 (фиг. 2). Перед монтажом размещают резьбовую вставку 6 на наружной поверх:нрсти малой ступени 12 корпуса 1 так, чтобы зуб 8 на торце втулки 7 вошел в паз 19 верхнего конца 9 вставки 6, после чего поворачивают рукоятку 4 ключа 3 по часовой стрелке и слегка опускают вниз, сжимая пружину 18 так, чтобы при этом зуб 13 ключа 3 вошел в паз 22 нижнего конца 14 вставки 6. При дальнейшем вращении ключа 3 зуб 13, воздействуя на упор 23, закручивает вставку 6 па часовой стрелке, уменьшая в диаметре до тех пор, пока зуб 13 ключа 3 не попадет в паз 15 на торце малой ступени 12 корпуса I. При этом происходит щелчок, по которому судят о попадании зуба 13 ключа 3 в паз 15 на торце малой ступени 12 корiiyca 1. Далее рукоятку 4 ключа 3 отпускают и пружина 18 разжимается, жестко фиксируя конец первого витка вставки с помощью ключа 3 относительно корпуса 1 и, следовательно,.относительно конца последнего витка вставки 6. Относительное смещение концов вставки при предверительном ее закручивании рассчитывают так, чтобы к моменту фиксации концов вставки на корпусе диаметр вставки равнялся диаметру малой ступени 12 корпуса 1 и удовлетворял соотношению Do-g., где L-расстояние от оси вращения ключа до вершины зуба стержня; DO -наружный диаметр малой ступени корпуса; е - эксцентриситет; $ -толщина проволоки резьбовой вставки,,. Выполнение соотношения необходимо . для того, чтобы при повороте ключа 3 по часовой стрелке из нерабочего положения в рабочее зуб 13 ключа 3 вошел за наружную поверхность малой ступени 12 корпуса 1 и вошел в зацепление с торцовым пазом малой ступени 12 корпуса I (фиг. 4). Выполнение соотношения L + e необ-. ходимо для того, чтобы зуб 13 в нерабочем положении (крайнее левое) не выступал за наружную поверхность малой ступени 12 корпуса 1. Это необходимое условие для вывода устройства из отверстия .2 после монтажа. Выполнение условия L - -e-fS необходимо для того, чтобы при завинчивании резьбовой вставки 6 зуб 13 ключа 3 не стопорился в резьбовом отверстии 24 демонтируемой детали 25. При этом, если + т. е. зуб 13 входит в профиль резьбы отверстия 24 детали 25, то вершина 17 зуба 13 должна быть выполнена по форме профиля резьбы отверстия 24 детали 25. Наиболее полное и, следовательно, надежное, зацепление зуба 13 ключа 3 с упором 23 резьбовой вставки 6 происходит тогда, когда зуб 13 ключа 3 при его вращении максимально выходит за наружную поверхность малой ступени 12 корпуса 1
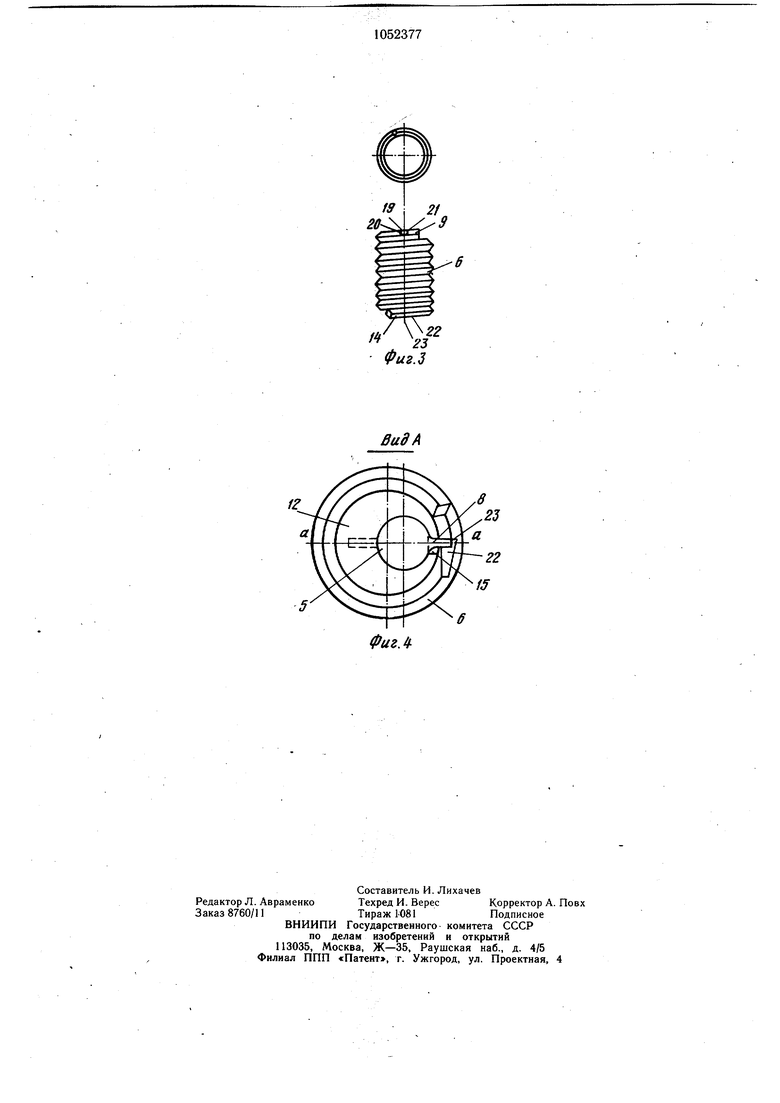
и на эту же величину входит в паз 22 конца первого витка вставки 6 (фиг. 4). Поскольку максимальный выход зуба 13 ключа 3 за поверхность малой ступени 12 корпуса 1 происходит, в момент, когда он расположен на одной прямой а-а, соединяющей центр торца малой ступени 12 корпуса 1 с осью 16 вращения ключа 3, и находится на этой прямой по ту же сторону от центра малой ступени 12 корпуса 1, что и ось 16 вращения ключа 3 (в направлении эксцентричного смещения оси ключа), то с точки зрения максимальной надежности зацепления, целесообразно располагать паз 15 на торце малой ступени 12 корпуса 1 (для окончательной фиксации конца вставки) именно на этой прямой или вблизи нее и по ту же сторону от оси малой ступени 12 корпуса 1. Например, при одновременном выполнении равенств:
.,.
После предварительного закручивания резьбовой вставки 6 на малой ступени 12 корпуса 1 и фиксации ее концов производят собственно монтаж вставки 6 в резьбовое отверстие 24 детали 25. Для этого вращением рукоятки 11 корпуса 1 резьбовую вставку 6 свободно ввинчивают в резьбовое отверстие 24 детали 25, а после монтажа указанную фиксацию снимают поворотом ключа 3 в исходное положение. После этого корпус 1 вместе с ключом 3
легко вынимают из отверстия 24, и вставка 6 надежно фиксируется в отверстии детали 24 силами собственной упругости. Аналогичным образом можно вывинчивать резьбовые вставки 6 из отверстия 24 без их повреждения, не прикладывая значительных усилий. Для этого малую ступень 12 корпуса 1 вводят в отверстие 24 и вращением ключа 3 по часовой стрелке вводят зуб 13 Б зацепление с пазом 22 на конце первого витка вставки 6 (об
этом судят по щелчку), закручивают вставку, уменьщая в диаметре аналогичным образом. После этого жесткую фиксацию концов вставки осуществляют описанным методом и последующим вращением рукоятки 11 корпуса 1 против часовой стрелки свободно выви.нчивают резьбовую вставку 6 из отверстия 24 детали 25 без повреждения. Таким образом, описанные способ и устройство для его осуществления позволяют повысить удобство монтажа (демонтажа),
производительность и обеспечивают сохранность вставок от повреждения в процессе монтажа.
В ид А
8
23
Фиг Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технология ремонта резьбовых отверстий деталей машин резьбовыми спираль ными вставками, М., ОНТИ ГОСНИТИ, 1975, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
