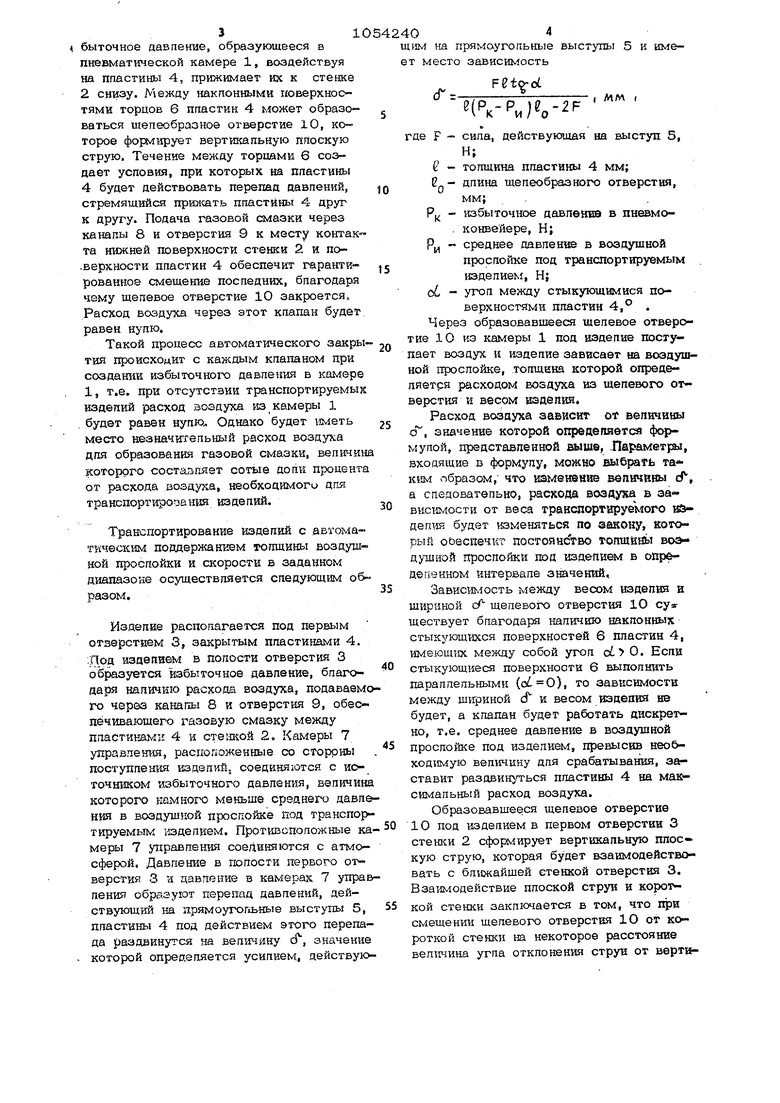
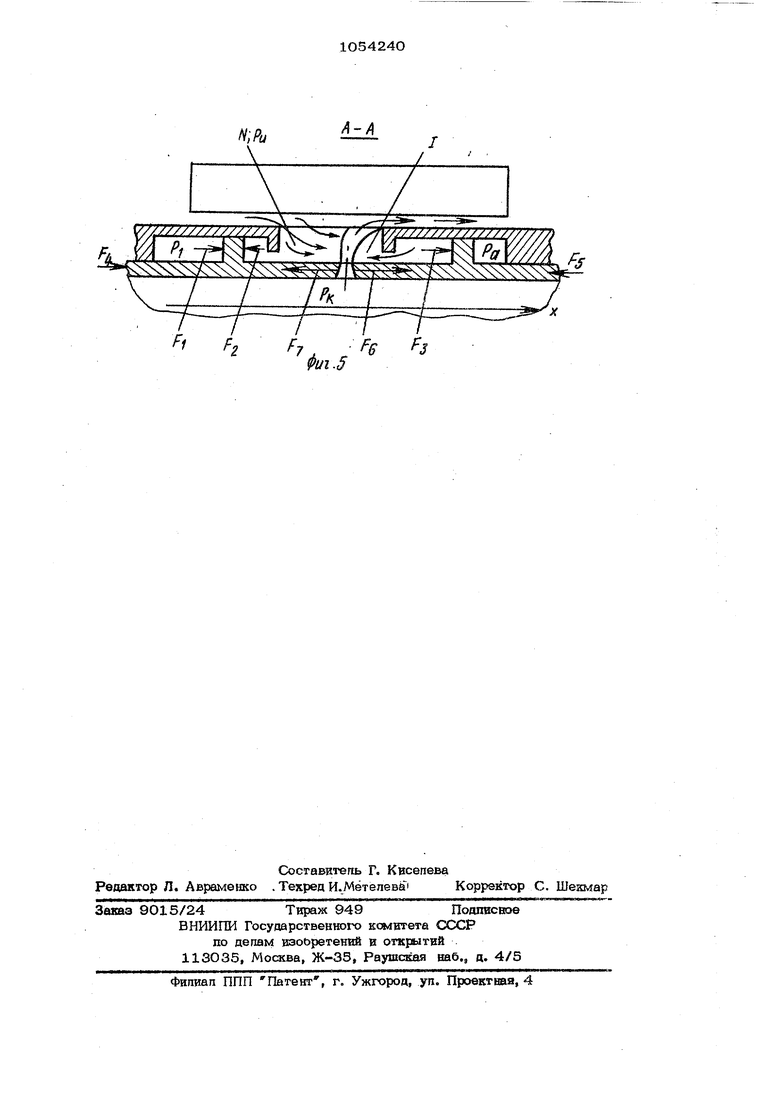
Изобретение.относится к пневмотрайсяорту, а именно к устройству дпп транспортирования издепий на возаушной подушсе. Известен пневмоконвейер шч еющий поверхность, выпопненнуЮ из двух лараппепьных ппастЕ-iH с поперечными вырезами. Вырезы сшбжрны язычками, распопоженными на дротивопопожиых сторошх верхней к нижней ппастин. Перемещая пластины друг относитепьно друга, можую регупйровать расход воздут через образовавшиеся щепи, и спедовйтепьно, скорость потока издепий С11. Недостатком этой конструкнет -является отсутствие возможности реверсирования двЕ-кения изданий, Регупирование Скорости транспортирования, издекиз ; за счет изменеп.да вепкчидал расходе- воз-душного потока непьая считать рацис™ напькым, поскольку увепшение расхода воздуха, как правило, снюкает рентабельность испопьзоваш-и нневмоконвейера в целом Известно устройство для транспорти ровани 1 издепий на воздушной подушке, содержащее сообщенную с источшпсом сйсатого газа .камеру, верхняя cTetsca ко-торой .выполнена с прямоугопьнымк от версгдами, и панель, установленную внутри камеры код верхней стешсой с возмож ностью перемещения в наиравпении трано .порткрования 1.1здеЕий сообщения яолости камеры с отверстием верхней стешш. 2 Недостаткн этой конструкции закиюча- ются в том, что при транспортировании, издепий расход воздуха осуиг.эствдяегся не только под транспортируемое гкздепне, а по всей длине пневмоконвейера, что по вышает его энергозатрат.ы„ Регугаировать скорость и тем более ее стабилизировать с помощью этой констр пкции довольно сложно, гак как уг-оя liaKnoHa струй воздуха, определяющий скорость издепий, изменяется одновременно дпя всех струй Ширина рабочет отверстий, через которые происходит истечешю воздуха us пшвмокамеры, постоянна, поэтому стабилввкро вать топпцину воздушной проспойки прЕ одновременном транспортироваШй изделий с разными весами невозможно. Цепь изобретения - снижение знергозатрат. Цель достилается тем, что в устройстве Д1Ш трансдортирования изделий, на В(хздуи1ной подушке, содержащем сообщет ную с источншюм сжатого газа камеру, верхняя стешш которой выполнена с прямо тольными отверстиями и панель, уста2402новпенную внутри камеры под верхней - сте)гпсой с возможностью перзмещения в направлении транспорт фовавия уюделий и сообщения полости камеры с огверсти- ем верхней стенкИр в проледней снизу по обе стороны каиодого прямоугольного отверстия в направлении транспортировании выполнены прямоугольные поперечные лазы5 1 naiiBiib состоит из нескольких пласРИНа каждая из которых имеет выступ расположенный по всей длине мяиуто:го паза пршем торец каждой лласти{;сы„ расположенный под отверстием верхней стенкИ; с сторошл выноге нен со срезом, в верхней стенке в зове контакта с пластинами выполнены канапы дня по дач к газовой смазкк, а в камере под -каждой пластиной: установпены олторны-э штыри На ФИ;:Р, 1 изображено устройство в аксогйоьаетриИг на фиг. 2 - сечение А-А на 1; на фиг. 3 - вид Б на фиг- 2 с разрг: за /ш; на фиг. 4 сечение на фигг 1 в драйнем положении щепевого отверсг}1я .лрй работе коквейера; на фиг. S - се-гение на фиг- 1 в промежуточном попожеиии отверстия при его смещенииУстройство содержит сообщенную с источнЕяом rsotj .камеру 1 верхняя ст8Ц :s0 .2 которой j-svteef ярямо топь гые от-.Б-эрсгЕя За по обе стороны котор.ык вы™ попкены пазк: и :гшнепьг установданную камеры 1 под стенкой 2 и состоящу,ю из oTueRbHbhX пластин 4, имеюодих выступи 5s распопЕожеЕ-пда:е в яазах ст&н- ки 2 Торцы 6 пластин 4, распогюжевные под отверстиями 3, выполневы со срезом Е образуют между собой jTtjn d.. Прямс угольные выступы 5 со стзнко.й 2 обра-зуют камеры 7 управления., В стекшее 2 вылолнеЕы каналы 8 н огзерстня 9 для подачи газа к месту контакта ппасткк 4 со стенкой 2. Пластянь 4. а.е1цаясь друг относитепьно друга, обра.зуют щелевое отверстие 10 шириной (3 а для прецотвраще-ния их падения п cnyiae стсутствия избыточного да.впен.г1 в :г/лгеЕ гокаме ре предусмотрець опорные штыри 11, Стыкующиеся торцы ГЗ ппастин 4 выполнены один с назом, а другой с; выст)тюм для обесяечешя гарантированной устойчивой плоской струи. Устройство работает следуюшшл оо- разом. В камеру 1 подается сжатый воздух и одновременно канап 8 соединяется с пневмосистемой высокого давления. Избыточное давпение, образующееся в пневматической камере 1, воздействуя на ппастины 4, прижимает их к стенке 2 снизу. Между наклонными поверхностями торцов 6 пгшстин 4 может образе ваться щепеобраоное отверстие 10, ко торое фopvIиpyeт вертикальную ппоскую струю. Течение между торцами 6 создает условия, при которых на ппастины 4 будет действовать перепад давлений, стремящийся при:н ать ппастины 4 друг к другу. Подача газовой смазкй через канапы 8 и отверстия 9 к месту контакта нижней поверхности стенки 2 и по.верхности пластин 4 обеспечит гарантированное смещение последних, благодаря чаму шепевое отверстие 10 закроется. Расход воздуха через этот клапан будет равен нулю. Такой процесс автомагического закры тия происходит с каждым кпапаном при создании избыточного давления в камере 1, т.е. при отсутствии транспортируемых изделий расход воздуха из камеры 1 . будет равен нупю Однако будет 1-гметь место дазначггепьный расход воздуха дпи образования газовой смазки, величин которого состазояет сотые доли процента от расхода воздуха, необходимого дня транспортирозашш изделий. Транспортирование изделий с авгомагкческ1-1М поддержанием тошдины воздушной прослойки и скорости в заданном диапазоне осуществляется следующим образом. Изделие располагается под первым отзарстйвм 3, закрытым пластинами 4. .Под изцапием в погюсги отверстия 3 образуется избыточное давление, благодаря наличию расхода воздуха, подаваем го через канапы 8 и отверстия 9, обеспечивающего газовую смазку между ппастинами 4 и стежой 2. Камеры 7 управления, расиопоженные со сторрны поступления изделий, соедидаются с источником избыточного давпенкя, величин которого намного меньше среднего давле ния в воздушной нроспойке под транспор тируемым 1адепйем. Противоположные ка меры 7 управления соединяются с атмосферой. Давпение в попости первого отверстия 3 а цавпение в камерах 7 управ ления образуют перепад давлений, действующий на прямоугопъные выступы 5, пластины 4 под действием этого перепада раздвинутся на величину сГ, значение которой определяется усилием, действук 1 0 выступы 5 и имена прямаугопьные т место зависимость прк-ри; о-2р 1, действующая на выступ 5, тотцина пластины 4 мм; дпина шелеобразного отверстия, мм; избыточное давление в пневмоконвейере, Н; среднее давпение в воздушной прослойке под транспортируемым изделием, Н; угол между стыкующимися поверхностями пластин 4,° . Через образовавшееся щелевое отверотие 10 из камеры 1 под изделие поступает воздух и изделие зависает на воздушной прослойке, тотдина которой определяетрн расходом воздуха из щелевого отверстия и весом вэдеяия. Расход воздуха аависит от вепвчины о, значение которой ощждепяетст формулой, представленной 1шв, .Параметры, входящие в формулу, можно выбрать та К1ЕМ образом, что изменвйив вепичйш (f, а следовательно, расхода воздуха в зависюдосги от веса травсяюртируемого видения будет изменяться по закону, который оьеспечк постоянство тотийНЬ воздушной прослойки гЕэй издепием в опредегшкном интервале значений, Зависалость между весом издепия и шириной с щелевого отверстия 10 сузществует благодаря наличию наклонных стыкующихся поверхностей 6 пластин 4, имеющих между собой угол oi О. Еспн стыкующиеся поверхности 6 выполнить параппельными (), то зависимости между Ш1гриной сГ и весом издевия не будет, а кпапан будет работать дискретно, т.е. среднее давление в воздушной прослойке под изцепием, превысив нео&xoд Evlyю величину для срабатывания, заставит раздвинуться ппастины 4 на максимальный расход воздуха. Образовавшееся щелевое отверстие 10 под изделием в первом отверстии 3 стенки 2 сфо{мирует вертикальную ппоскую струю, которая будет взаимодействовать с ближайшей стенкой отверстия 3. Взаимодействие плоской струи и корот кой стенки заключается в том, что при смещении щепевого отверстия 10 от короткой стенки на некоторое расстояние вел1иина угла отклонения струи от верт капьного положения будет изменяться от иупя до максимального значения 2. Избыточное давнение в камере 7 управпения, распопоженной со стороизл постуП пения visaentifl, относительно отверстия 3, воздействуя ш прямоугопьяый выступ 5, сместит ппастины 4 в сторону двшкетш изделия на максимапьную вепичину, ко.торая выбирается такой, что центр щепевого отверстия 1О будет распопагаться около стенки отверст ш 3, обеспечив тем самым сохранение вертикапьного попоже-ния плоской струи при появлении изделия под отверстием 3. В такое попожение перейдут пластины 4 всех отверстий 3„
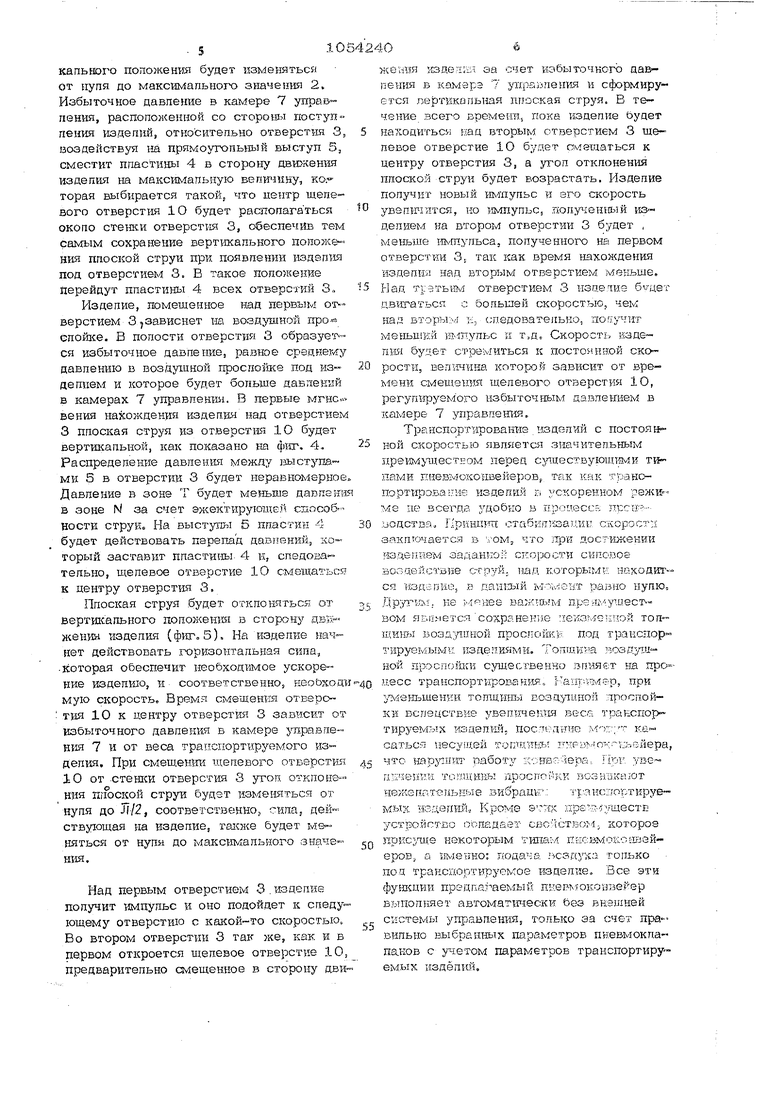
Изделие, помещенное над первым от верстием 35зависнет ш воздушной npo-« епойз е. В полости отверстия 3 образует ся избыточное давление, равное срецкему давлешпо в воздушной просгюздсе под из- делтюм и которое будет бопьше давлений в камерах 7 управления. В первые мгнс. вения нахождения изделия над отверстием 3 плоская струя из отверстия 1О будет вертикальной, как показано на фиг. 4.. Распределение давления между )5ыступа ми 5 в отверстии 3 будет неравномерное Давление в зоне Т будет меньше давпашзд в зоне N за счет эжектирующей способ.Ности струй На выстутс:. Б япастин 4 будет действовать перепад давг-ений, который заставит ппастиюз 4 к, спедо:ва тепьно, щелевое отверстие 10 смешаться к центру отверстия 3.
Плоская струя будет отклоняться от вертщшпьного попоженет в сторону дв :женин изделия (). На изделие начнет действовать 1-х ризонтальная сипа, .которая обеспечит необходимое ускорение изделию, к соответственно, ЕеоЬходИ мую скорость. Время смещек1ш отверс: тия 10 к центру отверстия 3 зависит от избыточного давления в камере улравпевкя 7 И от веса трапсгюртируемого изделия. При смеш.енго щелевого отверстия 10 от .стешда отверстия 3 угон отклоне-ния пгюской струи будет ИЗМОЕ-ШТЬСЯ от нуля до Л/2, соответственно, сила; действующая на изделие, талсже будет меняться от нуля до MaKCTOvjanbHoro значе ния.
Над первым отверстием 3 . изделие получит импульс и оно подойдет к следующему отверстию с какой-то скоростью, Во втором отверстии 3 так же, как и в первом откроется щ.епевое отверстие 10, предварительно смещенное в сторону движения жздеттщч эа счет иэбыточнСГО давпешет Б кзмерэ 7 ут/рал пепия vi сформируется .пертйкапыия пгюская струя. В те чение всего времени, пока изделие Оудет находиться Еац вторым отверстием 3 щепевое отверстие 10 будет оч евдаться к центру отверстия 3, а угол отклонения плоской струи будет возрастать. Изделие получит новый шшульс и его скорость увеличится, но iiMnynbc, подученный изделием на втором отверстии 3 будет , т/шульса, полученного первом отверстии 3; так как время нахождения изделия над вторым отверстием меньше. Над т ;атьи л отверстием 3 изцедие б.;цет цв Егатьсп с оопылей скоростью, чем над вторым к, сяюдова тепьно, по поучит меньшЕй ймттульс и т,д„ Скорост цзде- ты будет стремиться к постоянной скорости, веггггчина которой зависит от времени смещения щелевого отверстия 1О, регугпфуемого избыточным давлением в камере 7 управления
Транспортирование Т1здеЛИЙ с постоянной скоростью является значительным преш.т.цестЕом перец с дцествующтаугк типами гсневмокоЕюейеров,, так как траноиортирова-лие: кздеггдй п ускорекком режи-ме ю всегда удобно в процесса лрси- водствй, Прйнцрт: отабклхзаииЕ скорост: закпочаетсз в voM; что sipH дост-ижекии 2здепием заданной скорости сипозоа зозцействие струй, над когорымЕ находит- СИ iKjRianiie, в даитый момент равно нулю Друт5эл. не i-tRHee Ba;KfCb M преж-ушеством ЯБимеэсясохранекие гшиэт оенпой толздиш 1 воздушной проспойкл под траЕспортируемыми 51зде;шями Топшкна воздушной проспожк сущесгвенно влия€;Т на транспортировакия. Напрш /;ер, при уменьшении тотцишл возд таной троспойК)1 БспецстБИе увепичекяя вес. тракспор тируемь х изделий, пос епние л С:; г касаться iiecyiueE Torna TbJjt .1.:ьс;йера что наруапи работу v HEK JepS: Ппг, уве- ГлКзепиа топщииь ироспсйзчк возника от нежегптс ньные вибрацн ; транспортируемых ттзделий. Кроме эттж нрел-р/щестЕ уст1юйство Оопвца&т свсчствоМ; которое npKcjTue некоторым типам пкевмокоявайepoEj а 5менно; подача гюзйуха гощзко под транспортируемое изделие. Все эти предлагаемый пкермоконвейер выполетет автоматш-юски без внешней системы управления, только эа счет правильно выбран№1х параметров пн:евмокпа-панов с учетом параметров транспортируемых изделий. 4 7Г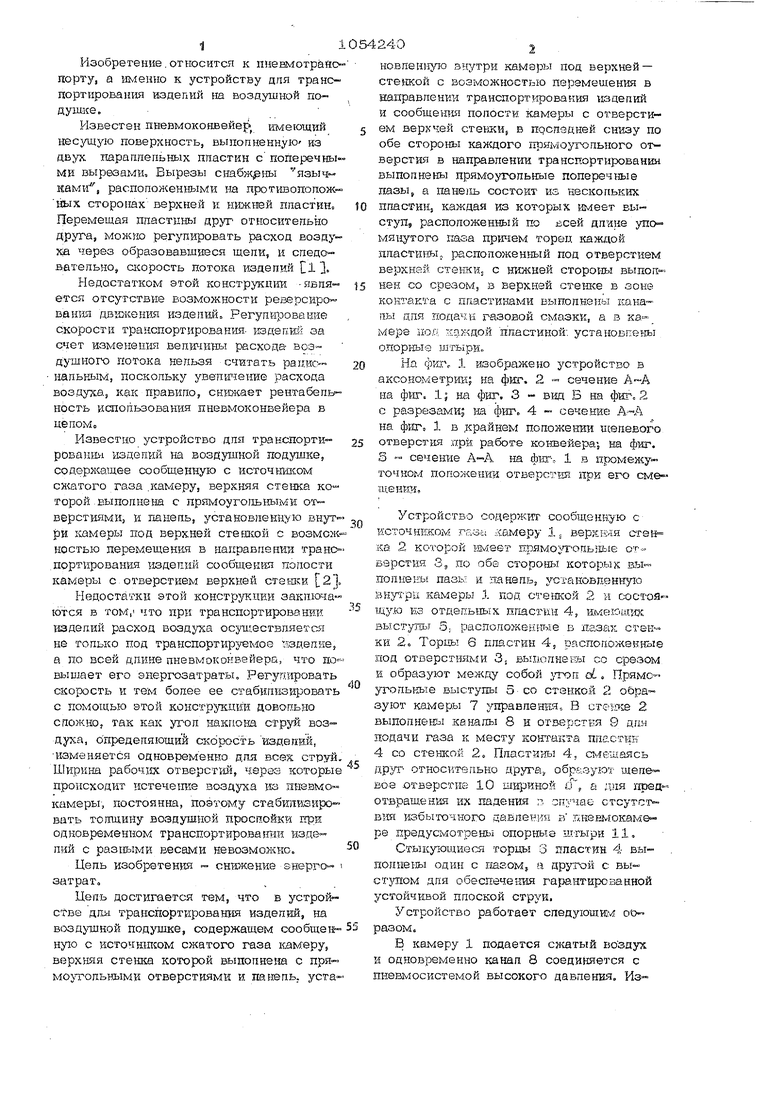
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневмоконвейер | 1979 |
|
SU856945A1 |
| ПНЕВМОКОНВЕЙЕР СО СТАБИЛИЗИРОВАННОЙ ТОЛЩИНОЙ ВОЗДУШНОЙ ПОДУШКИ | 2007 |
|
RU2342305C1 |
| Пневмоконвейер | 1981 |
|
SU1017624A1 |
| ПНЕВМОКОНВЕЙЕР СО СТРУЙНЫМ УПРАВЛЕНИЕМ | 2008 |
|
RU2375290C1 |
| ПНЕВМОКОНВЕЙЕР С ТОКОВЫМ УПРАВЛЕНИЕМ | 2006 |
|
RU2331568C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЕСА БРИКЕТИРОВАННОЙ ПРОДУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2112223C1 |
| Пневмоконвейер | 1979 |
|
SU854838A1 |
| Пневмоконвейер | 1985 |
|
SU1324961A1 |
| Пневмоконвейр | 1977 |
|
SU695148A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МАССЫ БРИКЕТИРОВАННОЙ ПРОДУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2087875C1 |
УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ ИЗДЕЛИЙ НА ВОЗДУШНОЙ ПОДУШКЕ, содержащее сообщенную с источником сжатого газа камеру, верхняя стенка которой выполнена с прямоуго 1ьными отверстиями, и панель, уста;новпенную внутри камеры под верхней стенкой с возможностью перемещения в направлении транспортирования изделий и сообщения полости камеры с отверстием верхней стенки, отпичающеес я тем, что, с цепью снижения энергозатрат, ;в верхней стенке снизу по обе стороны каждого прямоугольного отверстия в направлении транспортирования выполнены прямоугольные поперечные пазы, а панепь состоит из нескольких ппастин, . из которых имеет выступ, pacnt/ложенный по всей длине упомянутого паза, причем тореа тждой пластины, расположенный под отверстием верхней стенки, i с нижней стороны выпол юн со срезом, в верхней стенке в зоне контакта с плас(Л тинами выполнены каналы цпя подачи газовой смазки, а в камере под каждой с пластиной установлены опорные штыри.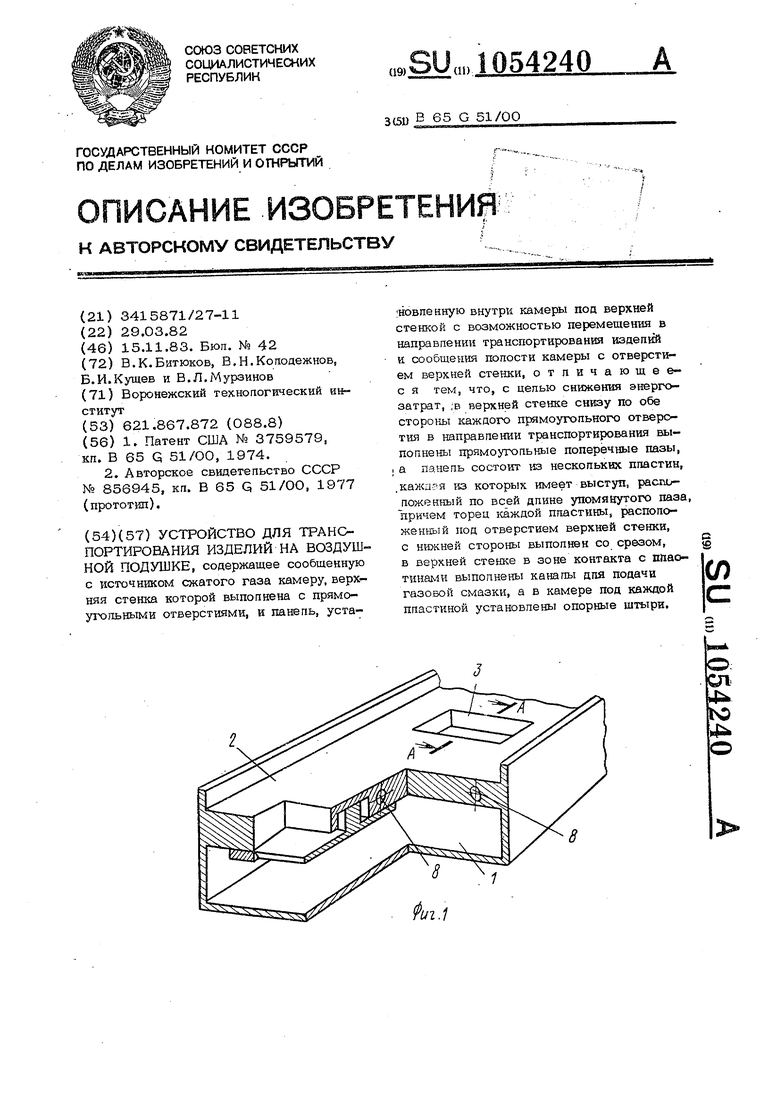
3
I
/У/УхУУ////УУ/У//
/ Ра е
ТА
:
7
Р.///
/
F7 Рб 1
-h-f-. ФигЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3759579, кп | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пневмоконвейер | 1979 |
|
SU856945A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
